1.本实用新型涉及自动化领域,具体的说,尤其涉及一种电芯和保护板组装的自动化设备。
背景技术:
2.由于电池能量密度高,在过充、过放、过流、短路及超高温充放电、过低温度使用时,容易损坏,因此必须有一套严格的保护措施,以减少使用中的危险性。所以,在电芯加工过程中,电芯的极耳一般会连接保护板,保护板能够避免电池发生过流、过压等问题。电芯和保护板的组装涉及多个工序,现有设备的自动化程度低,仍比较依赖人工,而且电池规格有很多种,现有设备的通用性低,需要针对特定电池来设计产线,增加了设备成本。
技术实现要素:
3.为了解决现有设备的自动化程度低、通用性低的问题,本实用新型提供一种电芯和保护板组装的自动化设备。
4.一种电芯和保护板组装的自动化设备,包括运输线,所述运输线的侧边设有电芯上料机构、贴胶纸机构、极耳裁切机构、极耳整形机构、撕附纸机构、保护板上料机构和焊接机构;
5.所述电芯上料机构和保护板上料机构分别用于对电芯和保护板进行上料;所述贴胶纸机构用于将胶纸贴在电芯上;所述极耳裁切机构用于将电芯上的极耳进行裁切;所述极耳整形机构用于将极耳进行整形;所述撕附纸机构用于将胶纸上的附纸撕掉;所述焊接机构用于将极耳和保护板进行焊接。
6.可选的,所述极耳整形机构包括整形机架和安装在整形机架上的整形移动组件,所述整形移动组件上可拆卸安装有整形移动板,所述整形移动板上安装有下压气缸和上顶气缸,所述下压气缸和上顶气缸上分别安装有上整形块和下整形块,所述上整形块与设置在其下方的下整形块相互配合。
7.可选的,所述极耳裁切机构包括裁切机架,所述裁切机架上设有裁切移动组件,所述裁切移动组件上可拆卸安装有裁切移动板,所述裁切移动板上安装有上裁切气缸和下裁切块,所述上裁切气缸上安装有上裁切块,所述上裁切块上设有裁切刀,所述裁切刀与其下方的下裁切块相配合。
8.可选的,所述裁切机架上还设置有裁切前整形机构和/或裁切后整形机构,所述裁切前整形机构和裁切后整形机构分别设置在极耳裁切机构的两侧,用于对极耳整形使其与水平面平行。
9.可选的,所述裁切前整形机构包括安装在裁切机架上的移动组件,所述移动组件上可拆卸安装有前整形移动板,所述前整形移动板上设有前整形气缸一和前整形气缸二,所述前整形气缸一和前整形气缸二上分别连接有前整形块一和前整形块二,所述前整形块一与其下方的前整形块二相配合,前整形块一的下表面和前整形块二的上表面均与水平面
平行。
10.可选的,所述电芯上料机构包括上料机架,所述上料机架上设置有上料组件、下料组件、机械手一、中转定位组件和机械手二,所述上料组件用于料盘的上料,所述料盘上放置有多个电芯,所述机械手一将上料组件上的电芯移动到中转定位组件上,所述机械手二将中转定位组件上的电芯移动到运输线上,所述中转定位组件用于电芯的定位。
11.可选的,所述贴胶纸机构包括贴胶纸机架,所述贴胶纸机架上设有上料飞达、取料机械手和上料ccd组件,所述上料ccd组件设置在上料飞达的侧边,用于对上料飞达上的胶纸进行拍照,所述取料机械手用于从上料飞达中吸取胶纸,以及将胶纸贴在电芯上。
12.可选的,所述撕附纸机构包括撕附纸机架,所述撕附纸机架上设置有电机,所述电机连接有凸轮,所述凸轮连接有撕附纸移动块,所述撕附纸移动块上设置有用于夹住附纸的气动夹爪,所述撕附纸机架上设有滑轨,所述撕附纸移动块滑动安装在滑轨上。
13.可选的,所述运输线侧边还设有夹具上下料机构,所述夹具上下料机构包括上下料机架,所述上下料机架上设有合格品运输线、不合格品运输线和上下料机械手,所述上下料机械手设置在合格品运输线和不合格品运输线的侧边。
14.与现有技术相比,本实用新型的有益效果在于:本实用新型提供一种电芯和保护板组装的自动化设备,通过运输线将电芯移动到各个机构进行加工,自动化程度高,有利于提高生产效率;根据电芯加工需要,可以对各机构进行不同的布局,提高了设备的通用性;电芯上料机构和保护板上料机构实现电芯和保护板的自动上料,贴胶纸机构和撕附纸机构,将保护板通过粘接预固定在电芯上;极耳裁切机构和极耳整形机构,实现极耳的裁切和整形,便于后续对极耳的焊接,结构紧凑。
附图说明
15.图1为本技术实施例提供的电芯和保护板组装自动化设备的结构示意图;
16.图2为本技术实施例提供的电芯上料机构的立体结构示意图;
17.图3为本技术实施例提供的上料组件的立体结构示意图;
18.图4为本技术实施例提供的贴胶纸机构的立体结构示意图;
19.图5为本技术实施例提供的极耳裁切机构、裁切前整形机构和裁切后整形机构的立体结构示意图;
20.图6为本技术实施例提供的极耳裁切机构的立体结构示意图;
21.图7为本技术实施例提供的裁切前整形机构的立体结构示意图;
22.图8为本技术实施例提供的极耳整形机构和撕附纸机构的立体结构示意图;
23.图9为本技术实施例提供的极耳整形机构的立体结构示意图;
24.图10为本技术实施例提供的撕附纸机构的立体结构示意图;
25.图11为本技术实施例提供的夹具上下料机构的立体结构示意图。
具体实施方式
26.下面结合附图和实施例对本实用新型作进一步的详细说明。
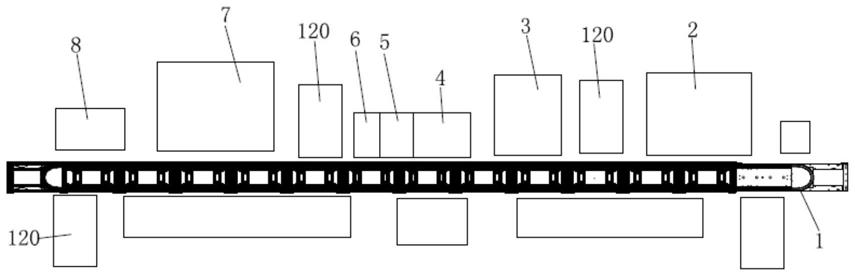
27.参考附图1,一种电芯和保护板组装的自动化设备,包括运输线1,运输线1的侧边设有电芯上料机构2、贴胶纸机构3、极耳裁切机构4、极耳整形机构5、撕附纸机构6、保护板
上料机构7和焊接机构8。从运输线1始端到末端的方向,依次设有电芯上料机构2、贴胶纸机构3、极耳裁切机构4、极耳整形机构5、撕附纸机构6、保护板上料机构7和焊接机构8,自动化实现电芯和保护板的安装。该运输线1为环形线,运输线1上设置有夹具,夹具中间设置有用于吸住电池的吸盘,夹具适用于放置不同尺寸的电池。运输线将电池依次运输到贴胶纸机构3、极耳裁切机构4、极耳整形机构5、撕附纸机构6、保护板上料机构7和焊接机构8。
28.电芯上料机构2和保护板上料机构7分别用于对电芯和保护板进行上料;贴胶纸机构3用于将胶纸贴在电芯上;极耳裁切机构4用于将电芯上的极耳进行裁切;极耳整形机构5用于将极耳进行整形;撕附纸机构6用于将胶纸上的附纸撕掉;焊接机构8用于将极耳和保护板进行焊接。
29.参考附图2~3,该电芯上料机构2用于对电芯进行上料。
30.电芯上料机构2包括上料机架21,上料机架21上设置有上料组件22、下料组件23、机械手一24、中转定位组件25和机械手二26,机械手一24将上料组件22上的电芯移动到中转定位组件25上,机械手二26将中转定位组件25上的电芯移动到运输线1上,上料组件22用于料盘的上料,料盘上放置有多个电芯。空的料盘由机械手一移动到下料组件进行下料。
31.该上料组件22包括水平传输带221和驱动水平传输带221移动的电机,水平传输带221将放置在其上的料盘进行水平方向的移动运输。该下料组件23的结构可以与上料组件22结构相同,中转定位组件25为现有的常规定位结构,用于电芯的定位,定位后,由机械手二26将电芯移动到夹具上。
32.参考附图4,贴胶纸机构3用于将胶纸贴在电芯上。
33.该贴胶纸机构3包括贴胶纸机架31,贴胶纸机架31上设有上料飞达32、取料机械手33和上料ccd组件34,上料ccd组件34设置在上料飞达32的侧边,用于对上料飞达32上的胶纸进行拍照,取料机械手33用于从上料飞达32中吸取胶纸,以及将胶纸贴在电芯上。
34.具体的,上料飞达32用于胶纸的上料,上料ccd组件34拍照,提高取料机械手33吸取胶纸的准确度,取料机械手33上设有用于吸取胶纸的吸料块。运输线1将电芯移动到贴胶纸机构3侧,取料机械手33将胶纸贴到电芯表面。
35.参考附图5~6,极耳裁切机构4用于将电芯上的极耳进行裁切。
36.该极耳裁切机构4包括裁切机架41,裁切机架41上设有裁切移动组件42,裁切移动组件42上可拆卸安装有裁切移动板44,裁切移动组件42驱动裁切移动板44进行移动。裁切移动板44上安装有上裁切气缸45和下裁切块46,上裁切气缸45上安装有上裁切块47,上裁切块47上设有裁切刀48,裁切刀48与其下方的下裁切块46相配合。
37.具体的,裁切移动组件42驱动裁切移动板44进行上下移动和左右移动,上裁切气缸45驱动裁切刀48向下移动,将位于下裁切块46和裁切刀48之间的极耳进行裁切,使极耳的长度一致。
38.参考附图5和7,裁切机架41上还设置有裁切前整形机构9和/或裁切后整形机构10,裁切前整形机构9和裁切后整形机构10分别设置在极耳裁切机构4的两侧,用于对极耳整形使其与水平面平行。
39.裁切前整形机构9包括安装在裁切机架41上的移动组件91,移动组件91上可拆卸安装有前整形移动板93,前整形移动板93上设有前整形气缸一94和前整形气缸二95,前整形气缸一94和前整形气缸二95上分别连接有前整形块一97和前整形块二98,前整形块一97
与其下方的前整形块二98相配合。前整形块一的下表面和前整形块二的上表面均与水平面平行。
40.具体的,移动组件91驱动前整形移动板93进行上下移动和左右移动,前整形气缸一94和前整形气缸二95分别驱动前整形块一97向下移动和前整形块二98向上移动,前整形块一97和前整形块二98配合,使极耳与水平面平行,以便后续裁切准确。该裁切后整形机构10可以与裁切前整形机构9的结构相同,以便提高后续极耳的整形效果。
41.参考附图8~9,极耳整形机构5用于将极耳进行整形。
42.该极耳整形机构5包括整形机架51,整形机架51上设有整形移动组件52,整形移动组件52上可拆卸安装有整形移动板54,整形移动板54上安装有下压气缸95和上顶气缸96,下压气缸95和上顶气缸96分别安装有上整形块97和下整形块98,上整形块97与设置在其下方的下整形块98相互配合,上整形块97的纵向截面为
“┌”
形,下整形块98的纵向截面为
“┙”
形。
43.具体的,整形移动组件52驱动整形移动板54进行上下移动和左右移动,下压气缸95和上顶气缸96分别驱动上整形块97向下移动和下整形块98向上移动,上整形块97和下整形块98配合,将极耳整成z字形,便于后续包裹胶纸。
44.参考附图8和10,撕附纸机构6用于将胶纸上的附纸撕掉;
45.撕附纸机构6包括撕附纸机架61,撕附纸机架61上设置有电机62,电机62连接有凸轮63,凸轮63连接有撕附纸移动块64,撕附纸移动块64上设置有用于夹住附纸的气动夹爪65,撕附纸机架61上设有滑轨66,撕附纸移动块64滑动安装在滑轨66上。
46.具体的,电机62驱动凸轮63转动,由于凸轮63的不规则形状,使撕附纸移动块64进行斜向上移动,气动夹爪65夹住附纸,模拟人撕附纸动作,将附纸撕下。
47.保护板上料机构7用于对保护板进行上料,保护板上料机构7的结构可以与电芯上料机构2的结构相同。保护板上料机构包括机械手,附纸撕下后,机械手将保护板粘接在胶纸上,实现保护板和电芯的预固定。
48.焊接机构8用于将极耳和保护板进行焊接。该焊接机构8为现有的焊接机构,将极耳和保护板焊接固定。
49.移动组件91、整形移动组件52、裁切移动组件42的结构可以相同。在一些实施例中,该移动组件91包括水平模组911和安装在水平模组上的升降模组912,前整形移动板93安装在升降模组912上,水平模组911驱动前整形移动板93进行水平移动,升降模组912驱动前整形移动板93进行上下移动。该水平模组和升降模组为现有常规模组,例如电缸结构。
50.参考附图11,在一些实施例中,该运输线1侧边还设有夹具上下料机构120,夹具上下料机构120包括上下料机架121,上下料机架121上设有合格品运输线122、不合格品运输线123和上下料机械手124,上下料机械手124设置在检测机构、合格品运输线122和不合格品运输线123的侧边。具体的,在运输线上设有检测机构,检测机构为现有常规的检测机构,上下料机械手将检测合格的电芯移动到合格品运输线122,将检测不合格的电芯移动到不合格品运输线123。该合格品运输线122和不合格品运输线123均为现有常规的运输线。在一些实施例中,该夹具上下料机构和检测机构设置在焊接机构的侧边。
51.本实用新型的各个机构都具有机架,模块化设计,根据电芯加工需要,可以对生产线进行不同的布局,提高了通用性、实用性和灵活性。如移动组件91、整形移动组件52、裁切
移动组件42的结构可通用,有利于降低设备成本和方便日常维护。
52.本实用新型提供一种电芯和保护板组装的自动化设备,通过运输线将电芯移动到各个机构进行加工,自动化程度高,有利于提高生产效率;根据电芯加工需要,可以对各机构进行不同的布局,提高了设备的通用性;电芯上料机构和保护板上料机构分别实现电芯和保护板的自动上料,贴胶纸机构和撕附纸机构,将保护板通过粘接预固定在电芯上;极耳裁切机构和极耳整形机构,分别实现极耳的裁切和整形,便于后续对极耳的焊接,结构紧凑。
53.在本实用新型中,除非另有明确的规定和限定,术语“连接”、“设置”、“设有”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
54.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实施的精神和原则之内,所作的任何修改、等同替换、改进等,均包含在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。