1.本实用新型涉及盖用层叠材料。该盖用层叠材料用来制作用于将填充有内容物的容器热封合的盖。作为内容物,例如可举出经口摄取的制品,可以例示出液态或者固体状的食品或药品(以下,称为内容物时是同样含义)。
2.本实用新型另外还涉及由上述盖用层叠材料形成的盖、和将上述填充有内容物的容器用该盖热封合而成的包装体。
3.本说明书中,所谓“铝”是指“纯铝”或“铝合金”。
4.另外,本说明书中,所谓“外侧”,是指本实用新型的盖用层叠材料及由该盖用层叠材料形成的盖的上表面侧的方向,该方向相当于图7中的上箭头d1的方向。另外,所谓“内侧”,是该盖用层叠材料及该盖的下表面侧,也是面向容器的开口周缘部的一侧,相当于图7中的下箭头d2的方向。
背景技术:
5.以往,作为在容器中填充内容物,并用由阻气性的盖用层叠材料形成的盖进行热封合的手段,使用电阻加热式的热敏头。另外,盖用层叠材料例如为在厚度中间夹设有作为阻隔层的金属箔(铝箔等)、并且在最内表面配设有由热塑性膜形成的热封层的复合基材的情况下,可以利用可高速
·
高温加热的高频感应加热密封装置进行热封合(参照专利文献1)。
6.将阻气性的盖以覆盖填充有内容物的容器的开口的方式盖在该开口的周缘部后,在高频感应加热密封装置中,通过在交流下产生高频磁通,从而进行利用高频感应加热的密封。此时,通过穿过形成盖的阻隔层的金属箔的磁通,在该金属箔的表面产生焦耳热,利用该热使金属箔内侧的热封层熔融,将容器的开口周缘部与盖热熔接。其结果,得到内容物被密封的包装体。
7.现有技术文献
8.专利文献
9.专利文献1:日本特开平9-77006号公报
技术实现要素:
10.实用新型所要解决的课题
11.然而,对于利用高频感应加热密封得到的包装体而言,在以包装多个的状态进行长距离运输时,有可能在盖的形成阻隔层的金属箔上产生细小的裂纹、破裂等。本技术人推测其理由如下。即,处于上述包装状态的包装体在运输中受到长时间的振动,特别是在左右摇晃时,包装体彼此碰撞或压迫。此时,各包装体的内压增减,盖反复膨胀和收缩。并且,认为对盖持续施加这样的反复应力,随着在形成阻隔层的金属箔上蓄积周期性的变形疲劳,盖的形成阻隔层的金属箔发生循环疲劳,结果在金属箔上产生细小的裂纹、破裂等。
12.鉴于上述问题,本实用新型主要的课题在于提供盖用层叠材料,其为适于高频感
应加热密封、在厚度中间具有由金属箔形成的阻隔层的盖用层叠材料,所述盖用层叠材料具有即使经历上述循环疲劳,在该金属箔上也不产生细小的裂纹、破裂等的性能(以下,有时称为耐内压开裂性)。另外,本实用新型的另一课题在于提供由该盖用层叠材料形成的盖以及以该盖作为要素的包装体。
13.用于解决课题的手段
14.为了解决上述课题,本技术的发明人发现,作为这样的盖用层叠材料,由赋形有压花图案的热熔接性树脂膜构成形成最内表面的热封层,则耐内压开裂性优异。即,本实用新型涉及以下的盖用层叠材料、及由该盖用层叠材料形成的盖、以及将该盖作为要素的包装体。
15.1)盖用层叠材料,其为以覆盖填充有内容物的容器的开口的方式热熔接于所述容器的开口周缘部的盖用层叠材料,其中,所述盖用层叠材料从外侧起依次具有:保护树脂层、由金属箔形成的阻隔层、锚固涂层、粘接层和热封层,热封层由热熔接性树脂膜形成,并且,在热封层的最内表面的整体范围形成有由多个独立的凸部形成的压花图案。
16.2)在1)所述的盖用层叠材料中,其中,凸部的顶部平坦。
17.3)在1)所述的盖用层叠材料中,其中,凸部的高度比压花加工前的热封层的厚度大,并且,比压花加工前的粘接层及热封层的合计厚度小。
18.4)在1)所述的盖用层叠材料中,其中,在保护树脂层和阻隔层之间夹设有印刷油墨层及/或锚固涂层。
19.5)在1)所述的盖用层叠材料中,其中,形成阻隔层的金属箔断裂时的拉伸强度为20~200mpa,并且断裂时的总伸长率为5~50%。
20.6)在1)所述的盖用层叠材料中,其中,热封层由热熔接层和基材层构成,所述热熔接层由热熔接性树脂膜形成,所述基材层配置在所述热熔接层的上表面,由合成树脂形成。
21.7)在1)所述的盖用层叠材料中,其中,形成热封层的热熔接性树脂膜的熔体流动速率为2~15g/10分钟。
22.8)在1)所述的盖用层叠材料中,其中,形成热封层的热熔接性树脂膜的纵向(md)上的拉伸断裂强度和横向(td)上的拉伸断裂强度均为40~100mpa。
23.9)在1)所述的盖用层叠材料中,其中,在160℃、0.2mpa及1秒钟的条件下,使所述热封层热熔接于由与形成该热封层的热熔接性树脂膜相同的热熔接性树脂膜形成的厚度为0.3mm的片材,然后,在根据jis k6854-3的t字剥离试验中,使所述盖用层叠材料和所述片材在拉伸速度为300mm/分钟的条件下相互剥离时的强度为5~15n/15mm。
24.10)在1)所述的盖用层叠材料中,其中,在保护树脂层的最外表面上附着有润滑剂,并且,保护树脂层和热封层均不含润滑剂。
25.11)在1)所述的盖用层叠材料中,其中,保护树脂层包含具有在所述保护树脂层的最外表面上渗出而形成析出相的性质的润滑剂,并且,热封层不含润滑剂。
26.12)在1)所述的盖用层叠材料中,其中,保护树脂层包含具有在所述保护树脂层的最外表面上渗出而形成析出相的性质的润滑剂,并且,热封层包含具有在所述热封层的最内表面上渗出而形成析出相的性质的润滑剂。
27.13)在1)所述的盖用层叠材料中,其中,保护树脂层不含润滑剂,并且,热封层包含具有在所述热封层的最内表面上渗出而形成析出相的性质的润滑剂。
28.14)盖,其特征在于,其由1)~13)中任一项所述的盖用层叠材料形成。
29.15)包装体,其中,将14)所述的盖以覆盖填充有内容物的容器的开口的方式盖在所述容器的开口周缘部上,利用高频感应加热进行热熔接,由此得到所述包装体。
30.16)包装体,其为15)所述的包装体,其中,根据jis k6854-3中规定的t字剥离试验方法,在拉伸速度为300mm/分钟的条件下,将所述包装体的盖从所述包装体的容器的开口周缘部剥离时的强度为5~15n/15mm。
31.实用新型的效果
32.1)所述的盖用层叠材料的特征在于:形成最内表面的热封层由热熔接性树脂膜构成。因此,该盖用层叠材料及由其形成的盖的耐内压开裂性是良好的。具体而言,对于用由1)所述的盖用层叠材料形成的盖将填充有内容物的容器利用高频感应加热密封来进行热封合而成的包装体而言,以包装多个的状态进行长距离运输期间,即使伴随着收容空间的内压的增减而盖反复进行平面变形,在盖的形成阻隔层的金属箔上也不会产生伴随着变形疲劳的细小的裂纹、破裂等。
33.另外,对于由1)的盖用层叠材料形成的盖而言,即使在热熔接于容器的开口周缘部的状态下遭受上述的反复的平面变形,也不会从开口周缘部剥落或产生密封后退(以下,有时称为将这样的性质称为耐内压密封性)。
34.另外,1)所述的盖用层叠材料的特征还在于:在热封层的最内表面的整体范围形成有由多个独立的凸部形成的压花图案。而且,根据该特征,该盖用层叠材料及由其形成的盖的耐内压开裂性及耐内压密封性也变得良好。作为其理由,认为有下。即,在使由1)的盖用层叠材料形成的盖热熔接于容器的开口周缘部时,可以使容器内的气体通过由压花图案的间隔形成的间隙向容器的外部排出,由此可以预先防止热封合时的盖的膨胀。换言之,由于可以进行这样的所谓放气,对于包装体而言,可以使盖保持平坦。因此,对于该包装体而言,不会损害盖的外观,在内容物为例如乳酸菌饮料等发酵食品的情况下,也可以防止伴随内压上升而来的盖破裂,也可以防止所谓的密封后退。
35.2)所述的盖用层叠材料的特征在于:1)所述的盖用层叠材料中,使构成压花图案的凸部的顶部平坦。因此,使由该盖用层叠材料形成的盖热熔接于容器的开口周缘部时,密封精度及密封强度变得良好。
36.3)所述的盖用层叠材料的特征在于:1)所述的盖用层叠材料中,构成压花图案的凸部的高度限定在规定范围。因此,如果使用由该盖用层叠材料形成的盖,则能更可靠地进行热封时的容器内部的排气。
37.4)所述的盖用层叠材料的特征在于:1)所述的盖用层叠材料中,保护树脂层和阻隔层之间夹设有印刷油墨层及/或锚固涂层,例如通过夹设印刷油墨层,4)所述的盖用层叠材料及由其形成的盖显示内容物的信息、外观设计。另外,如果出于提高印刷油墨层与阻隔层的密合而在印刷油墨层内侧设置锚固涂层,则可以防止印刷油墨层的掉落、脱落、偏移等。另一方面,也可以不设置印刷油墨层,而仅设置锚固涂层。此时,由于可以提高保护树脂层与阻隔层的密合力,即使某种物体等接触保护树脂层的最外表面而施加外力,也可以防止保护树脂层的剥落、脱落,可以防止两层间的脱层等。
38.5)所述的盖用层叠材料的特征在于:1)所述的盖用层叠材料中,形成阻隔层的金属箔断裂时的拉伸强度和断裂时的总伸长率分别限定在规定范围。因此,对于外部应力更
具柔性,可以防止破裂。
39.6)所述的盖用层叠材料的特征在于:1)所述的盖用层叠材料中,从外侧起用由合成树脂形成的基材层、和由热熔接性树脂膜形成的热封层构成热封层。因此,例如可以提高由6)所述的盖用层叠材料形成的盖与容器的密封强度,或者可以提高盖自身的强度、缓冲性。另外,6)所述的盖用层叠材料及由其形成的盖的耐内压密封性和耐内压开裂性也是良好的。
40.7)所述的盖用层叠材料的特征在于:1)所述的盖用层叠材料中,形成热封层的热熔接性树脂膜的熔体流动速率限定在规定范围。因此,如果使用由该盖用层叠材料形成的盖,则在高频感应加热密封中,可以将填充有内容物的容器在短时间内更可靠地热封合。另外,由于7)所述的盖用层叠材料及由其形成的盖的耐内压密封性和耐内压开裂性更好,更加不会产生密封后退、热熔接部的剥落、金属箔的开裂
·
破裂等。
41.8)所述的盖用层叠材料的特征在于:1)所述的盖用层叠材料中,热封层的纵向(md:machine direction,加工方向)上的拉伸断裂强度和横向(td:transverse direction,横向)上的拉伸断裂强度均限定在一定范围。因此,该盖用层叠材料的整体强度提高。另外,该盖用层叠材料的耐内压密封性和耐内压开裂性更好,更加不会产生密封后退、热熔接部的剥落、金属箔的开裂
·
破裂等。另外,8)所述的盖用层叠材料及由其形成的盖的撕裂强度也充分,耐吸管刺穿性也良好。若耐吸管刺穿性良好,则例如将吸管刺穿该盖用层叠材料及由其形成的盖时的阻力变小,吸管不会弯曲或折断。
42.9)所述的盖用层叠材料的特征在于:在1)所述的盖用层叠材料中,在规定条件下热熔接于规定的片材(被粘体)之后,在规定条件下剥离时的强度限定在规定范围。因此,利用由该盖用层叠材料形成的盖进行热封合而成的包装体在运输时不会产生意外的开封、盖的剥落、密封后退等。另外,在开封时盖的剥离变得容易。
43.10)所述的盖用层叠材料的特征在于:1)所述的盖用层叠材料的保护树脂层的最外表面上附着有润滑剂。而且,通过该润滑剂,使得该最外表面的动摩擦系数变小,发挥良好的外部润滑性。
44.11)所述的盖用层叠材料的特征在于:1)所述的盖用层叠材料的保护树脂层包含润滑剂。该润滑剂在保护树脂层的最外表面上渗出而形成析出相。而且,通过该析出相,使得该最外表面的动摩擦系数变小,发挥良好的外部润滑性。
45.12)所述的盖用层叠材料的特征在于:1)所述的盖用层叠材料的保护树脂层和热封层这两者包含润滑剂,保护树脂层中包含的润滑剂在保护树脂层的最外表面上渗出而形成析出相。另一方面,在将12)所述的盖用层叠材料卷绕而制成卷材时,热封层中包含的润滑剂在该热封层的最内表面上渗出而形成析出相。而且,该析出相的一部分转印到密合于该热封层内侧的保护树脂层的最外表面上。因此,12)所述的盖用层叠材料在其最外表面上共存有来自保护树脂层的润滑剂和来自热封层的润滑剂。而且,通过这些润滑剂,使得该最外表面的动摩擦系数变小,发挥良好的外部润滑性。
46.13)所述的盖用层叠材料的特征在于:1)所述的盖用层叠材料的热封层包含润滑剂。在将13)所述的盖用层叠材料卷绕而制成卷材时,该润滑剂在该热封层的最内表面上渗出而形成析出相。而且,该析出相的一部分转印到密合于该热封层内侧的保护树脂层的最外表面上。因此,13)的盖用层叠材料在其最外表面上存在来自热封层的润滑剂。而且,通过
该润滑剂,使得该最外表面的动摩擦系数变小,发挥良好的外部润滑性。
47.如上所述,对于由10)~13)中任一项所述的盖用层叠材料形成的14)的盖而言,即使在所述盖的最外表面上施加某种外力,例如通过与其他物体的接触而施加冲击、或产生强摩擦,这些力在水平方向上被释放。因此,可以防止该保护树脂层的脱落、剥落。另外,在该保护树脂层的内侧配置有印刷油墨层的情况下,可以防止保护树脂层的印刷油墨层的脱落、擦蹭、剥落、掉落等。
48.15)所述的包装体是将填充有内容物的容器用14)所述的盖、利用高频感应加热密封而热封合所得的物品。对于该包装体而言,形成包装体的盖的最内层的热封层由热熔接性树脂膜构成,并且在该热熔接性树脂膜的最内表面形成有规定的压花图案,因而耐内压开裂性和耐内压密封性是良好的。因此,即使在该包装体的盖上周期性地施加外部应力,该盖反复变形,也不会产生热熔接部的密封后退、剥落。另外,伴随着该包装体的内压的增减,即使盖反复变形,在形成该盖的金属箔上也不会产生开裂、破裂等。
49.对于16)所述的包装体而言,在15)所述的包装体中,在规定条件下将盖用层叠材料从容器的开口周缘部剥离时的强度限定在规定范围,因而在运输时不会产生意外的开封。另外,在开封时可以容易地剥离盖。
附图说明
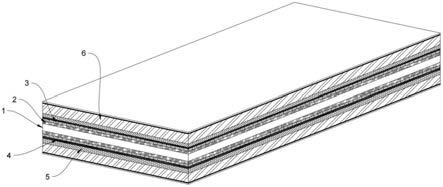
50.图1为本实用新型的盖用层叠材料的垂直剖视图。
51.图2为本实用新型的盖用层叠材料的垂直剖视图。
52.图3为本实用新型的盖用层叠材料的压花图案的立体图。
53.图4为本实用新型的盖用层叠材料的压花图案的俯视图。
54.图5为本实用新型的盖的立体图。
55.图6为本实用新型的包装体的剖视图。
56.图7为示出本实用新型的包装体的耐内压开裂性的评价装置的示意图。
57.附图标记说明
58.1 盖用层叠材料
59.11 保护树脂层
60.12 印刷油墨层
61.13 锚固涂层
62.14 阻隔层
63.15 锚固涂层
64.16 粘接层
65.17 热封层
66.17a 基材层
67.17b 热封层
68.18 压花图案
69.18a 凸部
70.18b 间隔
71.18c 底面
72.2 盖
73.2a 主体部
74.2b 裙部
75.3 容器
76.31 开口周缘部
77.c 内容物
78.4 包装体
79.5 耐内压开裂性评价装置
80.51 收容部
81.52 侧壁部
82.53 抵接构件
83.d1 盖2向外侧变形的方向
84.d2 盖2向内侧变形的方向
具体实施方式
85.以下,通过图1~7详细说明本实用新型的盖用层叠材料、盖及包装体。然而,并非利用这些附图限定本实用新型的保护范围。
86.图1的(a)(b)(c)均为示出本实用新型的盖用层叠材料1的垂直剖面的示意图。
87.图1的(a)的盖用层叠材料1为从外侧起依次将保护树脂层11、印刷油墨层12、锚固涂层13、阻隔层14、锚固涂层15、粘接层16、及热封层17层叠而成的复合材料。需要说明的是,可以省略印刷油墨层12和锚固涂层13中的任一者或两者。
88.图1的(b)的盖用层叠材料1为从外侧起依次将保护树脂层11、阻隔层14、锚固涂层15、粘接层16、及热封层17层叠而成的复合材料,可以省略印刷油墨层12和锚固涂层13两者。
89.图1的(c)的盖用层叠材料1为与图1的(b)所述的盖用层叠材料1同样,从外侧起依次将保护树脂层11、阻隔层14、锚固涂层15、粘接层16、及热封层17层叠而成的复合材料。热封层17由独立的两层形成,外侧的层构成基材层17a,在基材层下表面上层叠有热封层17b。
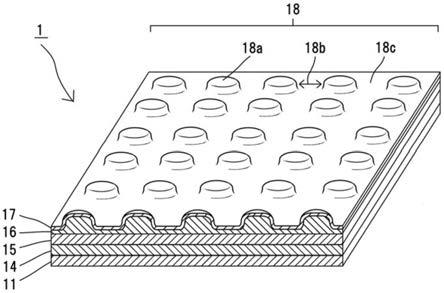
90.图1的(a)(b)(c)的盖用层叠材料1均在热封层17的最内表面上形成有压花图案18。
91.压花图案18由多个独立的凸部18a、凸部18a彼此的间隔18b、和底面18c构成,在由底面18c形成的连续相上岛状地存在凸部18a。
92.图2的(a)(b)(c)的盖用层叠材料1均为针对图1的(b)的盖用层叠材料1、使压花图案18变形的例子。详细情况在后叙述。
93.图3为图2的(c)的盖用层叠材料1的立体图。其压花图案18通过在平坦的底面18c上以相等的间隔18b规则地排列多个圆柱状的凸部18a而构成。
94.图4为压花图案18的图案的示例。详细情况在后叙述。
95.图5为本实用新型的盖2的立体图。该盖2为帽状,由大致水平的圆形状的主体部2a、和从主体部2a的周缘呈垂下状延伸的裙部2b构成。
96.图6的(a)(b)为本实用新型的包装体4的剖视图。包装体4为利用高频感应加热密
封手段用盖2将填充有内容物c的容器3进行热封合而成的物品。
97.图6的(a)的包装体4的盖2为呈图5所示的帽状形态,容器3的开口周缘部21构成大致立起状的轮缘(rim)。
98.图6的(b)的包装体4的盖2为平坦的单片状的形态,填充有内容物c的容器3的开口周缘部31为大致水平状,成为具有一定宽度的凸缘。
99.图7为包装体4的耐内压开裂性的评价装置的示意图。详细情况在后叙述。
100.《盖用层叠材料1》
101.保护树脂层11为构成盖用层叠材料1的最外表面、并且提高其强度、耐久性、耐候性、耐化学品性等的层,可以由各种已知的外涂剂及/或合成树脂膜构成。
102.作为外涂剂,可举出使作为外涂剂可利用的各种已知的粘合剂树脂溶解于溶剂中而成的组合物,也可以含有固化剂。作为粘合剂树脂,例如,可举出硝化棉(硝基纤维素)、虫胶树脂、环氧树脂、聚氨酯树脂、氯化聚烯烃树脂、丙烯酸树脂及氯乙烯-乙酸乙烯酯共聚物等。作为溶剂,可举出各种已知的有机溶剂,可以将甲苯、二甲苯、丙酮、甲乙酮、乙酸乙酯、乙酸丁酯、甲醇、乙醇及异丙醇等作为示例。作为固化剂,可举出三聚氰胺系固化剂、环氧系固化剂及环氧三聚氰胺系固化剂等。
103.作为形成合成树脂膜的合成树脂,例如可举出聚对苯二甲酸乙二醇酯、聚萘二甲酸乙二醇酯及聚对苯二甲酸丁二醇酯等聚酯、聚酰胺、以及拉伸聚丙烯等聚烯烃,可以组合两种以上同种或不同种的膜。作为合成树脂的膜化手段,例如可举出(共)挤出成型法(吹塑、t模等)、拉伸法、层压法等。
104.外涂剂与合成树脂膜也可以组合。此时,优选在合成树脂膜的外侧应用外涂剂,由外涂层构成保护树脂层11的最外表面。
105.保护树脂层11的整体的厚度没有特别限制,如果考虑盖用层叠材料1及盖2的强度、耐候性等与高频感应加热密封的精度等的平衡,通常为1~25μm。
106.印刷油墨层12为夹设在保护树脂层11和后述的锚固涂层13或阻隔层14之间的任意的层,形成文字、图形、记号,对盖用层叠材料1及由其形成的盖2赋予包装体4的内容物c的信息、外观设计。
107.印刷油墨层12由各种已知的印刷油墨构成。
108.作为印刷油墨,可以利用将着色材料以各种已知的手段分散在由粘合剂树脂及溶剂形成的各种已知的媒介物中而成的组合物,也可以并用固化剂。
109.作为粘合剂树脂,例如可举出硝化棉(硝基纤维素)、虫胶树脂、环氧树脂、聚氨酯树脂、氯化聚烯烃树脂、聚酰胺树脂、丙烯酸树脂及氯乙烯-乙酸乙烯酯共聚物等不利用活性能量射线固化的类型的粘合剂树脂。另外,作为活性能量射线固化型的粘合剂树脂,可以使用各种已知的二(甲基)丙烯酸酯、三(甲基)丙烯酸酯及四(甲基)丙烯酸酯、以及在分子内具有5~6个(甲基)丙烯酰基的(甲基)丙烯酸酯等聚(甲基)丙烯酸酯类。聚(甲基)丙烯酸酯类中,包含各种已知的氨基甲酸酯(甲基)丙烯酸酯、环氧(甲基)丙烯酸酯及聚酯(甲基)丙烯酸酯等改性聚(甲基)丙烯酸酯。活性能量射线固化型粘合剂树脂中,作为光聚合引发剂,可以组合二苯甲酮系引发剂、苯乙酮系引发剂、苯偶姻系引发剂等。作为溶剂,例如可以使用甲苯、二甲苯、丙酮、甲乙酮、乙酸乙酯、乙酸丁酯、甲醇、乙醇及异丙醇等有机溶剂。作为固化剂,例如可以包含多官能异氰酸酯、多官能环氧化合物、多官能噁唑啉化合物、酮亚
胺化合物、三聚氰胺化合物等。粘合剂树脂为活性能量射线固化型树脂的情况下,可以使用各种已知的(甲基)丙烯酸酯作为反应性稀释剂。
110.作为着色材料,可举出颜料及/或染料。作为颜料,可以例示出二氧化钛、锌白、光泽白、珠光体、碳酸钡、碳酸钙、沉降二氧化硅、氧化铝、滑石、矾土白、云母、合成硅酸钙、碳酸镁、碳酸钡、炭黑、磁铁矿及铁丹等有机系或者无机系的颜料。作为染料,可以例示出蒽醌系染料、偶氮系染料及喹啉系染料等。印刷油墨中的着色材料的含量没有特别限定,通常为0.5~40重量%,但从确保印刷油墨层12的强度、抑制其内部脱落、内部剥离的观点出发,优选为2~15重量%。着色材料的大小没有特别限定,在为颜料的情况下,平均一次粒径通常为0.1~5μm,优选为0.5~3μm。
111.印刷油墨中,作为其他添加剂,可以适量含有例如各种已知的硅烷偶联剂、固化剂、抗静电剂等。
112.印刷油墨层12也可以为如图1的(a)所示的全面涂那样的连续的层,虽然省略图示,但也可以是点状或网状等间断的层。作为印刷手段,可以采用凹版印刷、胶版印刷、柔版印刷等已知的方法。
113.印刷油墨层12可以是单色印刷,也可以是多色印刷。另外,可以是单层印刷,也可以是两层以上的多层印刷。
114.印刷油墨层12整体的厚度没有特别限定,通常,每一层为0.5~2μm。
115.锚固涂层13为根据需要在阻隔层14的外表面侧的表面上形成的任意的层。通过将该层夹设在保护树脂层11及/或印刷油墨层12、与阻隔层14之间,可以提高层间粘接性,防止分层。
116.锚固涂层13用各种已知的锚固剂形成。作为锚固剂的主剂,例如可举出硝化棉(硝基纤维素)、虫胶树脂、环氧树脂、氯化聚烯烃树脂、聚酰胺树脂、丙烯酸树脂、氯乙烯-乙酸乙烯酯共聚物、聚脲氨酯树脂、聚酯树脂、脲醛树脂、弹性体树脂、及聚氨酯树脂等,可以并用上述的有机溶剂、固化剂。作为以聚氨酯树脂为基础的锚固剂,优选二液固化型聚醚-聚氨酯树脂系粘接剂及/或二液固化型聚酯-聚氨酯树脂系粘接剂。作为用于该锚固剂固化剂,例如可举出多官能异氰酸酯、多官能环氧化合物、多官能噁唑啉化合物、酮亚胺化合物等。
117.如果选择由与形成保护树脂层11的树脂及/或形成上述印刷油墨的粘合剂树脂相同或同种的树脂形成的物质作为锚固剂,则与锚固涂层13、保护树脂层11及/或印刷油墨层12的密合性变得更好,可以防止这些层间的分层、印刷油墨层12的掉落、脱落及擦蹭等。
118.锚固涂层13的厚度没有特别限定,通常为0.5~5μm。
119.阻隔层14为用于使盖2热熔接于填充有内容物c的容器3的开口周缘部31的发热部,阻隔层14由金属箔构成。在将盖2载置于开口周缘部31的状态下在加压下进行高频感应加热时,该金属箔发热。而且,该焦耳热从阻隔层14下表面传导至热封层17,形成该热封层17的热熔接性树脂膜熔融,使盖2下表面与开口部31的上表面热熔接。热封合后的盖2保护填充于包装体4的内容物c免受气体、水蒸气、光等影响。
120.作为金属箔,例如可举出铝箔、铁箔、不锈钢箔、铜箔及镍箔等。其中,如果考虑到阻隔功能、成型性及成本等,铝箔是适合的。作为铝箔,可举出纯铝箔或铝合金箔,如果考虑高频感应加热密封时的发热效率,优选纯铝箔、或含有0.5~2质量%的铁的铝合金箔。作为
该纯铝箔,特别优选纯度为99.0质量%以上的纯铝箔。另外,作为该铝合金箔,优选al-fe系铝合金箔,特别地,对于含有0.7~1.3质量%的fe及0.05~0.3质量%的si且余量为al及不可避免的杂质的物质、含有1.2~1.7质量%的fe及0.15质量%以下的si且余量为al及不可避免的杂质的物质而言,从盖2的成型性的观点考虑是更优选的。另外,铝箔可以是软质材料(o材料)及硬质材料(h18材料)中的任一者即可。其中,从成型性的观点考虑,优选是由jis h4160所规定的1000系铝箔的o材料、8000系铝箔的o材料。具体而言,a1n30h-o、a8021h-o及a8079h-o是适合的。
121.金属箔的物性没有特别限定,例如断裂时的拉伸强度为20~200mpa并且断裂时的总伸长率为5~50%时,盖用层叠材料1及盖2变得难以破裂,形成阻隔层14的金属箔也不产生破裂。拉伸强度和总伸长率均为基于由jis z2241所规定的金属材料拉伸试验方法的测定值。
122.金属箔在25℃时的体积电阻率和在100℃时的体积电阻率均为1~5μω
·
cm时,高频感应加热密封时的发热性变得良好,包装体4的密封精度提高。
123.金属箔可以在其任一面或两面上、利用各种已知的化学转化处理液形成易粘接层。作为化学转化处理液,例如可举出包含磷酸、铬系化合物、氟系化合物及/或粘合剂树脂的水-醇溶液。可以分别例示:作为铬系化合物的铬酸及/或铬(iii)盐,作为氟系化合物的氟化物的金属盐及/或氟化物的非金属盐,作为粘合剂树脂的选自由丙烯酸系树脂、壳聚糖衍生物树脂及酚醛系树脂组成的组中的至少一种。化学转化处理液的涂布量只要为使金属箔的每一面的铬附着量通常成为0.1~50mg/m2的范围即可。
124.阻隔层14的厚度没有特别限制,例如考虑到盖用层叠材料1及盖2的强度、耐候性、向热封层17的传热性等时,优选为5~80μm。
125.锚固涂层15为使阻隔层14和粘接层16密合,以防止两层间的脱层等为目的而配置的层,锚固涂层15由锚固剂构成。
126.作为锚固剂,可以使用与构成锚固涂层13的锚固剂相同的物质。特别优选二液固化型聚醚-聚氨酯树脂系粘接剂及/或二液固化型聚酯-聚氨酯树脂系粘接剂,固化剂也可以使用上述的物质。
127.锚固涂层15的厚度没有特别限定,通常为1~5μm。
128.粘接层16为用于与锚固涂层15协作而将阻隔层14接合于热封层17的层。另外,通过设置粘接层16,盖用层叠材料1及盖2的撕裂强度提高,由此可以确保例如耐吸管刺穿性。
129.粘接层16优选由各种已知的聚烯烃树脂构成。作为聚烯烃树脂,例如可举出均聚丙烯、拉伸聚丙烯、无拉伸聚丙烯及酸改性聚丙烯等聚丙烯,低密度聚乙烯及线性低密度聚乙烯等聚乙烯,以及乙烯-丙烯无规共聚物及乙烯-丙烯嵌段共聚物等。
130.聚烯烃树脂中,聚乙烯具有以下优点。第一,高频感应加热密封时的压力分散性良好。第二,可以进一步缓和在包装体4运输时,长时间、反复施加于盖2的外部应力。第三,对在包装体4开封时施加于阻隔层14的应力的缓和性也良好。如上所述,使用聚乙烯作为聚烯烃树脂时,盖用层叠材料1及盖2的耐内压密封性和耐内压开裂性变得良好,减少形成阻隔层14的金属箔的裂纹、破裂。
131.粘接层16的厚度没有特别限定,优选为10~50μm。通过将该厚度设为10μm以上,在高频感应加热密封时,在作为热熔接部的容器3的开口周缘部31不会产生所谓的树脂逃逸,
变得易于确保热熔接部的高度方向的厚度。其结果,在包装体4开封时使盖2从开口周缘部31剥离时,不会产生胶糊残留、膜残留。另一方面,通过将该厚度设为50μm以下,高频感应加热密封时,在形成阻隔层14的金属箔上产生的焦耳热高效地传导至热封层17,因而密封强度及密封精度变得良好。
132.热封层17为用于使盖2热熔接于容器3的开口周缘部31的层。
133.热封层17由具有热封性的各种已知的热熔接性树脂膜形成。该热熔接性树脂膜在高频感应加热密封时,利用形成阻隔层14的金属箔产生的焦耳热而熔融,由此,使盖2的下表面和容器3的开口周缘部31的上表面接合。
134.作为热熔接性树脂,可举出聚烯烃、聚酯及聚乙烯等。对于作为聚丙烯而言,作为聚丙烯例如可举出均聚丙烯、拉伸聚丙烯、无拉伸聚丙烯、乙烯-丙烯无规共聚物、乙烯-丙烯嵌段共聚物及酸改性聚丙烯,另外,作为聚乙烯,例如可举出低密度聚乙烯及线性低密度聚乙烯等。作为聚酯,例如可举出聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯。作为聚乙烯,例如可举出聚苯乙烯。
135.热熔接性树脂膜可以整体上视为一个膜,与层数及层种类无关。例如,可以作为由一种热熔接性树脂形成的多层的层叠材料而利用。另外,也可以作为由两种以上的热熔接性树脂形成的多层的层叠材料而利用。层叠数没有限定,为1~5左右即可。
136.热熔接性树脂膜可以用各种已知的方法形成,例如可举出挤出法、t模法等。
137.热封层17有以下两个方式。
138.第1方式:参照图1的(a)(b)。仅用上述热熔接性树脂膜构成热封层17。
139.第2方式:参照图1的(c)。用由合成树脂形成的基材层17a和由热熔接性树脂膜形成的热封层17b构成热封层17。
140.以下,仅称为热封层17时,只要没有特别说明,则是指第1方式的热封层17和第2方式的热封层17这两者。
141.第1方式的热封层17的厚度没有特别限定,如果为5~40μm,则热封层17与容器3的开口周缘部31的热熔接性变得良好,并且由于不产生热封时的所谓树脂逃逸,在包装体4开封时,在开口周缘部31上也不产生胶糊残留、膜残留。
142.第2方式的基材层17a是为了辅助盖2与容器3的开口周缘部31的热熔接性而任意地夹设于粘接层16及热封层17b之间的层。
143.基材层17a用各种已知的合成树脂构成。作为合成树脂,例如可举出聚烯烃及聚酯。作为聚丙烯,例如可举出均聚丙烯、拉伸聚丙烯、无拉伸聚丙烯、无规共聚乙丙烯(ethylene-propylene randomcopolymer)、乙丙嵌段共聚物(ethylene-propylene block copolymer)、酸改性聚丙烯、低密度聚乙烯及线性低密度聚乙烯等。作为聚酯,例如可举出聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯。其中,从基材层17a及热封层17b的密合性的观点考虑,聚烯烃是适合的。
144.可以用由合成树脂形成的膜及/或由合成树脂形成的挤出层构成基材层17a,挤出层的方式是适合的。
145.如果用相同或同种的合成树脂(优选由聚烯烃)构成基材层17a与粘接层16,在高频感应加热密封时两层良好地密合,因而例如当盖2从容器3的开口周缘部31剥离时,不产生破裂。
146.用基材层17a及热封层17b构成热封层17的情况下,对于这样的热封层17而言,优选地用挤出层构成形成基材层17a的合成树脂和形成热封层17b的热熔接性树脂这两者。作为挤出手段,可以利用各种已知的共挤出装置。
147.优选的是,第1方式的热封层17和第2方式的热封层17b均用相同或同种的热熔接性树脂构成形成它们的热熔接性树脂膜、和形成容器3的开口周缘部31的树脂,可以提高高频感应加热密封的精度及强度。因此,例如,即使在作为密封面的开口周缘部31的上表面附着有尘垢等夹杂物,盖用层叠材料1或盖2与开口周缘部31的热熔接性仍变得非常良好。作为具体的组合,可举出选择聚苯乙烯膜作为这样的热熔接性树脂膜并且选择聚苯乙烯作为形成开口周缘部31的树脂的组合。
148.热封层17的整体的厚度没有特别限定,例如,如果考虑高频感应加热密封的精度、强度、盖用层叠材料1及盖2的强度等时,第1方式及第2方式均通常为5~100μm。另外,在第2方式的情况下,基材层17a的厚度t
17a
与热封层17b的厚度t
17b
的比率t
17a
/t
17b
没有特别限定,通常为1/3~3/1左右。
149.作为热封层17的整体的物性,例如可举出熔体流动速率(jis k7210)、拉伸断裂强度(jis k7127)、拉伸伸长率(jis k7127)。
150.熔体流动速率是与盖2的密封精度乃至密封强度,或者在包装体4开封时的盖2的外观有关的主要因素。具体而言,例如,当构成热封层17的热熔接性树脂膜的熔体流动速率为2~15g/10分钟时,热封层17与开口周缘部31的热熔接性变得良好,并且不会产生所谓的树脂逃逸,因而在包装体4开封时不会产生膜残留。需要说明的是,在上述第2方式的情况下,基材层17a的熔体流动速率只要小于热封层17b的熔体流动速率即可。
151.对于拉伸断裂强度而言,如果热封层17整体的纵向md上的拉伸断裂强度与该横向td上的拉伸断裂强度均为40~100mpa,则在将包装体4例如以多个包装的状态进行长距离运输期间,即使盖2受到长时间
·
长周期的外部应力循环,形成阻隔层14的金属箔上也不会产生裂纹。
152.对于拉伸伸长率而言,如果热封层17的纵向md上的拉伸伸长率和该横向td上的拉伸伸长率均为100~200%,则盖用层叠材料1和盖2的强度均提高,所谓的韧性变强。因此,例如在包装体4开封时,盖2上不会产生破裂。
153.需要说明的是,拉伸断裂强度和拉伸伸长率为将压花图案18赋形于热封层17的最内表面上之前的物性。
154.在热封层17的最内表面,如图1~4所示,整体范围形成有压花图案18。
155.如图1所示,由多个独立的凸部18a形成压花图案18。凸部18a隔着规定的间隔18b,散布在作为连续面的底面18c上(仍参照图3及图4)。
156.如果在热封层17的最内表面上形成压花图案18,使盖2热熔接于容器3的开口周缘部31时,由于可以使容器3内的气体通过压花图案18中的间隔18b排出到容器3的外部,因而耐内压开裂性及耐内压密封性变得良好。另外,可以预先防止热封合时的盖2的膨胀,在包装体4中,可以将盖2保持平坦。
157.凸部18a的形状只要为独立的一个单元的隆起体即可,没有特别限定,可以是圆柱状、椭圆柱状、棱柱状(参照图4的(a))、圆锥状、梯形状、交错状、点状(参照图4的(b))、圆环状、圆顶状等。另外,也可以集合多个不同形状的凸部18a来构成特定的图案(参照图4的
(c))。
158.图1的(a)(b)(c)的凸部18a的剖面为矩形状、顶部平坦,并且底面18c也平坦。
159.图2的(a)的凸部18a的顶部形成为曲面,并且底面18c也形成为凹状的曲面。
160.图2的(b)的凸部18a的顶部形成为曲面,并且底面18c形成为平坦状。
161.图2的(c)的凸部18a的顶部形成为平坦状,并且底面18c也形成为平坦状。
162.图1及图2的方式均适于上述放气,但特别在图1的方式、图2的(c)的方式的情况下,凸部18a的顶部形成为平坦状,因而上述放气的效率非常高,在包装体4中,易于保持盖2的平坦性。另外,在这些方式的情况下,当使盖2热熔接于容器3的开口周缘部31时,密封精度和密封强度均提高,因而耐内压开裂性及耐内压密封性变得良好。
163.图3的压花图案18与图2的(c)的压花图案对应,形成为大致圆柱状且顶部平坦的凸部18a以一定的间隔18b规则且周期性的排列在平坦的底面18c上。
164.图4为压花图案18的俯视图。
165.图4的(a)的压花图案18的凸部18a为菱形。另外,底面18c为槽状,构成线状的通路。
166.图4的(b)的压花图案18的凸部18a为圆状(点状),底面18c为平面状。
167.图4的(c)的压花图案18由4个细长的凸部18a构成一个格子,并且在规定的格子的内部配置有圆状的凸部18a。另外,底面18c为平面状。
168.但是,以上为例示,并不限定压花图案18的形状。
169.凸部18a的排列规则性没有限定,可以如图4那样为周期性,虽然省略图示,但也可以是不规则的。
170.凸部18a的尺寸也没有限定。例如,在其为图3所示那样的大致圆柱状的情况下,一个单元的直径例如可以为100μm~1000μm左右。
171.凸部18a的密度也没有特别限定,例如可以为1~127个/cm2左右。
172.凸部18的高度h没有特别限定,只要比热封层17的厚度t
17
大,并且比粘接层16及热封层17的合计厚度t
17
t
16
小即可。通过这样设定,可更可靠地进行热封时的排气。需要说明的是,此时,t
16
和t
17
均为压花加工前的厚度。
173.间隔18b的大小也没有特别限定,例如,在其为如图3所示的大致圆柱状的情况下,可以为90μm~900μm。
174.从密封精度及密封强度的观点考虑,优选使底面18c平坦,并且其面积大于凸部18a的合计面积。
175.作为在热封层17的最内表面上形成压花图案18的方法,可以采用各种已知的手段。具体而言,通过在构成热封层17的热熔接性树脂膜的表面上,按压形成有规定的压花图案的加压辊,从而可以在热封层17的最内表面上形成压花图案18。加压辊可以在冷却状态下使用,也可以在加热下使用。也可以使用由共挤出法来制作构成热封层17的热熔接性树脂膜时所使用的冷却辊来代替加压辊。此时,在冷却辊的表面上形成有规定的压花图案。使用冷却辊时,由于可在生产线上进行压花加工,因而是有利的。
176.《使用润滑剂s的方式》
177.然而,包装体4在搬送时、搬运时、陈列时等,有时会在盖2的最外表面上施加这样的外力:接触其他物体而施加冲击、或产生强摩擦等。另外,由于包装体4自身落下,或包装
体4彼此碰撞,这样的外力也施加于盖2的最外表面。此时,有时保护树脂层11剥落或脱落,进而,有时也在形成保护树脂层11的内侧的阻隔层14的金属箔上产生破裂、裂纹等。
178.另外,在盖用包装材1具备印刷油墨层12的情况下,如果对保护树脂层11的最外表面施加这样的外力,则印刷油墨层12会擦蹭、或偏移、或渗出。特别是在保护树脂层11由罩印涂布剂形成的情况下,有时由于这样的外力,保护树脂层11连同印刷油墨层12一起脱落。
179.特别是在盖2为如图5所示的帽状的盖的情况下,易于在主体部2a的周缘、裙部2b的边缘部等处产生上述的伴随对保护树脂层11的最外表面施加的外力而产生的技术问题。
180.本实用新型提出了这样的问题的解决方案。具体而言,通过使润滑剂s以各种方法存在于盖用层叠材料1的最外表面,从而对该最外表面赋予外部润滑性,减小其动摩擦系数。而且,由此可以将施加于该最外表面的上述外力向水平方向释放。其结果,防止保护树脂层11的剥落、脱落,或防止印刷油墨层12的擦蹭、剥落、掉落、脱落,或防止形成阻隔层14的金属箔的裂纹等。
181.作为润滑剂s,可以没有特别限制地使用各种已知的蜡及/或表面活性剂。
182.作为蜡,可举出天然蜡及/或合成蜡。作为天然蜡,可举出:作为动植物系蜡,例如为小烛树蜡、巴西棕榈蜡、米蜡、木蜡、蜂蜡、鲸蜡、虫胶蜡及羊毛脂蜡等,另外,作为矿物系蜡,例如为褐煤蜡、地蜡及纯地蜡等,另外,作为石油蜡,例如为石蜡、微晶蜡及矿脂等。另一方面,作为合成蜡,可举出:作为烃系合成蜡,例如为聚乙烯蜡、聚丙烯蜡及费托蜡,作为氢化蜡,例如为氢化蓖麻油及氢化蓖麻油衍生物等,另外,作为改性蜡,例如为在聚乙烯
·
聚丙烯共聚物上使苯乙烯接枝改性而成的蜡、硅系蜡(硅酮蜡)、氟系蜡及酰胺系蜡(油酸酰胺、蓖麻油酸酰胺、芥酸酰胺、n,n'-亚甲基双硬脂酸酰胺、n,n'-亚乙基双油酸酰胺、硬脂酸物单羟甲基酰胺、蓖麻油酸酰胺蜡及硬脂酸酯蜡等),以及它们的复合体等。在这些蜡中,烃系合成蜡和改性蜡(特别是硅系蜡及酰胺系蜡)不仅作为材料是稳定的,而且在保护树脂层11的最外表面的外部润滑性变得更加良好的方面是优选的。蜡的形状没有特别限定,可以为糊状、薄片状或粒子状。
183.作为表面活性剂,例如可举出:选自由阴离子性表面活性剂、阳离子性表面活性剂、两性表面活性剂及非离子表面活性剂组成的组中的至少一种。作为阴离子性表面活性剂,例如可举出:蓖麻油酸硫酸酯钠、蓖麻油酸酯硫酸酯钠、硫酸化酰胺、烯烃的硫酸酯盐、脂肪族醇硫酸酯盐、烷基磺酸盐、烷基萘磺酸盐、烷基苯磺酸盐、琥珀酸酯磺酸盐等。作为阳离子性表面活性剂,例如可举出伯胺盐、叔胺盐、季铵化合物、吡啶衍生物等。作为两性表面活性剂,例如可举出羧酸衍生物、咪唑啉衍生物等。作为非离子表面活性剂,例如可举出:多元醇的部分脂肪酸酯、脂肪醇的环氧乙烷加成物、脂肪酸的环氧乙烷加成物、脂肪族氨基或脂肪族酰胺的环氧乙烷加成物、烷基酚的环氧乙烷加成物、多元醇的部分脂肪酸酯的环氧乙烷加成物等。
184.蜡及表面活性剂可以分别单独使用一种,或可以将两种以上组合使用。另外,蜡和表面活性剂也可以组合。
185.润滑剂s可以根据其存在方式或利用方式分类为润滑剂s1、润滑剂s2及润滑剂s3。
186.润滑剂s1:为从外部物理地附着在保护树脂层11的最外表面的润滑剂。
187.润滑剂s2:为保护树脂层11中预先含有的润滑剂。其具有在该层11的最外表面渗出而形成析出相的性质。
188.润滑剂s3:为热封层17中预先含有的润滑剂。其具有在该层17的最内表面渗出而形成析出相的性质。
189.需要说明的是,本说明书中,简称为润滑剂s时,其是指选自由润滑剂s1、润滑剂s2及润滑剂s3组成的组中的至少一种润滑剂,作为这些润滑剂的总称来处理。此外,润滑剂s1、润滑剂s2及润滑剂s3可以全部是同种润滑剂,也可以组合异种润滑剂。
190.以下例示出使用润滑剂s的方式。
191.·
第1润滑剂方式:在保护树脂层11的最外表面附着润滑剂s1,并且,保护树脂层11不含润滑剂s2,并且,热封层17不含润滑剂s3。
192.·
第2润滑剂方式:保护树脂层11包含润滑剂s2,并且,热封层不含润滑剂s3。
193.·
第3润滑剂方式:保护树脂层11含润滑剂s2,并且,热封层17包含润滑剂s3。
194.·
第4润滑剂方式:保护树脂层11不含润滑剂s2,并且,热封层17包含润滑剂s3。
195.第1润滑剂方式可以通过在保护树脂层11的最外表面涂布润滑剂s1或蒸镀润滑剂来实现。在涂布的情况下,例如,在保护树脂层11的最外表面上,利用各种已知的手段涂布来使润滑剂s1溶解或分散于适当的有机溶剂而成的组合物,并使有机溶剂挥发即可。作为涂布手段,例如可举出喷雾器、凹版辊、反转辊等。这样的组合物中的润滑剂s1的含量没有特别限定,通常以重量为基准计为500ppm~10000ppm即可。在蒸镀的情况下,例如,在真空室中加热润滑剂s1使其汽化,蒸镀于保护树脂层11的最外表面即可。
196.第2润滑剂方式为在保护树脂层11中预先包含润滑剂s2,使其经时地渗出到保护树脂层11的最外表面而形成析出相,利用该析出相所发挥的外部润滑性的方式。在构成保护树脂层11的外涂剂、合成树脂膜中包含润滑剂s2的手段没有限定,可利用各种已知的方法。用于实现渗出的熟化条件也没有特别限定,通常温度为室温~70℃左右,期间为1~15天左右即可。
197.在由上述罩印涂布剂构成保护树脂层11的情况下,如果选择硝化棉作为粘合剂树脂,并且选择脂肪酸酰胺系蜡作为润滑剂s2,则由于易于防止印刷油墨层12的脱落、偏移等,因此优选。
198.在由上述合成树脂膜构成保护树脂层11的情况下,如果选择聚烯烃作为合成树脂膜,并且选择脂肪酸酰胺系蜡及/或聚烯烃作为润滑剂s2,则由于易于防止印刷油墨层12的脱落、偏移等,因此优选。
199.保护树脂层11所包含的润滑剂s2的含量没有特别限定,例如、将构成包含润滑剂s2的保护树脂层11的合成树脂的重量作为基准,润滑剂s2的量通常优选为40~2000ppm。
200.与第2润滑剂方式同样,第3润滑剂方式为在保护树脂层11中预先包含润滑剂s2,使其经时地渗出到保护树脂层11的最外表面而形成析出相,利用该析出相所发挥的外部润滑性的方式。与此同时,在该方式中,热封层17中也预先包含润滑剂s3。该润滑剂s3渗出到热封层17的最内表面而形成析出相,这样的析出相的一部分经过如下所述的转印工序,附着到保护树脂层11的最外表面。
201.转印工序例如如下这样进行。具体而言,该方式的盖用层叠材料11卷绕成卷状,形成卷材。接着,将该卷材在规定温度下放置规定时间,进行熟化。在该卷材中,伴随缠绕而产生的半径方向的应力逐渐施加在相互层叠的多个盖用层叠材料11上。而且,该应力成为内压,使一个盖用层叠材料11的热封层17与邻接于该热封层17的下表面侧的另一个盖用层叠
材料11的保护树脂层11牢固地密合。因此,润滑剂s3经时地在某热封层17的最内表面渗出而形成析出相,在上述内压下,该析出相转印到与该热封层17密合的保护树脂层11的最外表面。
202.使构成热封层17的热熔接性树脂膜包含润滑剂s3的方法没有特别限定,可以采用各种已知的方法。用于实现润滑剂s3的渗出的熟化条件也没有特别限定,通常温度为室温~70℃左右,期间为1~15天左右即可。
203.保护树脂层11中包含的润滑剂s2的含量没有特别限定,通常为40ppm~2000ppm即可。
204.热封层17中包含的润滑剂s3的含量也没有特别限定,通常为100ppm~8000ppm即可。
205.第4润滑剂方式为保护树脂层11不含润滑剂s1、而热封层17包含润滑剂s3的方式。该润滑剂s3在该层17的最内表面上经时地渗出而形成析出相,该析出相的一部分经过上述转印工序而附着于保护树脂层11的最外表面。而且,该最外表面通过润滑剂s3发挥外部润滑性。热封层17中包含的润滑剂s3的含量也没有特别限定,通常为100ppm~8000ppm即可。
206.需要说明的是,作为第5润滑剂方式,可举出在第2润滑剂方式、第3润滑剂方式及第4润滑剂方式的各保护树脂层11的最外表面上,利用上述涂布法、蒸镀法而另外附着润滑剂s1的方式,该方式也在本实用新型的范围内。
207.另外,第3方式及第4方式中,热封层17包含润滑剂s3的情况下,该层17整体的熔体流动速率没有特别限定,通常为2~15g/10分钟。另外,对于该层17整体的拉伸断裂强度而言,纵向md上的拉伸断裂强度和该横向td上的拉伸断裂强度均通常为40~100mpa。另外,对于该层17整体的拉伸伸长率而言,纵向md上的拉伸断裂强度和该横向td上的拉伸伸长率均通常为100~200%。需要说明的是,拉伸断裂强度和拉伸伸长率为将压花图案赋形于包含润滑剂s3的热封层17的最内表面之前的物性。
208.各方式中,存在于保护树脂层11的最外表面的润滑剂s的量没有特别限定,通常为0.05~1.0μg/cm2左右。测定方法没有特别限定,例如可以使用气相色谱法。
209.在润滑剂s存在于保护树脂层11的最外表面的情况下,该最外表面的外部润滑性的程度可以用动摩擦系数(jis k7125)进行评价。该值没有特别限定,但如果为0.05以上且小于0.3,则可以适当地防止印刷油墨层的掉落、脱落等。另外,在包装体4开封时,由于抓住盖2的手指不打滑,开封作业也变得容易。从这样的观点考虑,动摩擦系数优选为0.03~0.25左右。另一方面,在保护树脂层11的最外表面上不存在润滑剂s的情况下,该最外表面的动摩擦系数(jis k7125)通常为0.3以上且小于0.5。
210.《盖用层叠材料1的制造方法及物性》
211.盖用层叠材料1可以用例如干式层压法、熔融挤出层压法、热层压法等各种已知的方法来制造,这些方法也可以组合。
212.盖用层叠材料1的物性没有特别限定,例如根据jis k7128-2规定的elmendorf法测定的撕裂强度为200~1200mmn时,在包装体3开封时盖2变得不易破裂,盖2的耐吸管刺穿性也变得良好。
213.《盖2》
214.盖2为将盖用层叠材料1加工成规定的形状而成的物质。形状没有特别限定,可以
根据容器3的形状、包装体4的开封方式适当决定。
215.图5为帽状的盖2的立体图。该盖2由大致水平的主体部2a和从主体部2a的周缘呈垂下状延伸的裙部2b构成。
216.图6为包装体3的剖视图。例如,如图6的(a)所示,在容器3为瓶状且开口周缘部31为轮缘状的情况下,盖2可以为帽状。需要说明的是,虽然省略了图示,但即使容器3为瓶状,也可以将开口周缘部31形成为凸缘状,这是不言而喻的。另外,例如,如图6的(b)所示,在容器3为杯状且开口周缘部31为大致水平的凸缘状的情况下,盖2可以为单片状,可以根据需要形成拉片、缺口等开封用拉片。
217.盖2的密封特性也没有特别限定。
218.例如:
219.(i)在160℃、0.2mpa及1秒钟的条件下,将盖用层叠材料1的热封层17热熔接于由与形成该热封层17的热熔接性树脂膜相同的热熔接性树脂膜形成的厚度为0.3mm的片材上,然后,
220.(ii)在根据jis k6854-3的t字剥离试验中,在拉伸速度为300mm/分钟的条件下将盖用层叠材料1与该片材剥离时的强度为5~15n/15mm的情况下,
221.(iii)不会产生前述的伴随包装体4运输时的内压上升的密封后退、密封部的剥落,可以可靠地防止内容物c的泄漏,并且可以确保包装体4的易开封性。
222.《容器3》
223.容器3的原材料没有限定,根据开口周缘部31与盖2的热熔接性、内容物c的性状来选定。作为原材料,例如除了上述的聚烯烃、聚酯及聚乙烯树脂这样的热塑性的合成树脂之外,可举出玻璃、铁、铜、铝等。如果将容器3的开口周缘部31用与形成热封层17的最下面的热熔接性树脂膜相同或同种的热熔接性树脂构成,由于包装体4的密封精度及强度变得良好,则变得易于防止前述的密封后退、密封部的剥落、内容物的泄漏。作为具体的组合,可举出选择聚苯乙烯作为形成开口周缘部31的树脂,并且选择聚苯乙烯膜作为形成热封层17的热熔接性树脂膜的组合。
224.容器3的形状也没有特别限定,可举出杯状、瓶状、筒状等。另外,在容器3为瓶状的情况下,如图6的(a)所示,如果将颈部部分形成为锥形形状,则可变为稳定的密封。容器3的制造方法没有特别限定,例如可举出拉深、吹塑成型、真空成型、压缩空气成型。
225.《内容物c》
226.作为内容物c,可举出经口摄取的制品,可以例示出乳制品、乳饮料、乳酸菌饮料、清凉饮料、火腿、奶酪、咖喱、酱汁等固体状或者液态的食品、或液态或者固体状的药品等。
227.《包装体4》
228.包装体4为将盖2从热封层17侧覆盖在填充有内容物c的容器3的开口周缘部31上,使用高频感应加热密封装置使其热熔接而封口的包装体。密封条件没有特别限定,根据盖2、容器3的材料种类、密封装置的规格等进行适当决定。
229.包装体4的开封强度没有特别限定,但如果考虑到密封性和易开封性的兼顾等,则根据jis k6854-3的t字剥离试验中,在拉伸速度为300mm/分钟的条件下,将热熔接于该开口周缘部31上的盖2从容器3的开口周缘部31剥离时的强度为5~15n/15mm较好。此时,变得不易产生伴随着包装体4运输时的内压上升的密封后退、密封部的剥落,可以可靠地防止内
容物c的泄漏,并且可以确保包装体4的易开封性。需要说明的是,该开封强度以盖2的热封层17与容器3的开口周缘部31的原材料为相同或同种的合成树脂为前提。
230.图7为包装体4的耐内压开裂性的评价装置5的示意图。该装置5具备用于放置包装体4的剖面凹状的收容部51、从收容部51的下壁周缘立起成立起状的侧壁部52、和设置在左右侧壁部52的高度中间的一对抵接构件53。另外,该装置5的收容部51与未图示的驱动电机连接,当使该电机启动时,收容部51在一分钟内进行规定次数(例如120次/分钟)且在图示的左右方向上的一点一点的振动,与此联动,包装体4也左右振荡。而且,每次振荡时,一对抵接构件53与包装体4主体连续地碰撞,包装体4的两侧壁部被交替地压入,由此包装体4的内压反复增减。而且,每次内压增减,盖2在热熔接于开口周缘部31的状态下向外侧、即向图7的上方向箭头d1的方向变形后复原,或向内侧、即向图7的下箭头d2的方向变形后复原。而且,如果反复进行这样的膨胀、复原,则在形成盖2的阻隔层14的金属箔上不断蓄积循环疲劳,金属箔不能耐受循环疲劳时,金属箔产生裂纹,可产生内容物c的泄漏。然而,本实用新型的包装体4如上所述,用热熔接性树脂膜构成盖2的热封层17,并且由于将规定的压花图案赋形于热封层17的最内表面,因而不会产生由这样的循环疲劳引起的金属箔的裂纹。
231.[实施例]
[0232]
以下,通过实施例及比较例对本实用新型进行更详细地说明,但本实用新型的技术范围不受这些具体例的限定。
[0233]
1.盖用层叠材料的制作
[0234]
《润滑剂不使用方式》
[0235]
实施例1
[0236]
在由jis h4160规定的作为a8079-o材料的厚度为25μm的铝箔的一面上涂布硝化棉的乙酸乙酯溶液(不挥发成分为10重量%、不含润滑剂),通过使其干燥,形成厚度为约3μm的保护树脂层,由此制作中间构件a1。
[0237]
接着,将市售的二液固化型聚酯聚氨酯系粘接剂涂布到形成中间构件a1的铝箔的另一面上,在加热下使其固化从而形成厚度为约1μm的锚固涂层。
[0238]
另一方面,利用共挤出法,制作热封层用的复合膜a1。该复合膜a1用由低密度聚乙烯树脂(ldpe,不含润滑剂)形成的厚度为7μm的基材层、和由聚苯乙烯树脂(不含润滑剂)形成的厚度为30μm的热封层构成。
[0239]
以下示出复合膜a1的物性。
[0240]
·
拉伸断裂强度:md方向为85mpa,td方向为75mpa
[0241]
·
拉伸伸长率:md方向为115%,td方向为120%
[0242]
·
形成热封层的聚苯乙烯树脂的熔体流动速率:8g/10分钟
[0243]
接着,通过在复合膜a1的形成热封层的聚苯乙烯树脂层的最内表面按压刻设有点状的压花图案的冷却辊,从而赋形如图4的(b)所示的点状的压花图案。该压花图案的凸部的直径为750μm,高度为50μm,密度为2.2个/cm2,间隔为500μm,另外,底面是平坦的。
[0244]
最后,将上述中间构件a1的锚固涂层侧的面与上述复合膜a1的基材层侧的面借助由熔融低密度聚乙烯(ldpe)形成的挤出粘接层(厚度为30μm)进行贴合,由此制作盖用层叠材料a1。
[0245]
实施例2~6
[0246]
除了使用表1所示的材料以外,与实施例1同样地制作盖用层叠材料a2~a6。
[0247]
《润滑剂使用方式》
[0248]
(第1润滑剂方式)
[0249]
实施例7
[0250]
在由jis h4160规定的作为a8079-o材料的厚度为25μm的铝箔的一面上涂布市售的氯乙烯-乙酸乙烯酯共聚物系锚固剂(不含颜料),在加热下使其固化从而形成厚度为约2μm的锚固涂层。接着,在该锚固涂层的表面,用棒涂机涂布在相同的锚固剂中分散10重量%的二氧化钛而成的白色油墨,使厚度成为约1.5μm,形成印刷油墨层。
[0251]
接着,在该印刷油墨层的表面涂布硝化棉的乙酸乙酯溶液(不挥发成分为10重量%,不含润滑剂),使其干燥,从而形成厚度为3μm的保护树脂层,由此制作中间构件a7。
[0252]
接着,在形成中间构件a7的铝箔的另一面上涂布市售的二液固化型聚酯聚氨酯系粘接剂,在加热下使其固化,从而形成厚度为2μm的锚固涂层。
[0253]
另一方面,准备实施例1中制作的复合膜a1作为复合膜a7,用于热封层。而且,在该复合膜a7的形成热封层的聚苯乙烯树脂层的最内表面赋形与实施例1相同的点状的压花图案。
[0254]
接着,将上述中间部构件a7的锚固涂层侧的面和上述复合膜a7的基材层侧的面,借助由熔融低密度聚乙烯(ldpe)形成的挤出粘接层(厚度为30μm)进行贴合,由此制作盖用层叠材料a7。
[0255]
接着,在盖用层叠材料a7的保护树脂层的最外表面上,喷洒包含以重量为基准计1000ppm的作为润滑剂的聚乙烯蜡的甲乙酮溶液后,用毡布轻轻擦拭,通过在120℃下干燥1分钟,使润滑剂附着于该保护树脂层的最外表面。
[0256]
(第2润滑剂方式)
[0257]
实施例8
[0258]
在由jis h4160规定的作为a8079-o材料的厚度为25μm的铝箔的一面上涂布市售的氯乙烯-乙酸乙烯酯共聚物系锚固剂(不含颜料),在加热下使其固化从而形成厚度为约2μm的锚固涂层。接着,在该锚固涂层的表面,用棒涂机涂布在相同的锚固剂中分散10重量%的二氧化钛而成的印刷油墨,使厚度成为约1.5μm,形成印刷油墨层。
[0259]
接着,在该印刷油墨层的表面涂布由硝化棉的乙酸乙酯溶液(不挥发成分10重量%)和包含1000ppm芥酸酰胺的溶液作为润滑剂而形成的罩印涂布剂,在加热下使其固化后,在40℃下熟化10天,由此形成厚度为3μm的保护树脂层,从而制作中间构件a8。在保护树脂层的最外表面,通过上述熟化,作为润滑剂的芥酸酰胺渗出,形成析出相。
[0260]
接着,在形成中间构件a8的铝箔的另一面上涂布市售的二液固化型聚酯聚氨酯系粘接剂,在加热下使其固化,从而形成厚度为2μm的锚固涂层。
[0261]
另一方面,准备实施例1中制作的复合膜a1作为复合膜a8,用于热封层。而且,在该复合膜a8的热封层的最内表面赋形与实施例1相同的点状的压花图案。
[0262]
最后,将上述中间部构件a8的锚固涂层侧的面和上述复合膜a8的基材层侧的面,借助由熔融低密度聚乙烯(ldpe)形成的挤出粘接层(厚度为30μm)进行贴合,由此制作盖用层叠材料a8。
[0263]
(第3润滑剂方式)
[0264]
实施例9
[0265]
在由jis h4160规定的作为a8079-o材料的厚度为25μm的铝箔的一面上涂布市售的氯乙烯-乙酸乙烯酯共聚物系锚固剂(不含颜料。),在加热下使其固化从而形成厚度为约2μm的锚固涂层。接着,在该锚固涂层的表面,用棒涂机涂布在相同的锚固剂中分散10重量%的二氧化钛而成的印刷油墨,使厚度成为约1.5μm,形成印刷油墨层。
[0266]
接着,在该印刷油墨层的表面涂布由硝化棉的乙酸乙酯溶液(不挥发成分10重量%)和包含1000ppm芥酸酰胺的溶液作为润滑剂而形成的罩印涂布剂,在加热下使其固化后,在40℃下熟化10天,由此形成厚度为3μm的保护树脂层,从而制作中间构件a9。在保护树脂层的最外表面,通过上述熟化,作为润滑剂的芥酸酰胺渗出,形成析出相。
[0267]
接着,在形成中间构件a9的铝箔的另一面上涂布市售的二液固化型聚酯聚氨酯系粘接剂,在加热下使其固化,从而形成厚度为2μm的锚固涂层。
[0268]
另一方面,利用共挤出法,制作由熔融低密度聚乙烯树脂(ldpe,不含润滑剂)形成的厚度为7μm的基材层、和由熔融聚苯乙烯树脂形成的厚度为30μm的热封层(包含1500ppm芥酸酰胺作为润滑剂)这两层构成的、热封层用的复合膜a9。
[0269]
以下示出复合膜a9的物性。
[0270]
·
拉伸断裂强度:md方向为90mpa,td方向为70mpa
[0271]
·
拉伸伸长率:md方向为130%,td方向为150%
[0272]
·
形成热封层的聚苯乙烯树脂的熔体流动速率:6g/10分钟
[0273]
接着,在复合膜a9的热封层的最内表面赋形与实施例1相同的点状的压花图案。
[0274]
接着,将上述中间部构件a9的锚固涂层侧的面和上述复合膜a9的基材层侧的面借助由熔融低密度聚乙烯(ldpe)形成的挤出粘接层(厚度为30μm)进行贴合,由此制作盖用层叠材料9。
[0275]
最后,将盖用层叠材料a9以热封层成为内侧的方式缠绕而制作卷材,将该卷材在40℃下熟化10天,由此使作为润滑剂的芥酸酰胺渗出到热封层的最内表面,同时,将其转印到保护树脂层的最外表面。
[0276]
(第4润滑剂方式)
[0277]
实施例10
[0278]
在由jis h4160规定的作为a8079-o材料的厚度为25μm的铝箔的一面上涂布市售的氯乙烯-乙酸乙烯酯共聚物系锚固剂(不含颜料),在加热下使其固化从而形成厚度为约2μm的锚固涂层。
[0279]
接着,在该锚固涂层的表面,用棒涂机涂布在相同的锚固剂中分散10重量%的二氧化钛而成的印刷油墨,使厚度成为约1.5μm,形成印刷油墨层。
[0280]
接着,在该印刷油墨层的表面涂布硝化棉的乙酸乙酯溶液(不挥发成分10重量%、不含润滑剂),使其干燥,从而形成厚度为3μm的保护树脂层,由此制作中间构件a10。
[0281]
接着,在形成中间构件a10的铝箔的另一面上涂布市售的二液固化型聚酯聚氨酯系粘接剂,在加热下使其固化,从而形成厚度为2μm的锚固涂层。
[0282]
另一方面,准备实施例9中制作的复合膜a9作为复合膜a10,用于热封层。而且,在该复合膜a10的热封层的最内表面赋形与实施例1相同的点状的压花图案。
[0283]
接着,将上述中间部构件a10的锚固涂层侧的面和上述复合膜a10的基材层侧的
面,借助由熔融低密度聚乙烯(ldpe)形成的挤出粘接层(厚度为30μm)进行贴合,由此制作盖用层叠材料a10。
[0284]
最后,将盖用层叠材料a10以热封层成为内侧的方式缠绕而制作卷材,将该卷材在40℃下熟化10天,由此使作为润滑剂的芥酸酰胺渗出到热封层的最内表面,同时,将其转印到保护树脂层的最外表面。
[0285]
《保护树脂层最外表面的动摩擦系数》
[0286]
根据jis k7125测定形成盖用层叠材料a1的保护树脂层的最外表面的动摩擦系数(以下同样),结果为0.31。用同样的方法,针对盖用层叠材料a2~a10,也测定保护树脂层的最外表面的动摩擦系数。结果示于表1及表2。
[0287]
《t字剥离强度》
[0288]
从盖用层叠材料a1以15mm宽度切下长度为10cm的短片状的试验片a1,将该试验片a1从其聚苯乙烯树脂层(热封层)一侧贴附到厚度为0.3mm的聚苯乙烯树脂制试验片(15mm
×
10cm)。接着,将加热到160℃的密封机以0.2mpa的压力自试验片a1的保护树脂层的上表面压接1秒钟。接着,在拉伸速度为300mm/分钟的条件下测定两试验片的t字剥离强度(jis k6854-3),结果剥离强度为11n/15mm。用同样的方法,针对盖用层叠材料a2~a10也测定t字剥离强度。结果示于表1及表2。
[0289]
《撕裂强度》
[0290]
基于由jis k7128-2规定的elmendorf法评价盖用层叠材料a1的撕裂强度,结果为500mmn。用同样的方法,针对盖用层叠材料a2~a10也测定撕裂强度。结果示于表1及表2。另外,如果为200mmn以上且1000mmn以下,则视为合格。
[0291]
[表1]
[0292][0293]
[表2]
[0294][0295]
2.盖的制作
[0296]
从盖用层叠材料a1切下50mm见方的小片,通过将其拉深,制作主体部为圆状(直径为40mm)、具有裙部的帽状的盖a1(主体部直径为40mm)。针对盖用层叠材料a2~a10也同样地制作相同尺寸的盖a2~盖a10。
[0297]
3.包装体的制作及破裂强度试验
[0298]
将盖a1覆盖在具有开口的圆筒状的聚苯乙烯制容器(开口外径为40mm,开口内径为36mm,高度为80mm)的开口周缘部(宽度为2mm),使用市售的高频感应加热密封装置(型号bmd-1s,株式会社bme制),在规定的密封条件(输出功率为850,压力为0.05mpa,1.4秒)下进行高频密封,由此制作不含内容物的包装体a1。针对盖a2~盖a10也同样地制作不含内容物的包装体a2~包装体a10。
[0299]
接着,将该包装体a1的破裂强度根据jis z2038:1998的条款8.的记载进行测定。具体而言,使用sun scientific co.,ltd.制的seal tester fkt-100,在形成包装体a1的盖a1的主体部中央附近插入空气针,用橡胶片密封插入口,在此基础上,从压缩机以13.3kpa/10秒的升压速度流入空气而使内压上升,由于即使内压为20kpa以上也未破裂,因此评价为
○
。针对包装体a2~包装体a10也同样地评价破裂强度。结果示于表3。需要说明的是,表3中的数值为实际的破裂强度(kpa)。
[0300]
4.包装体的制作及耐内压开裂性试验
[0301]
向上述试验3.中使用的相同的圆筒状容器中加入水60cc,在开口周缘部盖上盖a1,然后使用上述密封装置,在规定的密封条件(输出功率为850,压力为0.2mpa,1.0秒)进行高频密封,由此制作装有内容物的包装体a1。针对盖a2~盖a10也同样地制作装有内容物的包装体a2~包装体a10。
[0302]
接着,将该包装体a1设置在如图7所示的耐内压开裂性评价装置中,使收容部一分钟振动120次,与设置在收容部的侧壁内表面的抵接构件反复碰撞。结果,包装体a1即使振荡10000次,盖a1的铝箔上也未产生裂纹。针对装有内容物的包装体a2~a10也同样地进行耐内压性评价。结果示于表3。
[0303]
[表3]
[0304][0305]
产业上的可利用性
[0306]
本实用新型的盖用层叠材料作为用于利用高频感应加热来将填充有例如液态或者固体状的食品、或药品等经口摄取的制品的容器进行封口的盖是有用的。特别地,作为用于将填充有乳酸菌饮料等发酵饮料的容器进行热封合的盖是有用的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。