1.本发明涉及新能源电池生产领域,具体而言,涉及一种电池转接片的焊接方法。
2.
背景技术:
3.在新能源电池生产领域,转接片焊接是必不可少的一道工序,其作用为连接方壳电池顶盖极柱及电池内部电芯极耳,形成电流导通。目前的焊接方案均选用光纤激光器,激光波段1030nm~1090nm,电池负极转接片为铜材质,铜材对于该波段吸收率极低,且散热极快,因此需要极高的功率密度才能进行深熔焊接,在应用过程中既需要极高的设备功率,也容易因为离焦量的轻微改变导致虚焊。同时由于焊接过程铜材对于光纤激光的吸收率从固态到液态再到匙孔的形成,有着大幅的增长,导致焊接过程极易形成熔池的过度沸腾,形成焊接飞溅,飞溅物残留在电芯内部极易形成电池内部短路,对电池的安全存在巨大隐患。
4.
技术实现要素:
5.本发明旨在至少解决现有技术或相关技术中存在的技术问题之一,至少包括方壳电池转接片焊接采用光纤激光器进行焊接导致焊接过程易形成虚焊缺陷、易产生焊接飞溅,继而影响电池性能的技术问题,而提供一种电池转接片的焊接方法。
6.为此,本发明的一个方面在于,提供了一种电池转接片的焊接方法。
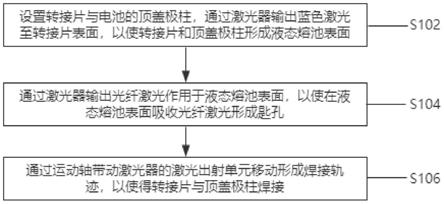
7.有鉴于此,本发明提供了一种电池转接片的焊接方法,所述焊接方法包括:设置转接片与电池的顶盖极柱,通过激光器输出蓝色激光至所述转接片表面,以使所述转接片和所述顶盖极柱形成液态熔池表面;通过所述激光器输出光纤激光作用于所述液态熔池表面,以使在所述液态熔池表面吸收所述光纤激光形成匙孔;通过运动轴带动所述激光器的激光出射单元移动形成焊接轨迹,以使得所述转接片与所述顶盖极柱焊接,其中,所述转接片的材质为铜。
8.本发明所提供的电池转接片的焊接方法,首先将待焊接的转接片与电池的顶盖极柱放置在一起,通过激光器输出蓝色激光至所述转接片表面,蓝色激光照射在铜转接片表面,由于铜材对于蓝色激光的吸收高达50%以上,转接片迅速熔化形成深宽比较小的液态熔池,该过程通过热传导的方式进行,熔池极为稳定,无飞溅产生,并且不受离焦量的轻微变化影响。但此时熔池深度较浅,不能满足转接片和顶盖极柱内侧的有效连接。随后,通过所述激光器输出光纤激光作用于所述液态熔池表面,以使在所述液态熔池表面吸收所述光纤激光形成匙孔,此步骤在形成液态熔池之后,再增加一束高功率密度的光纤激光作用于液态熔池表面,液态熔池对于光纤激光的吸收率已经由固态的2%左右上升至20%左右,此时只需较小的光纤功率即可形成焊接匙孔,增加熔池深度。由于光纤功率的降低避免了熔池的过度沸腾,有效抑制飞溅的产生。接着通过运动轴带动所述激光器的激光出射单元移动形成焊接轨迹,运动轴带动激光出射单元从焊接轨迹起点移动至焊接轨迹终点,随着激光束
的移动,运动方向前方的材料开始熔化,后方的熔池开始冷却凝固,最终形成完整的一条焊缝,使得转接片与电池的顶盖极柱焊接在一起。
9.本发明由于采用蓝色激光和光纤激光通过焊接的方式,使得整体激光利用率较高,利用较低的总功率即可完成转接片激光焊接应用,焊接过程稳定,不易出现虚焊问题,焊接无飞溅产生,焊缝宽度可调节,保证焊缝的过流能力,大幅提高了方壳电池的产品性能。
10.进一步地,所述运动轴采用大理石基座,保证运动过程的稳定性,采用直线电机驱动,移动速度≥100mm/s,激光出射单元通过转接板机械固定在运动轴上。
11.另外,本发明提供的上述技术方案中的电池转接片的焊接方法还可以具有如下附加技术特征:在上述技术方案中,优选地,在所述通过所述激光器输出光纤激光作用于所述液态熔池表面的步骤之后还包括:控制所述激光出射单元中的摆动模块使所述光纤激光按预设轨迹进行摆动。
12.在该技术方案中,通过控制所述激光出射单元中的摆动模块进行摆动,使所述光纤激光按预设轨迹进行摆动运行。在激光器开始触发出光纤激光,同时激光出射单元的摆动模块开始工作,光纤激光经传输聚焦至已形成的液态熔池,光纤激光按一定的轨迹进行摆动,液态熔池吸收光纤激光形成匙孔增加熔深,通过轨迹摆动增加焊缝宽度,可以有效增加焊缝宽度,提高电池过流能力。
13.进一步地,所述激光出射单元的摆动模块,功能与振镜焊接头一样,通过摆动模块中的2个电机分别带着2块反射镜片旋转,从而实现激光束在一定幅面内可以进行一定轨迹的摆动。
14.在上述技术方案中,优选地,所述设置转接片与电池的顶盖极柱的步骤包括:通过焊接夹具使所述转接片与所述顶盖极柱的内侧贴合设置。
15.在该技术方案中,在设置转接片与电池的顶盖极柱时,采用焊接夹具使所述转接片与所述顶盖极柱的内侧贴合设置,可以保证焊接效果,使得焊接更加牢固。
16.在上述技术方案中,优选地,所述焊接夹具包括上压板及下托板;所述通过焊接夹具使所述转接片与所述顶盖极柱的内侧贴合设置的步骤,包括:将所述电池的顶盖放置在所述下托板上,且使所述顶盖极柱的内侧朝上;将带电芯的所述转接片放置在所述顶盖极柱内侧上,通过气缸带动上压板下压,使所述转接片与所述顶盖极柱的内侧贴合。
17.在该技术方案中,焊接夹具进一步包括上压板及下托板,在将转接片与所述顶盖极柱进行贴合时,首先将所述电池的顶盖放置在所述下托板上,且使所述顶盖极柱的内侧朝上;其次将带电芯的所述转接片放置在所述顶盖极柱内侧上,通过气缸带动上压板下压,使所述转接片与所述顶盖极柱的内侧贴合,可保证两者之间无间隙贴紧,进一步保证焊接效果。
18.在上述技术方案中,优选地,所述激光出射单元可同时输出所述光纤激光和所述蓝色激光,所述光纤激光和所述蓝色激光输出方式为同轴输出。
19.在该技术方案中,所述激光出射单元实现连接激光器,并将激光聚焦进行焊接的功能,激光出射单元需要同时满足光纤激光和蓝色激光的输出,输出方式为同轴输出。
20.在上述技术方案中,优选地,所述激光器输出所述蓝色激光至所述转接片表面形
成的所述液态熔池表面为无匙孔的液态熔池表面。
21.在该技术方案中,采用蓝色激光首先将所述转接片表面形成的所述液态熔池表面为无匙孔的液态熔池表面,以便于后续液态熔池吸收大量光纤激光快速形成匙孔,提高焊接效率。
22.在上述技术方案中,优选地,所述蓝色激光的波长为430~470nm。
23.在上述技术方案中,优选地,所述蓝色激光的功率≥500w。
24.在上述技术方案中,优选地,所述光纤激光的波长为1030~1090nm。
25.在上述技术方案中,优选地,所述光纤激光的功率≥1000w。
26.在上述技术方案中,优选地,所述转接片的厚度为0.6~1.0mm。
27.在上述技术方案中,优选地,所述顶盖极柱的材质为铜,所述顶盖极柱的厚度≥2mm。
28.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
29.附图说明
30.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:图1示出了根据本发明一个实施例的电池转接片的焊接方法的流程示意图。
31.图2示出了根据本发明又一个实施例的电池转接片的焊接方法的流程示意图。
32.图3示出了根据本发明再一个实施例的电池转接片的焊接方法的流程示意图。
33.图4示出了铝(al)、银(ag)、金(au)、铜(cu)和镍(ni)五种金属在常温下不同激光波长对应吸收率的示意图。
34.图5示出了相关技术中采用光纤激光焊接转接片的焊缝示意图。
35.图6示出了本发明中采用蓝色激光 光纤激光焊接转接片的焊缝示意图。
36.具体实施方式
37.为了能够更清楚地理解本发明的上述方面、特征和优点,下面结合附图和具体实施方式对本发明进行进一步的详细描述。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
38.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受下面公开的具体实施例的限制。
39.下面参照图1至图3描述根据本发明一些实施例电池转接片的焊接方法。
40.如图1所示,本发明提供了一种电池转接片的焊接方法。焊接方法包括:s102;设置转接片与电池的顶盖极柱,通过激光器输出蓝色激光至转接片表面,以使转接片和顶盖极柱形成液态熔池表面;s104;通过激光器输出光纤激光作用于液态熔池表面,以使在液态熔池表面吸收光纤
激光形成匙孔;s106;通过运动轴带动激光器的激光出射单元移动形成焊接轨迹,以使得转接片与顶盖极柱焊接。
41.本发明所提供的电池转接片的焊接方法,首先将待焊接的转接片与电池的顶盖极柱放置在一起,通过激光器输出蓝色激光至转接片表面,蓝色激光照射在铜转接片表面,由于铜材对于蓝色激光的吸收高达50%以上,转接片迅速熔化形成深宽比较小的液态熔池,该过程通过热传导的方式进行,熔池极为稳定,无飞溅产生,并且不受离焦量的轻微变化影响。但此时熔池深度较浅,不能满足转接片和顶盖极柱内侧的有效连接。随后,通过激光器输出光纤激光作用于液态熔池表面,以使在液态熔池表面吸收光纤激光形成匙孔,此步骤在形成液态熔池之后,再增加一束高功率密度的光纤激光作用于液态熔池表面,液态熔池对于光纤激光的吸收率已经由固态的2%左右上升至20%左右,此时只需较小的光纤功率即可形成焊接匙孔,增加熔池深度。由于光纤功率的降低避免了熔池的过度沸腾,有效抑制飞溅的产生。接着通过运动轴带动激光器的激光出射单元移动形成焊接轨迹,运动轴带动激光出射单元从焊接轨迹起点移动至焊接轨迹终点,随着激光束的移动,运动方向前方的材料开始熔化,后方的熔池开始冷却凝固,最终形成完整的一条焊缝,使得转接片与电池的顶盖极柱焊接在一起。
42.本发明由于采用蓝色激光和光纤激光通过焊接的方式,使得整体激光利用率较高,利用较低的总功率即可完成转接片激光焊接应用,焊接过程稳定,不易出现虚焊问题,焊接无飞溅产生,焊缝宽度可调节,保证焊缝的过流能力,大幅提高了方壳电池的产品性能。
43.进一步地,运动轴采用大理石基座,保证运动过程的稳定性,采用直线电机驱动,移动速度≥100mm/s,激光出射单元通过转接板机械固定在运动轴上。
44.如图2所示,本发明提供的电池转接片的焊接方法的又一实施例。
45.本实施例提供的电池转接片的焊接方法包括:s202;设置转接片与电池的顶盖极柱,通过激光器输出蓝色激光至转接片表面,以使转接片和顶盖极柱形成液态熔池表面;s204;通过激光器输出光纤激光作用于液态熔池表面,以使在液态熔池表面吸收光纤激光形成匙孔;s206;控制激光出射单元中的摆动模块使光纤激光按预设轨迹进行摆动;s208;通过运动轴带动激光器的激光出射单元移动形成焊接轨迹,以使得转接片与顶盖极柱焊接。
46.在该实施例中,通过控制激光出射单元中的摆动模块进行摆动,使光纤激光按预设轨迹进行摆动运行。在激光器开始触发出光纤激光,同时激光出射单元的摆动模块开始工作,光纤激光经传输聚焦至已形成的液态熔池,光纤激光按一定的轨迹进行摆动,液态熔池吸收光纤激光形成匙孔增加熔深,通过轨迹摆动增加焊缝宽度,可以有效增加焊缝宽度,提高电池过流能力。
47.进一步地,激光出射单元的摆动模块,功能与振镜焊接头一样,通过摆动模块中的2个电机分别带着2块反射镜片旋转,从而实现激光束在一定幅面内可以进行一定轨迹的摆动。
48.在本发明提供的一个实施例中,优选地,在设置转接片与电池的顶盖极柱的步骤之前还包括:通过焊接夹具使转接片与顶盖极柱的内侧贴合设置。
49.在该技术方案中,在设置转接片与电池的顶盖极柱时,采用焊接夹具使转接片与顶盖极柱的内侧贴合设置,可以保证焊接效果,使得焊接更加牢固。
50.如图3所示,本发明提供的电池转接片的焊接方法的又一实施例。
51.本实施例提供的电池转接片的焊接方法包括:s302;将电池的顶盖放置在下托板上,且使顶盖极柱的内侧朝上;s304;将带电芯的转接片放置在顶盖极柱内侧上,通过气缸带动上压板下压,使转接片与顶盖极柱的内侧贴合;s306;通过激光器输出蓝色激光至转接片表面,以使转接片和顶盖极柱形成液态熔池表面;s308;通过激光器输出光纤激光作用于液态熔池表面,以使在液态熔池表面吸收光纤激光形成匙孔;s310;控制激光出射单元中的摆动模块使光纤激光按预设轨迹进行摆动;s312;通过运动轴带动激光器的激光出射单元移动形成焊接轨迹,以使得转接片与顶盖极柱焊接。
52.在该技术方案中,焊接夹具进一步包括上压板及下托板,在将转接片与顶盖极柱进行贴合时,首先将电池的顶盖放置在下托板上,且使顶盖极柱的内侧朝上;其次将带电芯的转接片放置在顶盖极柱内侧上,通过气缸带动上压板下压,使转接片与顶盖极柱的内侧贴合,可保证两者之间无间隙贴紧,进一步保证焊接效果。
53.在本发明提供的一个实施例中,优选地,激光出射单元可同时输出光纤激光和蓝色激光,光纤激光和蓝色激光输出方式为同轴输出。
54.在该技术方案中,激光出射单元实现连接激光器,并将激光聚焦进行焊接的功能,激光出射单元需要同时满足光纤激光和蓝色激光的输出,输出方式为同轴输出。
55.在本发明提供的一个实施例中,优选地,激光器输出蓝色激光至转接片表面形成的液态熔池表面为无匙孔的液态熔池表面。
56.在该技术方案中,采用蓝色激光首先将转接片表面形成的液态熔池表面为无匙孔的液态熔池表面,以便于后续液态熔池吸收大量光纤激光快速形成匙孔,提高焊接效率。
57.在本发明提供的一个实施例中,优选地,蓝色激光的波长为430~470nm。
58.在本发明提供的一个实施例中,优选地,蓝色激光的功率≥500w。
59.在本发明提供的一个实施例中,优选地,光纤激光的波长为1030~1090nm。
60.在本发明提供的一个实施例中,优选地,光纤激光的功率≥1000w。
61.在本发明提供的一个实施例中,优选地,转接片的厚度为0.6~1.0mm。
62.在本发明提供的一个实施例中,优选地,顶盖极柱的材质为铜,顶盖极柱的厚度≥2mm。
63.如图4所示可知,铜材在常温下对蓝色激光(430~470nm)吸收率远高于光纤激光(1030~1090nm),因此以蓝色激光作为主要焊接光源能大幅提高焊接过程的可控性。
64.如图5所示,在相关技术中采用光纤激光焊接转接片的焊缝示意图中,可知不利用蓝色激光进行转接片焊接时,焊接过程熔池沸腾严重,极易形成焊接飞溅,焊缝较为粗糙,
有明显的凹凸感。
65.如图6所示,本发明中采用蓝色激光 光纤激光焊接转接片的焊缝示意图中,可知利用蓝色激光进行转接片焊接时,焊接过程熔池极为稳定,无明显波动,无飞溅产生,焊缝较为平整,一致性良好。
66.在本发明的描述中,术语“多个”则指两个或两个以上,除非另有明确的限定,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制;术语“连接”、“安装”、“固定”等均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
67.在本发明的描述中,术语“一个实施例”、“一些实施例”、“具体实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本发明的至少一个实施例或示例中。在本发明中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
68.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
