以mig焊接高尔夫球杆头的方法
技术领域
1.本发明关于一种焊接高尔夫球杆头的方法,尤其是一种以mig焊接高尔夫球杆头的方法。
背景技术:
2.一般而言,业界常以钛合金等相对轻量的材质制成一球头本体,再将相对高密度的一配重块结合至该球头本体,借以降低高尔夫球杆头的整体重量,并同时能够降低高尔夫球杆头的重心位置;例如,在中国台湾公告第twi227675号专利案当中,是以钨铁镍合金形成该配重块。
3.然而,由于配重块与球头本体的材质不同,以致两者不易稳固焊接结合,此问题遂成为长久以来业界共同努力想改善的目标。综观各种已尝试过的焊接技术,当采用硬焊(brazing)法时,由于需要搭配使用价格昂贵的硬焊剂,才得以结合该配重块及该球头本体,致使高尔夫球杆头的制造成本难以降低。当采用钨极惰性气体保护焊(tungsten inert gas welding,简称tig焊)或采用电离子焊(plasma welding)等焊接法时,则会因为这些焊接技术对工件的热影响偏大,导致含有钨成分的配重块局部热熔,使钨成分熔入焊缝,而钨是会造成焊接热裂的元素,故常会在研磨后的高尔夫球杆头半成品上看见热裂痕;以采用电离子焊为例,研磨后在高尔夫球杆头半成品上出现热裂痕的机率约高达三成左右。有鉴于此,目前用以焊接球头本体与配重块的方法确实仍有加以改善的必要。
4.此外,另有一种熔化极惰性气体保护焊(melt inert gas welding,简称mig焊),采用可熔化的焊丝作为电极,以连续送进的焊丝与被焊工件之间燃烧的电弧作为热源来熔化焊丝与母材金属;焊接过程中,外加惰性气体至焊接区,使电弧、熔池及其附近的母材金属免受周围空气的有害作用。该mig焊目前广泛应用于焊接铝及铝合金工件,但尚未有将该技术应用于高尔夫球杆头的工艺中,并用以结合配重块与球头本体。
技术实现要素:
5.为解决上述问题,本发明的目的是提供一种以mig焊接高尔夫球杆头的方法,可将mig焊技术应用于高尔夫球杆头的工艺中,并用以稳固结合配重块与球头本体。
6.本发明的次一目的是提供一种以mig焊接高尔夫球杆头的方法,可以减少配重块中的钨成分熔入焊缝,从而降低研磨后在高尔夫球杆头半成品上出现热裂痕的机率。
7.本发明的又一目的是提供一种以mig焊接高尔夫球杆头的方法,可以免除硬焊剂的使用。
8.本发明的再一目的是提供一种以mig焊接高尔夫球杆头的方法,可以提升焊接品质与效率。
9.本发明全文所述方向性或其近似用语,例如“前”、“后”、“左”、“右”、“上(顶)”、“下(底)”、“内”、“外”、“侧面”等,主要参考附图的方向,各方向性或其近似用语仅用以辅助说明及理解本发明的各实施例,非用以限制本发明。
10.本发明全文所记载的元件及构件使用“一”或“一个”的量词,仅是为了方便使用且提供本发明范围的通常意义;于本发明中应被解读为包括一个或至少一个,且单一的概念也包括复数的情况,除非其明显意指其他意思。
11.本发明的以mig焊接高尔夫球杆头的方法,包含:提供一球头本体及一配重块,该配重块的密度高于该球头本体的密度;及以一mig焊接设备焊接该球头本体及该配重块,该mig焊接设备具有一导电嘴位于一气体喷嘴内,一焊丝贯穿该导电嘴并伸出该气体喷嘴;焊接时,该气体喷嘴朝该球头本体及该配重块提供保护气体,另外于该焊丝与该配重块之间施加一电流,其中,该导电嘴与该配重块的间隔距离为4~16 mm,焊接电流为70~100 a、占空比为10~50%、峰基值电流比为10~50%。
12.因此,本发明的以mig焊接高尔夫球杆头的方法,可将mig焊技术应用于高尔夫球杆头的工艺中,并减少配重块中的钨成分熔入焊缝,从而能够有效降低高尔夫球杆头半成品上出现热裂痕的机率,确保配重块与球头本体稳固结合及提升焊接品质与合格率。此外,本发明的方法还能提升焊接速度,使整体焊接工艺的效率大幅提升,且焊接过程中不需使用昂贵硬焊剂,具有降低制造成本等功效。
13.其中,该球头本体与该配重块的其中至少一者可以具有一导斜面,该导斜面可以邻接该球头本体与该配重块之间的焊缝,该导斜面的宽度可以为1.2~2.0 mm,该导斜面的深度可以为1.5~3.0 mm。如此,可以由该导斜面在该球头本体与该配重块之间形成一充填空间,用以盛接该焊丝所热熔形成的金属熔滴,并提升焊道与该配重块的结合面积,具有提升焊接品质及提升该配重块与该球头本体的结合强度等功效。
14.其中,该球头本体与该配重块可以分别具有一导斜面,两个导斜面可以相向以共同形成一v形的充填空间。如此,具有更进一步提升焊接品质及提升该配重块与该球头本体的结合强度等功效。
15.其中,该球头本体的密度可以为7.2~7.8 g/cm3。如此,具有减轻高尔夫球杆头重量的功效。
16.其中,该配重块的密度可以为9~14 g/cm3。如此,具有易于符合各种配重需求的功效。
17.其中,该配重块可以为钨合金,该钨合金可以包含以重量百分比计为30~50%的钨。如此,具有有效降低高尔夫球杆头重心的功效。
18.其中,该保护气体可以包含以分压百分比计为2%的氮气、3%的二氧化碳及95%的氩气。如此,具有提升保护效果的功效。
19.其中,该焊接速度可以为20~55 cm/min。如此,具有提升焊接效率的功效。
20.其中,该焊接渗透深度可以为1.5~3.5 mm。如此,具有提升该球头本体与该配重块的结合稳固性的功效。
21.其中,该球头本体与该配重块之间在焊接后形成一焊道,该焊道的宽度可以为5~7 mm,该焊道的硬度可以为hv 500~700。如此,具有提升该球头本体与该配重块的结合稳固性的功效。
附图说明
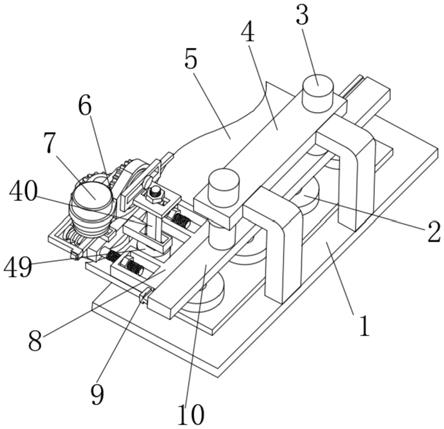
22.图1:本发明一较佳实施例焊接前的示意图;
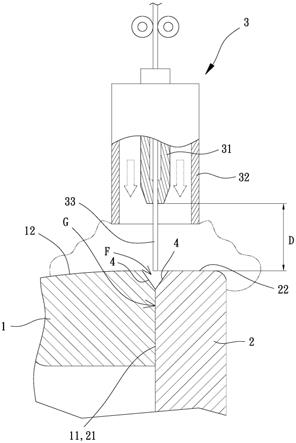
图2:本发明一较佳实施例的焊接示意图;图3:本发明一较佳实施例采用单边设导斜面的局部放大结构图;图4:本发明一较佳实施例采用双边设导斜面的局部放大结构图。
23.附图标记说明1:球头本体11:第一结合部12:顶表面2:配重块21:第二结合部22:顶表面3:mig焊接设备31:导电嘴32:气体喷嘴33:焊丝4:导斜面d:间隔距离f:充填空间g:焊缝p:熔池t:深度w:宽度。
具体实施方式
24.为让本发明的上述及其他目的、特征及优点能更明显易懂,下文列举本发明的较佳实施例,并配合附图,作详细说明如下:请参照图1所示,其是本发明以mig焊接高尔夫球杆头的方法的一较佳实施例,包括提供一球头本体1及一配重块2,并以一mig焊接设备3焊接该球头本体1及该配重块2,进而获得一高尔夫球杆头半成品,以供后续进行研磨工艺。值得注意的是,该高尔夫球杆头半成品可以为木杆头或铁杆头半成品,于此不加以限制。
25.该球头本体1可以由钛合金、铁锰铝合金、不锈钢或软铁等相对轻量的材质制成;在本实施例中,该球头本体1的密度约可以为7.2~7.8 g/cm3,如此可以有效降低该高尔夫球杆头半成品的整体重量。
26.该球头本体1可以具有一第一结合部11,以供结合该配重块2;该第一结合部11可以依据需求而设于该球头本体1的外表面或内表面,于此不加以限制。在本实施例中,该第一结合部11可以位于该球头本体1的外表面,以提升与该配重块2焊接结合的操作便利性。又,该第一结合部11较佳可以位于该球头本体1的底部(sole),如此可以通过结合于该第一结合部11的配重块2,有效降低该高尔夫球杆头半成品的重心。
27.该配重块2的密度高于该球头本体1的密度;在本实施例中,该配重块2的密度约可以为9~14 g/cm3。例如,该配重块2可以由钨合金制成,且该钨合金包含有以重量百分比计
为30~50%的钨。该配重块2可以具有一第二结合部21,该配重块2可以由该第二结合部21抵接该球头本体1的第一结合部11,并于该第二结合部21与该第一结合部11之间形成一焊缝g。
28.该mig焊接设备3具有一导电嘴31位于一气体喷嘴32内,一焊丝33贯穿该导电嘴31并伸出该气体喷嘴32,以便靠近该球头本体1与该配重块2之间的焊缝g。该气体喷嘴32可以在焊接时提供包含有惰性气体的保护气体,例如但不限于包含以分压(partial pressure)百分比计为2%的氮气、3%的二氧化碳以及95%的氩气。其中,在保护气体中添加少量的氮气,可以弥补金属材(例如双相不锈钢)焊接时氮元素的损失;添加低成本的二氧化碳有助降低保护气体成本,且二氧化碳可易于与其他气体成分融合。又,当焊接如碳钢等材质时,在氩气中添加二氧化碳或少量的氧气,还能有助于提高焊接工艺性能。另外,该焊丝33可以采用焊接性能良好的双相钢焊丝,或使该焊丝33的成分包含有1~3%的钼,也可有助提升焊接性能。
29.请参照图2所示,焊接时,该气体喷嘴32可以朝该球头本体1与该配重块2的顶表面12、22提供保护气体;另一方面,可将该焊丝33连接该mig焊接设备3的一焊接电源(图未绘示)的正极,将该配重块2连接该焊接电源的负极,并于该焊丝33与该配重块2之间施加电流而形成电弧,使该球头本体1与该配重块2的局部热熔以共同形成一熔池p,及使该焊丝33热熔成金属熔滴并滴入该熔池p,与该熔池p中的金属熔合,并于后续冷却固化后,在该球头本体1与该配重块2之间形成一焊道。
30.其中,该导电嘴31与该配重块2的间隔距离d约可以为4~16 mm,较佳可以为8~12 mm,使电弧的稳定性提升,同时也使该气体喷嘴32朝该球头本体1及该配重块2提供保护气体的范围,可以涵盖前述的电弧、熔池p及熔池p周遭合适的范围,实现良好的保护效果。另外搭配在焊接电流为70~100 a、占空比(峰值电流时间比)为10~50%、峰基值电流比(峰值电流与基础电流比)为10~50%等焊接条件下,使整体焊接工艺的焊接速度可达20~55cm/min,是采用电离子焊(plasma welding)法的2~3倍速,且焊接渗透深度约可以为1.5~3.5mm,该焊道的宽度约为5~7mm,硬度更可达到hv500~700,能使该球头本体1与该配重块2稳固结合。
31.此外,以mig焊接法搭配上述焊接条件,可以通过该焊丝33所热熔形成的金属熔滴作为介质,减少该配重块2的钨成分熔入焊缝g,从而有效降低钨成分所造成的焊接热裂现象,也就是对该球头本体1与该配重块2的热影响较tig焊或电离子焊法还要低,使该高尔夫球杆头半成品在研磨后出现热裂痕的机率能降到一成以内(将焊缝g研磨至320#海绵轮检验)。
32.请参照图3、图4所示,为了要提升该球头本体1与该配重块2的结合强度,还可以使该球头本体1与该配重块2的其中至少一者具有一导斜面4,且该导斜面4邻接该球头本体1与该配重块2之间的焊缝g,该导斜面4的宽度w约为1.2~2.0mm,该导斜面4的深度t约为1.5~3.0mm。
33.详言之,当该球头本体1与该配重块2只有其中一者具有该导斜面4时,可以如图3所示,选择使该导斜面4设于该球头本体1,该配重块2的顶表面22可以与该球头本体1的顶表面12平齐,以由该导斜面4在该球头本体1与该配重块2之间形成一充填空间f,用以盛接该焊丝33所热熔形成的金属熔滴,可防止金属熔滴喷溅,有助控制焊道型态及提升焊接品
质。同时,由于该充填空间f可以提升焊道与该配重块2的结合面积,因此可以有效提升该配重块2与该球头本体1的结合强度。
34.较佳地,可以如图4所示,使该球头本体1与该配重块2分别具有一导斜面4,两个导斜面4相向以共同形成一v形的充填空间f,且该充填空间f的宽度w约为2.5~4.0 mm,可有助达到最佳焊接渗透量及结合强度。
35.综上所述,本发明的以mig焊接高尔夫球杆头的方法,可将mig焊技术应用于高尔夫球杆头的工艺中,并减少配重块中的钨成分熔入焊缝,从而能够有效降低高尔夫球杆头半成品上出现热裂痕的机率,确保配重块与球头本体稳固结合及提升焊接品质与合格率。此外,本发明的方法还能提升焊接速度,使整体焊接工艺的效率大幅提升,且焊接过程中不需使用昂贵硬焊剂,具有降低制造成本等功效。
36.虽然本发明已利用上述较佳实施例揭示,然其并非用以限定本发明,任何本领域技术人员在不脱离本发明的精神和范围之内,相对上述实施例进行各种更动与修改仍属本发明所保护的技术范畴,因此本发明的保护范围当视权利要求书的保护范围所界定者为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。