技术特征:
1.一种镗孔表面粗糙度监测方法,其特征在于,包括以下步骤:在精镗加工时监测加工工具的振动状态,以获取加工工具的振动加速度实时测量值;将振动加速度实时测量值与振动加速度预设门限值进行比较:当振动加速度实时测量值大于振动加速度预设门限值时,发出判断工件镗孔的表面粗糙度可能不合格的预警提示信息;其中,所述振动加速度预设门限值是对应于工件镗孔的表面粗糙度不合格的门限值。2.根据权利要求1所述的镗孔表面粗糙度监测方法,其特征在于,所述方法还包括:利用机器学习算法分析加工工具的振动加速度与工件镗孔的表面粗糙度之间的相关性,并根据所述相关性确定所述振动加速度预设门限值。3.根据权利要求2所述的镗孔表面粗糙度监测方法,其特征在于,利用机器学习算法分析加工工具的振动加速度与工件镗孔的表面粗糙度之间的相关性,并根据所述相关性确定所述振动加速度预设门限值,包括以下步骤:根据加工工具的振动加速度确定加工工具的振动能量;利用机器学习的方法分析加工工具的振动能量与工件镗孔的表面粗糙度之间的相关性;根据加工工具的振动能量与工件镗孔的表面粗糙度之间的相关性确定加工工具的振动加速度预设门限值。4.根据权利要求3所述的镗孔表面粗糙度监测方法,其特征在于,根据加工工具的振动加速度确定加工工具的振动能量,包括以下步骤:在精镗加工时对加工工具的振动状态以及工件镗孔的表面粗糙度进行监测,以收集相互对应的加工工具的振动加速度样本值和工件镗孔的表面粗糙度样本值;将振动加速度样本值从时域转换到频域,以获得相应的振动加速度频谱,并利用所述振动加速度频谱计算加工工具的振动能量值。5.根据权利要求4所述的镗孔表面粗糙度监测方法,其特征在于,利用所述振动加速度频谱计算加工工具的振动能量值,包括以下步骤:在所述振动加速度频谱上计算加工频率及其若干倍频中每个频率的能量值;对加工频率及其若干倍频中每个频率的能量值进行求和,以获得加工工具的振动能量值。6.根据权利要求4或5所述的镗孔表面粗糙度监测方法,其特征在于,利用机器学习的方法分析加工工具的振动能量与工件镗孔的表面粗糙度之间的相关性,包括以下步骤:基于计算得到的加工工具的振动能量值以及测量得到的工件镗孔的表面粗糙度样本值,利用机器学习的方法建立用于描述振动能量与表面粗糙度之间关系的相关性模型。7.根据权利要求6所述的镗孔表面粗糙度监测方法,其特征在于,根据加工工具的振动能量与工件镗孔的表面粗糙度之间的相关性确定加工工具的振动加速度预设门限值,包括以下步骤:利用用于描述振动能量与表面粗糙度之间关系的相关性模型,确定当工件镗孔的表面粗糙度等于表面粗糙度阈值时,与该表面粗糙度对应的振动能量阈值;根据该振动能量阈值确定相应的振动加速度阈值;将所述振动加速度阈值作为加工工具的振动加速度预设门限值;
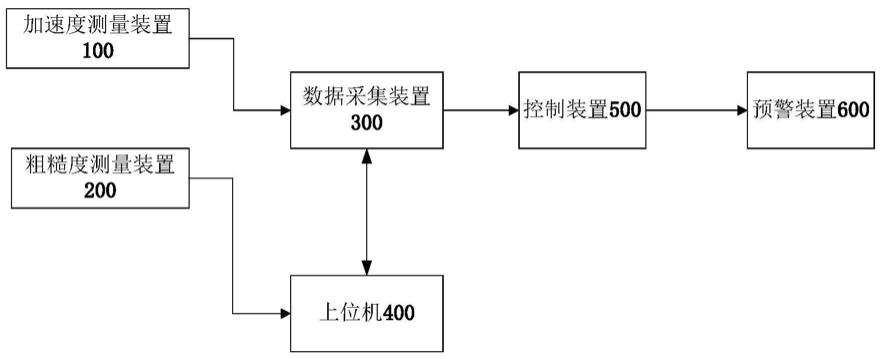
其中,所述表面粗糙度阈值用于表征当工件镗孔的表面粗糙度大于表面粗糙度阈值时工件镗孔的表面粗糙度不合格。8.一种镗孔表面粗糙度监测系统,其特征在于,包括:加速度测量装置,用于在精镗加工时对加工工具的振动加速度进行测量,以获取振动加速度实时测量值;数据采集装置,与所述加速度测量装置连接,用于获取所述加速度测量装置提供的振动加速度实时测量值,对振动加速度实时测量值与振动加速度预存门限值进行比较,并输出比较结果;控制装置,与所述数据采集装置连接,用于根据所述数据采集装置提供的比较结果输出相应的控制信号;预警装置,与所述控制装置连接,用于根据所述控制装置输出的控制信号发出相应的预警提示信息;其中,所述振动加速度预设门限值是对应于工件镗孔的表面粗糙度不合格的门限值。9.根据权利要求8所述的镗孔表面粗糙度监测系统,其特征在于,除了振动加速度实时测量值以外,所述数据采集装置还用于收集所述加速度测量装置获取的加工工具的振动加速度样本值,所述系统还包括粗糙度测量装置和上位机;所述上位机一方面获取所述数据采集装置提供的加工工具的振动加速度样本值,另一方面获取通过粗糙度测量装置测得的工件镗孔的表面粗糙度样本值,利用预存的机器学习算法分析加工工具的振动加速度样本值与工件镗孔的表面粗糙度样本值之间的相关性,根据所述相关性确定所述振动加速度预设门限值,并将所述振动加速度预设门限值提供给所述数据采集装置。10.一种存储介质,其中存储有计算机程序,其特征在于,所述计算机程序被处理器执行时,实现如权利要求1至7中任一项所述的镗孔表面粗糙度监测方法的步骤。
技术总结
本发明公开了一种对进行精镗电主轴的振动状态进行实时监测,并找出振动加速度曲线与表面粗糙度曲线的相关性,以开始出现表面粗糙度不合格现象时的最小振动加速度值为限值,若加工时的振动加速度超过限值,则进行报警,提示表面粗糙度可能不合格,进行人工复测。本发明专利通过监测电主轴的振动加速度来判断表面粗糙度是否合格,将加工后的人工检测转移至加工过程中监控,由抽检或普检变为在线实时检测,实现了质量探测的前移,提高了生产效率,降低了人工成本,且能有效防止质量问题的流出。且能有效防止质量问题的流出。且能有效防止质量问题的流出。
技术研发人员:邱国生 周广奇 徐文强
受保护的技术使用者:北京福田康明斯发动机有限公司
技术研发日:2020.08.05
技术公布日:2022/2/18
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。