1.本实用新型涉及防水卷材生产技术领域,特别是一种防水卷材生产用胎基拼接装置。
背景技术:
2.防水卷材主要是用于建筑墙体、屋面、隧道、公路以及垃圾填埋场等处,起到抵御外界雨水、地下水渗漏的一种可卷曲成卷的柔性建材产品,作为工程基础与建筑物之间无渗漏连接,是整个工程防水的第一道屏障,对整个工程起到直观重要的作用。
3.防水卷材在生产的过程中,先通过胎基展卷装置将成卷状的胎基展开,之后通过烘干设备烘干,然后再经过浸涂设备涂上沥青,之后经过冷却覆膜,最后成卷。
4.通常在一卷胎基布展卷完成后需要对胎基布进行拼接,以保证生产的连续性,传统的拼接方式为人工手动拼接,采用缝合线手动将两块胎基布缝合拼接,由于胎基布的硬度比较高,缝合困难比较大,劳动强度比较高;而另一在拼接方式则是在胎基布的边沿涂胶进行粘接,由于胎基布有一定的宽度,在整体涂胶完成后,前面涂的胶容易冷凝,影响粘接的品质。
5.虽然市场上有一些可自动涂胶的机器,但是都是胶头与胎基布同宽,采用按压的方式涂胶,由于胎基布的表面是不平整的,按压涂胶的方式容易造成涂胶不均匀,影响粘接的效果。
技术实现要素:
6.本实用新型需要解决的技术问题是提供一种防水卷材生产用胎基拼接装置,采用移动刷胶的方式,提高涂胶的均匀性。
7.为解决上述技术问题,本实用新型所采取的技术方案如下。
8.防水卷材生产用胎基拼接装置,包括操作台,操作台上设置有用于对胎基布进行加热的加热台,加热台两侧的操作台的侧端分别开设有凹槽,凹槽内设置有l型刷胶支架,凹槽内设置有用于驱动刷胶支架沿凹槽前后移动的刷胶气缸,两个刷胶支架之间设置有丝杠,丝杠上套设有刷胶机构,刷胶支架的侧端设置有用于驱动丝杠转动的丝杠电机;所述加热台的上方通过倒l型压接支架设置有压接机构;位于压接支架后方的操作台上通过压紧支架设置有用于压紧胎基布的压紧机构;所述操作台的前端和后端均设置有用于传送胎基布的传送辊;所述操作台的下方设置有用于控制胎基布拼接的plc控制器,plc控制器的输出端分别连接刷胶气缸和丝杠电机的输入端。
9.上述防水卷材生产用胎基拼接装置,所述刷胶机构包括套设在丝杠上的压胶气缸,压胶气缸的伸缩杆上设置有胶盒,胶盒的底端设置有用于对胎基布进行刷胶的刷头,压胶气缸的输入端连接plc控制器的输出端。
10.上述防水卷材生产用胎基拼接装置,位于丝杠两端的刷胶支架上均设置有用于改变刷胶方向的行程开关,行程开关的输出端连接plc控制器的输入端。
11.上述防水卷材生产用胎基拼接装置,所述压接机构包括设置在倒l型压接支架上的压接气缸,压接支架的下方设置有连接压接气缸的压接块,压接气缸的输入端连接plc控制器的输出端。
12.上述防水卷材生产用胎基拼接装置,所述压紧机构包括设置在压紧支架上的压紧气缸,压紧气缸伸缩杆的端部设置有用于压紧胎基布的压紧块,压紧气缸的输入端连接plc控制器的输出端。
13.上述防水卷材生产用胎基拼接装置,其特征在于:位于加热台前端的操作台上设置有用于采集胎基布边沿信息的红外感应器,红外感应器的输出端连接 plc控制器的输入端。
14.由于采用了以上技术方案,本实用新型所取得技术进步如下。
15.本实用新型通过可左右移动的刷头对胎基布的端部进行刷胶,保证了刷胶的均匀性,在刷胶的过程中,通过加热台进行加热,避免了在刷胶的过程中胶水冷凝,提高了胎基布拼接的效果和拼接的质量。
附图说明
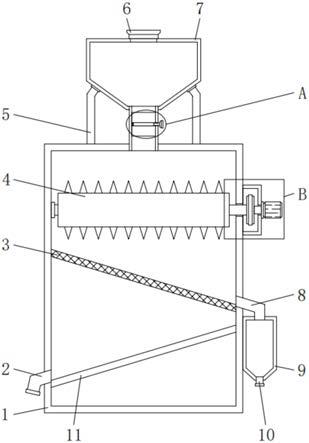
16.图1为本实用新型的结构示意图;
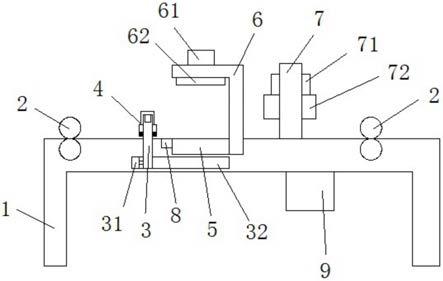
17.图2为本实用新型所述的刷胶机构的结构示意图。
18.其中:1.操作台、2.传送辊、3.刷胶支架、31.刷胶气缸、32.凹槽、33.丝杠、 34.丝杠电机、35.行程开关、4.刷胶机构、41.压胶气缸、42.胶盒、43.刷头、5. 加热台、6.压接支架、61.压接气缸、62.压接块、7.压紧支架、71.压紧气缸、72. 压紧块、8.红外感应器、9.plc控制器。
具体实施方式
19.下面将结合附图和具体实施方式对本实用新型进行进一步详细说明。
20.防水卷材生产用胎基拼接装置,其结构如图1-2所示,包括操作台1,操作台1上设置有加热台5,加热台5的前端通过刷胶支架3设置有刷胶机构4,加热台5的上方通过压接支架6设置有压接机构,位于压接支架6后方的操作台1 上通过压紧支架7设置有压紧机构,操作台1的前端和后端均设置有传送辊2,用来传送胎基布,操作台1的下方设置有plc控制器9,用来控制胎基布拼接。
21.加热台5与胎基布同宽,用来给涂胶的胎基布进行加热,防止胶水冷凝,提高粘接的效果,加热台5内设置有加热器,用来给加热台加热,加热器的输入端连接plc控制器的输出端,在胎基布传送的过程中加热器不工作,在胎基布涂胶拼接时,plc控制器启动加热器,加热台对胎基布进行加热,能够有效防止胶水冷凝。
22.位于加热台5两侧操作台1的侧端分别开设有长度相同的凹槽32,凹槽内设置有l型刷胶支架3,凹槽内设置有刷胶气缸31,刷胶气缸31伸缩杆的端部连接在刷胶支架3上,用来驱动刷胶支架前后移动,刷胶气缸的输入端连接plc 控制器的输出端。
23.两个刷胶支架3之间设置有丝杠33,刷胶机构4套设在丝杠33上,刷胶支架3的侧端设置有丝杠电机34,用来驱动丝杆转动,从而驱动刷胶机构左右移动,对加热台上的胎基布进行左右刷胶,丝杠电机的输入端连接plc控制器的输出端。
24.位于丝杠33两端的刷胶支架3上均设置有行程开关35,用来改变刷胶方向,行程开关的输出端连接plc控制器的输入端。
25.刷胶机构4包括套设在丝杠33上的压胶气缸41,压胶气缸41上设置有胶盒42,用来放置胶水,胶盒42的底端设置有刷头43,用来对胎基布进行刷胶,胶盒42的底部设置按压开关,当向下按压时,胶盒出胶,压胶气缸的输入端连接plc控制器的输出端。在需要对胎基布涂胶时,刷胶气缸驱动刷胶支架向前移动,将胶头移动到加热台处,压胶气缸向下压胶头,使胶盒出胶,丝杠电机启动,带动胶头左右移动对加热台上的胎基布进行刷胶,刷胶完成后,压胶气缸回位,刷胶气缸带动刷胶支架回到加热台的前端,不妨碍压接机构对胎基布进行压接。
26.压接支架6设置为l型,压接机构通过倒l型压接支架6设置在加热台5 的上方。压接机构包括设置在倒l型压接支架6上的压接气缸61,压接支架6 的下方设置有压接块62,压接块62连接在压接气缸61伸缩杆的端部,压接气缸的输入端连接plc控制器的输出端。在胶头涂胶完成刷胶支架复位后,将需要拼接的胎基布防止在已涂胶胎基布的上方,压接气缸驱动压接块向下移动,对两块胎基布进行压接。
27.压紧机构包括设置在压紧支架7上的压紧气缸71,压紧气缸71伸缩杆的端部设置有压紧块72,用来压紧胎基布,防止胎基布移动,便于涂胶压接,压紧气缸的输入端连接plc控制器的输出端。
28.位于加热台5前端的操作台1上设置有红外感应器8,用来采集胎基布的边沿信息,红外感应器的输出端连接plc控制器的输入端。
29.本实用新型在对胎基布进行压接时,当红外传感器检测不到胎基布时,plc 控制器给压紧气缸发出控制指令,压紧气缸驱动压紧块将胎基布压紧,此时胎基布的端部正好位于加热台处,plc控制器分别给刷胶气缸、压胶气缸和丝杠电机发出控制指令,对加热台上的胎基布进行刷胶,在刷胶的过程中,加热台对胎基布进行加热,防止胶水冷凝,刷胶完成后,刷胶气缸和压胶气缸复位,将需要拼接胎基布的端部放置在已刷胶的胎基布上,压接气缸启动,通过下压压接块将两块胎基布拼接在一起,拼接完成后,加热台停止加热,压接气缸和压紧气缸复位,胎基布通过传送辊向前传送。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。