1.本实用新型涉及机械制造领域,具体涉及一种多棱体工件多级定位装置。
背景技术:
2.现有技术中加工两端均为多棱体的长型工件时,既有对工件长度的要求,又有工件两端多棱体有角度对称要求,需要将工件插入主轴内对其一端进行多棱体切削,再将工件退出转换另一头插入主轴内,通过测量仪器测量工件内部多棱体的角度,调整工件位置确保另一端加工的面与已经加工端加工的面的角度达到要求,并且每个端盖的加工进给量也有要求,工件插入主轴深度有需要调整,因此每次加工均需要调整至合适位置。这种人工多次测量调整的方法不仅加工效率低,并且残次品率也高。另外,由于长型工件长度和质量也较大,向主轴内孔插拔也比较困难。
技术实现要素:
3.为了解决上述技术问题,本实用新型提供了一种多棱体工件多级定位装置,
4.包括筒体、端盖,所述筒体安装于加工设备的主轴上,所述端盖与所述筒体的一端固接;所述筒体内设有工件角度定位件,所述工件角度定位件为一个以上围绕所述筒体轴心圆周阵列的滚动体,所述滚动体部分突出于所述筒体的内壁;所述端盖上可拆卸地装设第一工件位移定位件;所述端盖内装设第二工件位移定位件。
5.进一步地,所述筒体上开设多个贯通所述筒体侧壁的圆孔,所述滚动体穿设在所述圆孔内。
6.进一步地,所述筒体的内壁上开设多个圆底槽,所述滚动体嵌设在所述圆底槽内。
7.进一步地,所述滚动体为圆柱形滚柱。
8.进一步地,所述第一工件位移定位件为长管轴,长度大于所述筒体的长度,表面设置适于与给进量调整螺盘和锁定螺母螺接的外螺纹;所述端盖上开设中心孔,所述给进量调整螺盘抵接所述端盖时,所述长管轴的定位端通过所述中心孔进入所述筒体内。
9.进一步地,所述端盖上、对应于每个所述工件角度定位件的位置开设观察孔。
10.进一步地,所述第二工件位移定位件为与主轴同心的凸环。
11.进一步地,所述第二工件位移定位件为围绕主轴轴心圆周阵列的多个凸块。
12.与现有技术相比,本实用新型的有益效果是:
13.1.设有工件角度定位件,通过滚动装置让已经加工好的工件装入时自动调整抵到相对应角度的加工斜面上,让每个工件进入时都为固定的角度,确保每个工件均可快速调整至规定位置,节省了调节对准的过程,在提高效率的同时保证工件加工的精准率。
14.2.工件角度定位件为滚动体,可使工件装入时进行滚动运行,滚动运行既减小了工件摩擦力方便插入定位,又用最佳的方式保护了工件表面的尺寸和质量不受损伤。
15.3.第一工件位移定位件定好了第一端加工的进给量,可使第一端加工时插入直接可夹紧加工,加工后可通过长管轴内的管腔伸入推杆将工件从后方推出,方便大型、重型长
工件出料。
16.4.第二工件位移定位件定好了第二端加工的进给量,使用时将第一工件位移定位件拆卸,使第二端加工时插入自动调整角度后直接可夹紧加工。
17.5.第一工件位移定位件拆卸后,端盖的观察孔用于观察工件角度是否对齐,该观察孔也可伸入推杆将工件从后方推出,方便出料。
附图说明
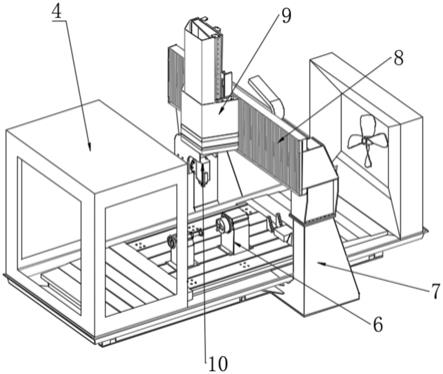
18.图1为本实用新型结构示意图。
19.图2为图1的剖视图。
具体实施方式
20.下面通过结合附图的形式来对本实用新型的具体实施方式来做进一步的详细的说明,但以下实施例仅列举的是较优选的实施例,其仅起到解释说明的作用来帮助理解本实用新型,并不能理解为是对本实用新型作的限定。
21.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。
22.下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
23.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
24.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
25.实施例1
26.如图所示的一种多棱体工件多级定位装置,包括筒体,所述筒体安装于主轴后端,所述端盖2与所述筒体1的一端固接。所述筒体1内设有工件角度定位件3,所述工件角度定位件3为一个以上围绕所述筒体轴心圆周阵列的圆柱形滚柱,本实施例为2个,所述筒体1上开设多个贯通所述筒体侧壁的圆孔7,本实施例为2对4个。2个圆柱形滚柱穿设在所述圆孔7内,圆柱形滚柱的圆周表面部分突出于所述筒体的内壁,圆柱形滚柱能够在圆孔7滚动。
27.所述端盖2上可拆卸地装设第一工件位移定位件6;所述第一工件位移定位件6为长管轴,长度大于所述筒体1的长度,表面设置适于与给进量调整螺盘8和锁定螺母9螺接的外螺纹;所述端盖2上开设中心孔10,所述给进量调整螺盘8抵接所述端盖2时,所述长管轴的定位端通过所述中心孔进入所述筒体1内。所述端盖2上、对应于每个所述工件角度定位
件3的位置开设观察孔5用于观察内部定位状态。
28.所述端盖2内装设第二工件位移定位件4,所述第二工件位移定位件4为与主轴同心的凸环,所述凸环嵌设在所述端盖2的内端面上。
29.所述凸环截面为圆弧形、四边形或三角形,不局限为一种截面。
30.实施例2
31.基本与实施例1相同,不同的地方是:所述筒体1的内壁上开设多个圆底槽,圆柱形滚柱嵌设在所述圆底槽内,并能在圆底槽内滚动。另一个不同是:所述第二工件位移定位件4为围绕主轴轴心圆周阵列的多个凸块。多个凸块嵌设在所述端盖2的内端面上。
32.具体使用方法是:
33.首先通过旋转给进量调整螺盘设定进给量,通过锁定螺母锁定给进量调整螺盘在长管轴上的位置,然后把第一工件位移定位件通过螺钉安装到端盖上,此时长管轴的定位端通过中心孔进入所述筒体内,因为长管轴长度大于筒体的长度,所以加工第一端时加工工件可以直接抵在长管轴的定位端上实现进给量定位,第一端加工完毕时可通过将推杆插入长管轴内对工件进行从后方的推送,方便将大型的长工件从主轴拿出。
34.加工第二端时,拆卸掉第一工件位移定位件,将第一端伸入筒体内,工件路过工件角度定位件后通过滚动装置时一边推进一边进行滚动调整直至滚动装置抵接到相应角度的斜面后实现角度定位,工件继续伸入抵接到第二件位移定位件后实现进给量定位,工件第一端插入时全程可通过观察孔进行观察对比看清工件是否调整完毕,从而确保了工件角度定位的精准,当第二端加工完毕后可通过将推杆插入观察孔内对工件进行从后方的推送,方便将大型的长工件从主轴拿出。
35.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。