一种提升sop型封装产品生产效率的塑封模具
技术领域
1.本实用新型涉及芯片封装技术领域,尤其涉及一种提升sop型封装产品生产效率的塑封模具。
背景技术:
2.现有的芯片封装技术主要包括以下几个步骤,首先制作引线框架,引线框架上阵列有多个引线框架单元,引线框架单元又包括基岛和引脚,引脚还包括内引脚和外引脚,一般由冲压模具完成;然后是装片工序,将芯片固定在引线框架单元的基岛上;再然后是键合工序,用键合夹具将引线框架固定,用金属线将芯片与引线框架单元的内引脚电连接;再然后是塑封工序,利用塑封模具将引线框架进行塑封,形成的塑封体包裹并保护引线框架、芯片和金属线;最后是切筋工序,利用切筋成型模具将整版的塑封产品冲切成单个的产品。
3.为了进一步提高封装的生产效率,本领域内技术人员不断增大引线框架的外形尺寸,这样可以阵列更多的引线框架单元,同时尽可能地提高引线框架单元的排列密度,这样才能在材料成本、生产效率及人工成本上占据市场优势,比如针对现有的sop8/7产品,引线框架的最大尺寸已达到100mm*300mm,这几乎已经是注塑模具能承受的极限,引线框架单元的排布密度达到15排*40列,每条引线框排布的产品数量达到了600pcs,塑封模具需要设置至少10条流道,每条流道上设有15个主浇口,每个主浇口各冲注左右两侧各两颗产品,由于主浇口需要保证一定的宽度,所以引线框架上对应位置也需要留出充足的空间,所述引线框架上的引线框架单元无法进一步增加密度,现有的排布密度也几乎已经发展到了极限,各个生产厂家都逐渐应用到了实际生产中,生产效率趋于相同。只有不断进一步提高产品质量和生产效率,才能在激烈的市场竞争中找到突破口。
技术实现要素:
4.本实用新型的目的在于提供一种提升sop型封装产品生产效率的塑封模具,使生产效率在现有技术的基础上获得进一步的提升。
5.本实用新型是这样实现的:一种提升sop型封装产品生产效率的塑封模具,用于对100mm*300mm大尺寸且内部的引线框架单元采用48*16阵列排布、且每4列引线框架单元为一组、组与组之间具有间距的引线框架进行塑封,所述塑封模具包括上模腔、下模腔和6条注塑流道,每条注塑流道上设有16个主浇口,每个主浇口用于冲注左右两侧各4个产品。
6.其中,所述塑封模具上下模均在引线框架单元的外侧引脚位置处设置顶针,在脱模时,用于顶住引线框架单元的外侧引脚,以提供辅助脱模力。
7.其中,所述塑封模具的压合镶条的压合宽度为0.13mm。
8.其中,所述塑封模具上模腔和下模腔的脱模角度均为17度,且上模腔和下模腔内侧面为光面。
9.其中,所述sop型封装产品为sop8或sop7型封装产品。
10.本实用新型的有益效果为:所述提升sop型封装产品生产效率的塑封模具需要与
特定的引线框架相配合,采用100mm*300mm大尺寸的引线框架,但是引线框架单元的排布密度更高(引线框架单元的自身尺寸并未做改变),采用48*16的阵列排布方式,并且每4列引线框架单元为一组,组与组之间具有间距(该间距主要用于塑封模具流道布置预留的空间),一次可以成型768pcs产品,相比原来的600pcs,生产效率提高了28%;塑封模具包括6条注塑流道,每条注塑流道上设有16个主浇口,每个主浇口用于冲注左右两侧各4个产品,大幅减少了流道的设计数量,引线框架上为流道预留的空间在宽度上也得到了缩减,从而可以进一步增加引线框架单元的布置密度,单位面积上产品为目前业界最高密度,提高了设备生产效率,同时提高了塑封料和引线框架的材料利用率,降低了材料成本;由于降低了单个产品的封装成本,从而提升了企业产品竞争力。
附图说明
11.图1是本实用新型所述塑封模具要生产的sop8型封装产品的俯视图;
12.图2是本实用新型所述塑封模具要生产的sop8型封装产品的侧视图;
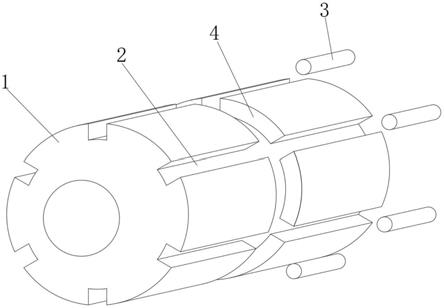
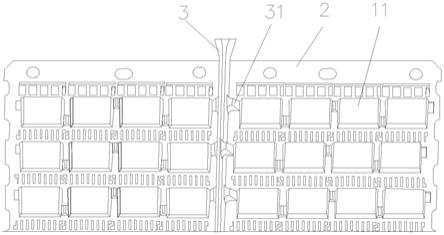
13.图3是本实用新型所述塑封模具需要配合的引线框架的结构示意图;
14.图4是本实用新型所述塑封模具需要配合的引线框架前8列的结构示意图;
15.图5是本实用新型所述引线框架单元的结构示意图;
16.图6是图5中a-a向剖面图;
17.图7是本实用新型所述塑封模具的压合镶条与引线框架的配合关系示意图;
18.图8是本实用新型所述引线框架装片的送料底轨的断面示意图;
19.图9是本实用新型所述键合夹具的上压板与引线框架的配合关系示意图;
20.图10是本实用新型所述键合夹具的上压板的半剖示意图;
21.图11是本实用新型所述键合夹具的加热块的俯视图;
22.图12是本实用新型所述键合夹具的加热块上凸台与引线框架的配合关系示意图;
23.图13是本实用新型所述塑封模具的顶针分布与引线框架的局部配合关系示意图;
24.图14是本实用新型所述塑封模具的流道结构局部示意图。
25.1、产品;11、塑封体;12、引脚;2、引线框架;21、引线框架单元;211、基岛;212、内引脚;213、锁胶圆孔;214、“v”沟;215、“u”形凹槽;3、注塑流道;31、主浇口;32、顶针;4、压合镶条;5、送料底轨;51、凹槽;52、倒角;6、上压板;61、连筋;7、加热块;71、上凸台;72、斜面。
具体实施方式
26.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
27.本实用新型公开了一种提升sop型封装产品生产效率的生产方法,同时公开了一种提升sop型封装产品生产效率的塑封模具,如图1至图14所示,生产方法包括以下步骤:
28.s1:制作引线框架2,采用100mm*300mm大尺寸的引线框架2,引线框架2内的引线框架单元21采用48*16的阵列排布方式,并且每4列引线框架单元21为一组,组与组之间具有间距;
29.s2:装片,将芯片固定在引线框架上;
30.s3:键合,用键合夹具将引线框架固定,用金属线将芯片与引线框架单元21的引脚电连接;
31.s4:塑封,利用塑封模具将引线框架进行塑封,塑封模具包括6条注塑流道3,每条注塑流道3上设有16个主浇口31,每个主浇口31用于冲注左右两侧各4个产品1;
32.s5:切筋,利用切筋成型模具将整版的塑封产品冲切成单个的产品。
33.在本实用新型中,所述sop型封装产品可以为sop8或sop7型封装产品。
34.所述提升sop型封装产品生产效率的塑封模具需要与特定的引线框架相配合,采用100mm*300mm大尺寸的引线框架2,但是引线框架单元21的排布密度更高(引线框架单元的自身尺寸并未做改变),采用48*16的阵列排布方式,并且每4列引线框架单元21为一组,组与组之间具有间距(该间距主要用于塑封模具流道布置预留的空间),一次可以成型768pcs产品,相比原来的600pcs,生产效率提高了28%;塑封模具包括6条注塑流道3,每条注塑流道3上设有16个主浇口31,每个主浇口31用于冲注左右两侧各4个产品1,大幅减少了流道的设计数量,引线框架2上为流道预留的空间在宽度上也得到了缩减,从而可以进一步增加引线框架单元21的布置密度,单位面积上产品为目前业界最高密度,提高了设备生产效率,同时提高了塑封料和引线框架的材料利用率,降低了材料成本;由于降低了单个产品的封装成本,从而提升了企业产品竞争力。
35.在本实施例中,如图13所示,所述塑封模具上下模均在引线框架单元的外侧引脚位置处设置顶针32,在脱模时,用于顶住引线框架单元21的外侧引脚,以提供辅助脱模力。
36.在本实施例中,如图7所示,所述塑封模具的压合镶条4的压合宽度为0.13mm。现有技术中塑封模具的压合镶条的压合宽度都是0.2mm,本实用新型打破常规,调整压合镶条4的压合宽度为0.13mm以降低产品和引线框架对于塑封系统压力的需求,使设备在不影响寿命的情况下发挥出了最大效能,设备生产效率提升了约30%。
37.在本实施例中,所述塑封模具上模腔和下模腔的脱模角度均为17度,且上模腔和下模腔内侧面为光面。可以改善产品注塑成型时与上下模腔的分离,避免产品拉裂和分层发生,提升产品的可靠性。
38.在本实施例中,所述制作引线框架的冲压模具有二套,并采用分步冲压的方式加工,第一套冲压模具用于加工奇数列引线框架单元(1、3、5、7
……
列),第二套冲压模具用于加工偶数列引线框架单元(2、4、6、8
……
列)。用于解决产品密度大,模具刀具不易排布以及加工中引线框架变形的难题,引线框架材料利用率相比现行最高15排的引线框架提升了约28%。
39.在本实施例中,同一列产品相邻上下两颗产品的引线框架单元的引脚采用idf设计形成交叉结构。可以在一定程度上增加引线框架的强度,不至于因为太软而产生变形;同时也可以排布更多的引线框架单元,可设置16排x48列,提高引线框架的材料利用率。
40.在本实施例中,如图5和图6所示,所述引线框架单元21的内引脚212上设计有锁胶圆孔213,在加工时可以减轻引线框架在成型时冲压刀具对外引脚的冲压及冲切力,还有利于增加与塑封料的结合强度,且内引脚212上下表面靠近塑封体边缘设计有“v”沟结构214,用于增加与塑封料的结合力,以及防止因冲切拉扯导致的分层发生;所述引线框架单元基岛211的四周设计有“u”形凹槽结构215,用于增加基岛与塑封料的结合力,提升产品的可靠性。
41.在本实施例中,在步骤s5中,切筋成型模具采用隔步进料方案,在切筋成型模具上设计预就位工位,隔步进料方案的加工动作是:第一步第1和第3列切连杆;第二步第2和第4列切连杆;第三步第5和第7列切连杆、第2和第4列预成型、第1和第3列引脚成型;第四步第6和第8列切连杆、第5和第7列预成型、第2和第4列引脚成型、第1和第3列引脚切断;第五步第9和第11列切连杆、第6和第8列预成型、第5和第7列引脚成型、第2和第4列引脚切断、第1和第3列分离,依此顺序,直至所有16列的产品全部分离。采用隔步进料方案,通过在切筋成型模具上设计预就位工位,有效地解决了因产品密度大导致的步进以及切筋成型模具设计上的难题,同时设备效率提升了113%,人工成本节约了约50%。
42.在本实施例中,在步骤s3中,如图9和图10所示,键合夹具的上压板6上增加了连筋61,所述连筋61用于压紧每个引线框架单元21的四边,并露出每个引线框架单元21的中间待焊线作业部分(现有技术中上压板只压住了引线框架待作业部分的四边,中间未设置连筋),连筋61配合上压板6周边,可以将每个引线框架单元21的四边都压紧,并且应尽量加大连筋的宽度,可预防和降低压合不良。如图11和图12所示,键合夹具的加热块7上凸台71的上端四周设有斜面72,并适当增加上凸台的高度,可降低和预防压合不良。
43.在本实施例中,在步骤s2中,装片工序中,装片的送料底轨凹槽上边缘增加了倒角设计,防止引线框架在输送过程中变形的难题。
44.上述实施例从引线框架设计、装片工序、键合工序、塑封工序到切筋工序都进行了相应的改进,通过这五方面的创新设计,设计方案极具创新性,突破了现有技术的瓶颈,并为预期的风险提供了解决方案,保障了引线框架的稳定批量生产,以及利用该引线框架进行sop8/7封装的稳定批量生产。
45.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。