1.本实用新型涉及竹子加工行业中的竹地板条打包工艺技术领域,具体涉及一种用于竹地板条数控打包机的竹片旋转送料机组。
背景技术:
2.在现有竹地板条打包工艺中,还没能实现全自动打包;每一条竹地板条分竹青面和竹肉面,竹青面的密度较大,硬度较高,所以地板条会成弧形状态,向竹肉面弯曲;地板条加工出来后需要进行烘干工艺,烘干后的地板条会更加坚硬,而且会定型;如果不提前处理好直度,定型后的弯曲地板条将无法进行下一步工序;所以烘干前期的地板条打包定型至关重要;现有技术中,是通过人工进行打包;例如其中一种是10片地板条进行一捆打包,其中每5片地板条的竹肉面方向一致向内,形成左右5片的方向相反,都是竹肉面向内,竹青面向外;恰恰这样打包,打包好的地板条会比较直,烘干定型后,地板条的直度能达到要求;现有技术中,需要一个工人先数好5片竹片,调整好竹片方向,再数5片,反方向调整,最后进行人工打包;打包时需要在竹片前中后三个地方进行捆扎固定;耗时长,费用高,效率低。
3.缺少一种用于竹地板条数控打包机的竹片旋转送料机组。
技术实现要素:
4.为此,本实用新型提供一种用于竹地板条数控打包机的竹片旋转送料机组,以解决现有技术中的上述问题。
5.为了实现上述目的,本实用新型提供如下技术方案:
6.根据本实用新型的第一方面,一种用于竹地板条数控打包机的竹片旋转送料机组,包括进料槽、竹片转动机组、竹片输送机组、双转向输出变速箱、推料机组、旋转送料传动组件以及旋转送料三相异步电机,所述竹片转动机组的输入端设置有所述进料槽,所述竹片转动机组的输出端正对所述竹片输送机组的输送间隙,所述竹片输送机组的动力输入端与所述双转向输出变速箱的动力输出端传动连接,所述双转向输出变速箱的动力输入端通过所述旋转送料传动组件与所述旋转送料三相异步电机的动力输出轴传动连接,所述竹片转动机组以及所述竹片输送机组组合体的旁侧设置有所述推料机组。
7.进一步地,还包括进料感应探头,所述进料感应探头设置在所述进料槽的入口处。
8.进一步地,所述旋转送料传动组件包括旋转送料传动皮带和旋转送料皮带轮,所述旋转送料三相异步电机的动力输出轴固定有所述旋转送料皮带轮,所述旋转送料皮带轮通过所述旋转送料传动皮带与所述双转向输出变速箱的输入端传动连接。
9.进一步地,所述推料机组包括推料气缸、推料板、推料直线滑块以及推料直线导轨;所述推料气缸的伸缩端固定有所述推料板,所述推料板的下端固定有所述推料直线滑块,所述推料直线滑块滑动连接在所述推料直线导轨上。
10.进一步地,所述竹片转动机组包括转动机组轴承座、转动机组主动齿轮、竹片旋转轴、竹片通过槽、竹片导向漏斗、转动机组伺服电机、转动机组行星变速箱、转动机组电机安
装座以及转动机组被动齿轮;所述竹片旋转轴内开设有矩形的所述竹片通过槽,所述竹片旋转轴的外周侧通过键连接安装有所述转动机组主动齿轮,所述竹片旋转轴的两端转动连接在所述转动机组轴承座中,所述竹片通过槽的入口端与所述进料槽的连接处设置有所述竹片导向漏斗,所述转动机组伺服电机的输出端通过所述转动机组行星变速箱与所述转动机组被动齿轮传动连接,所述转动机组行星变速箱的箱体安装在所述转动机组电机安装座上,所述转动机组被动齿轮与所述转动机组主动齿轮啮合传动。
11.进一步地,所述竹片输送机组包括输送机组送料轮、气缸安装调节座、送料传动轴、旋转送料机安装主板、旋转角度感应探头、夹料气缸、高速筒安装板、输送机组直线滑块、输送机组直线导轨、高速筒以及输送机组皮带轮;所述旋转送料机安装主板开设有两个调节槽,每个所述调节槽内插设有所述送料传动轴,所述送料传动轴的上端安装有所述输送机组送料轮,所述送料传动轴的下端穿过所述高速筒安装板转动连接在所述高速筒内,所述高速筒的壳体安装在所述高速筒安装板上,所述旋转送料机安装主板的两个边缘分别安装有所述气缸安装调节座,所述夹料气缸的固定端铰接在所述气缸安装调节座上,所述夹料气缸的伸缩端铰接在所述高速筒安装板上,所述高速筒安装板上固定有所述输送机组直线滑块,所述旋转送料机安装主板的下表面固定有所述输送机组直线导轨,所述输送机组直线滑块滑动连接在所述输送机组直线导轨上,所述送料传动轴的下端穿过所述高速筒安装有所述输送机组皮带轮,所述输送机组皮带轮与所述双转向输出变速箱的动力输出端传动连接,所述旋转角度感应探头通过支架安装在所述旋转送料机安装主板上,且所述旋转角度感应探头位于所述竹片导向漏斗入口端的旁侧,两个所述输送机组送料轮之间形成有所述竹片输送机组的输送间隙。
12.进一步地,所述双转向输出变速箱包括双转向传动皮带、双转向输出皮带轮、双转向输出轴、双转向变速箱侧板、双转向变速箱面板、双转向万向轴承、双转向正转齿轮、双转向反转齿轮、双转向主动齿轮、双转向变速箱底板以及双转向输入皮带轮;所述双转向变速箱面板间隔设置在所述双转向变速箱底板的上方且二者通过所述双转向变速箱侧板连接,所述双转向正转齿轮、所述双转向反转齿轮以及所述双转向主动齿轮均设置在所述双转向变速箱面板与所述双转向变速箱底板之间,所述双转向正转齿轮与所述双转向反转齿轮啮合传动,所述双转向反转齿轮与所述双转向主动齿轮啮合传动,所述双转向主动齿轮的转轴的下端安装有所述双转向输入皮带轮,所述双转向正转齿轮和所述双转向反转齿轮的轴心处分别穿设有所述双转向输出轴,所述双转向输出轴的上端安装有所述双转向输出皮带轮,所述双转向输出皮带轮通过所述旋转送料传动皮带与所述旋转送料皮带轮传动连接,所述双转向输出皮带轮通过所述双转向传动皮带与所述输送机组皮带轮传动连接;所述双转向输出轴的两端均通过所述双转向万向轴承转动连接在所述双转向变速箱面板及所述双转向变速箱底板上。
13.进一步地,所述推料气缸的伸缩端的轴线与所述竹片旋转轴的轴线相互平行。
14.进一步地,所述夹料气缸的伸缩端的轴线与所述竹片旋转轴的轴线相互垂直。
15.进一步地,所述竹片导向漏斗内设置有梯台形空腔。
16.本实用新型具有如下优点:本装置能够实现全自动化、数控化、智能化的竹地板条打包,摆脱现有技术的人工打包局限,实现了竹片的翻转输送,大大降低人工成本,提高生产效率。
附图说明
17.为了更清楚地说明本实用新型的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
18.本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容得能涵盖的范围内。
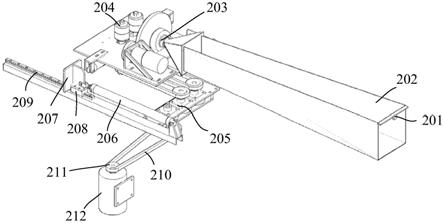
19.图1为本实用新型一些实施例提供的一种用于竹地板条数控打包机的竹片旋转送料机组的第一视角立体结构图。
20.图2为本实用新型一些实施例提供的一种用于竹地板条数控打包机的竹片旋转送料机组的第二视角立体结构图。
21.图3为本实用新型一些实施例提供的一种用于竹地板条数控打包机的竹片旋转送料机组的侧面图。
22.图4为本实用新型一些实施例提供的一种用于竹地板条数控打包机的竹片旋转送料机组的竹片转动机组的分解结构图。
23.图5为本实用新型一些实施例提供的一种用于竹地板条数控打包机的竹片旋转送料机组的竹片输送机组的分解结构图。
24.图6为本实用新型一些实施例提供的一种用于竹地板条数控打包机的竹片旋转送料机组的双转向输出变速箱的分解结构图。
25.图中:201、进料感应探头,202、进料槽,203、竹片转动机组,204、竹片输送机组,205、双转向输出变速箱,206、推料气缸,207、推料板,208、推料直线滑块,209、推料直线导轨,210、旋转送料传动皮带,211、旋转送料皮带轮,212、旋转送料三相异步电机,213、转动机组轴承座,214、转动机组主动齿轮,215、竹片旋转轴,216、竹片通过槽,217、竹片导向漏斗,218、转动机组伺服电机,219、转动机组行星变速箱,220、转动机组电机安装座,221、转动机组被动齿轮,222、输送机组送料轮,223、气缸安装调节座,224、送料传动轴,225、旋转送料机安装主板,226、旋转角度感应探头,227、夹料气缸,228、高速筒安装板,229、输送机组直线滑块,230、输送机组直线导轨,231、高速筒,232、输送机组皮带轮,233、双转向传动皮带,234、双转向输出皮带轮,235、双转向输出轴,236、双转向变速箱侧板,237、双转向变速箱面板,238、双转向万向轴承,239、双转向正转齿轮,240、双转向反转齿轮,241、双转向主动齿轮,242、双转向变速箱底板,243、双转向输入皮带轮。
具体实施方式
26.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护
的范围。
27.如图1至图6所示,本实用新型第一方面实施例中的一种用于竹地板条数控打包机的竹片旋转送料机组,包括进料槽202、竹片转动机组203、竹片输送机组204、双转向输出变速箱205、推料机组、旋转送料传动组件以及旋转送料三相异步电机212,竹片转动机组203的输入端设置有进料槽202,竹片转动机组203的输出端正对竹片输送机组204的输送间隙,竹片输送机组204的动力输入端与双转向输出变速箱205的动力输出端传动连接,双转向输出变速箱205的动力输入端通过旋转送料传动组件与旋转送料三相异步电机212的动力输出轴传动连接,竹片转动机组203以及竹片输送机组204组合体的旁侧设置有推料机组。
28.在上述实施例中,需要说明的是,进料槽202用于实现竹片的喂入,竹片转动机组203能够实现竹片的90度翻转,竹片输送机组204能够对竹片进行压紧输送,推料机组实现对物料的推送,旋转送料传动组件可为带传动、链传动以及齿轮传动等任意形式。
29.上述实施例达到的技术效果为:本装置能够实现全自动化、数控化、智能化的竹地板条打包,摆脱现有技术的人工打包局限,实现了竹片的翻转输送,大大降低人工成本,提高生产效率。
30.可选的,如图1至图6所示,在一些实施例中,还包括进料感应探头201,进料感应探头201设置在进料槽202的入口处。
31.上述实施例主要工作原理:因为竹地板条加工出来时,需要最后经过精刨机,而经过精刨机构的竹片一定是竹青面向下、竹肉面向上的;根据这一特性,把进料槽202对准精刨机的出料口;当竹地板条通过精刨机后,进入到本装置的进料槽202,进料感应探头201感应竹片;等待竹片完全进入且完全脱离精刨机后,竹片转动机组203会有伺服电机带动,立刻正方向旋转90度,把竹片旋转90度后,竹片输送机组204的送料轮通过气缸伸缩立刻压紧竹片,旋转送料三相异步电机212转动,送料轮把竹片输送出去;当竹片输送出去后,竹片转动机组203恢复原位,等待下一条竹片进入;如此重复5片后,当第6片竹片进入后,竹片转动机组会进行反转90度旋转,接下来的5片都是反转90度旋转;这样就能实现正5片,反5片的竹片排列。
32.上述可选的实施例的有益效果为:通过设置进料感应探头201,实现了对经过精刨机构的竹片喂入本装置的检测。
33.可选的,如图1至图6所示,在一些实施例中,旋转送料传动组件包括旋转送料传动皮带210和旋转送料皮带轮211,旋转送料三相异步电机212的动力输出轴固定有旋转送料皮带轮211,旋转送料皮带轮211通过旋转送料传动皮带210与双转向输出变速箱205的输入端传动连接。
34.上述可选的实施例的有益效果为:通过采用旋转送料传动皮带210和旋转送料皮带轮211作为旋转送料传动组件,有效的避免了打滑对装置工作的影响,结构简单,驱动稳定。
35.可选的,如图1至图6所示,在一些实施例中,推料机组包括推料气缸206、推料板207、推料直线滑块208以及推料直线导轨209;推料气缸206的伸缩端固定有推料板207,推料板207的下端固定有推料直线滑块208,推料直线滑块208滑动连接在推料直线导轨209上。
36.在上述可选的实施例中,需要说明的是,推料气缸206的固定端铰接在机架上。
37.上述可选的实施例的有益效果为:通过将推料机组设置为包括推料气缸206、推料板207、推料直线滑块208以及推料直线导轨209,能够高效稳定的实现对物料的推送,在推料板207与推料直线滑块208的连接处还可设置加强筋板。
38.可选的,如图1至图6所示,在一些实施例中,竹片转动机组203包括转动机组轴承座213、转动机组主动齿轮214、竹片旋转轴215、竹片通过槽216、竹片导向漏斗217、转动机组伺服电机218、转动机组行星变速箱219、转动机组电机安装座220以及转动机组被动齿轮221;竹片旋转轴215内开设有矩形的竹片通过槽216,竹片旋转轴215的外周侧通过键连接安装有转动机组主动齿轮214,竹片旋转轴215的两端转动连接在转动机组轴承座213中,竹片通过槽216的入口端与进料槽202的连接处设置有竹片导向漏斗217,转动机组伺服电机218的输出端通过转动机组行星变速箱219与转动机组被动齿轮221传动连接,转动机组行星变速箱219的箱体安装在转动机组电机安装座220上,转动机组被动齿轮221与转动机组主动齿轮214啮合传动。
39.在上述可选的实施例中,需要说明的是,转动机组主动齿轮214和转动机组被动齿轮221均为直齿轮或斜齿轮。
40.上述可选的实施例的有益效果为:通过本实施例的竹片转动机组203的具体结构,有效的实现了竹片通过转动机组主动齿轮214转动而带动的翻转动作,转动精准度高。
41.可选的,如图1至图6所示,在一些实施例中,竹片输送机组204包括输送机组送料轮222、气缸安装调节座223、送料传动轴224、旋转送料机安装主板225、旋转角度感应探头226、夹料气缸227、高速筒安装板228、输送机组直线滑块229、输送机组直线导轨230、高速筒231以及输送机组皮带轮232;旋转送料机安装主板225开设有两个调节槽,每个调节槽内插设有送料传动轴224,送料传动轴224的上端安装有输送机组送料轮222,送料传动轴224的下端穿过高速筒安装板228转动连接在高速筒231内,高速筒231的壳体安装在高速筒安装板228上,旋转送料机安装主板225的两个边缘分别安装有气缸安装调节座223,夹料气缸227的固定端铰接在气缸安装调节座223上,夹料气缸227的伸缩端铰接在高速筒安装板228上,高速筒安装板228上固定有输送机组直线滑块229,旋转送料机安装主板225的下表面固定有输送机组直线导轨230,输送机组直线滑块229滑动连接在输送机组直线导轨230上,送料传动轴224的下端穿过高速筒231安装有输送机组皮带轮232,输送机组皮带轮232与双转向输出变速箱205的动力输出端传动连接,旋转角度感应探头226通过支架安装在旋转送料机安装主板225上,且旋转角度感应探头226位于竹片导向漏斗217入口端的旁侧,两个输送机组送料轮222之间形成有竹片输送机组204的输送间隙。
42.在上述可选的实施例中,需要说明的是,竹片输送机组204用于实现输送机组送料轮222的高速转动的同时,还能实现两个输送机组送料轮222之间的间隙的调整。
43.上述可选的实施例的有益效果为:通过上述实施例的竹片输送机组204结构,在高速转动的过程中实现了根据竹片的厚度进行调整两个输送机组送料轮222之间的间隙。
44.可选的,如图1至图6所示,在一些实施例中,双转向输出变速箱205包括双转向传动皮带233、双转向输出皮带轮234、双转向输出轴235、双转向变速箱侧板236、双转向变速箱面板237、双转向万向轴承238、双转向正转齿轮239、双转向反转齿轮240、双转向主动齿轮241、双转向变速箱底板242以及双转向输入皮带轮243;双转向变速箱面板237间隔设置在双转向变速箱底板242的上方且二者通过双转向变速箱侧板236连接,双转向正转齿轮
239、双转向反转齿轮240以及双转向主动齿轮241均设置在双转向变速箱面板237与双转向变速箱底板242之间,双转向正转齿轮239与双转向反转齿轮240啮合传动,双转向反转齿轮240与双转向主动齿轮241啮合传动,双转向主动齿轮241的转轴的下端安装有双转向输入皮带轮243,双转向正转齿轮239和双转向反转齿轮240的轴心处分别穿设有双转向输出轴235,双转向输出轴235的上端安装有双转向输出皮带轮234,双转向输出皮带轮234通过旋转送料传动皮带210与旋转送料皮带轮211传动连接,双转向输出皮带轮234通过双转向传动皮带233与输送机组皮带轮232传动连接;双转向输出轴235的两端均通过双转向万向轴承238转动连接在双转向变速箱面板237及双转向变速箱底板242上。
45.在上述可选的实施例中,需要说明的是,双转向输出变速箱205还可设置为其他形式。
46.上述可选的实施例的有益效果为:通过本实施例的双转向输出变速箱205具体结构,实现了动力的高效传输。
47.可选的,如图1至图6所示,在一些实施例中,推料气缸206的伸缩端的轴线与竹片旋转轴215的轴线相互平行。
48.可选的,如图1至图6所示,在一些实施例中,夹料气缸227的伸缩端的轴线与竹片旋转轴215的轴线相互垂直。
49.可选的,如图1至图6所示,在一些实施例中,竹片导向漏斗217内设置有梯台形空腔。
50.在上述可选的实施例中,需要说明的是,竹片导向漏斗217内还可设置为其他形状的空腔。
51.上述可选的实施例的有益效果为:通过将竹片导向漏斗217内设置为梯台形空腔,加工简单,取材方便。
52.虽然,上文中已经用一般性说明及具体实施例对本实用新型作了详尽的描述,但在本实用新型基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本实用新型精神的基础上所做的这些修改或改进,均属于本实用新型要求保护的范围。
53.本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。