1.本实用新型涉及一种控制系统,尤其涉及一种自动化工件输送抓取控制系统。
背景技术:
2.随着技术的发展,工业生产线逐渐向无人化、智能化转变,比如自动传输线,通过传送设备(包括传送带以及传动带安装控制设备等)将工件从上一个加工完成位置传输至下一个加工地点,到达目的地点后通过机器人对工件进行抓取,现有技术中,对于工件的抓取,主要通过机器视觉,比如图像识别等方式等进行判断,控制,但是现有技术普遍存在需要复杂的算法实现,而且在工件抓取时需要对工件的姿态进行识别,更是加大算法复杂度,使得使用成本高,而且,无法对工件在传送带上是否发生堆叠则无法判断,并且,在抓取过程中无法获取工件自身的信息,从而无法实现后续追溯。
3.因此,为了解决上述技术问题,亟需提出一种新的技术手段加以解决。
技术实现要素:
4.有鉴于此,本实用新型的目的是提供一种自动化工件输送抓取控制系统,在机器人抓取过程中能够对工件的姿态以及位置限定在合理范围,减少工业机器人抓取过程中的姿态调整过程,而且能够对工件是否堆叠进行检测以及对工件的信息进行及时获取,便于后续进行追溯。
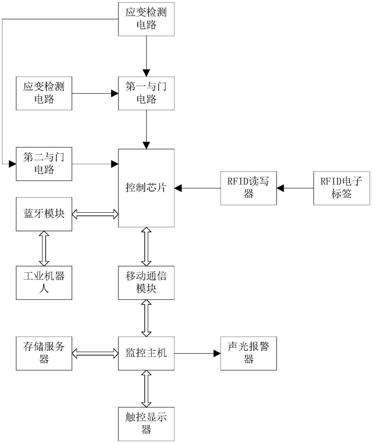
5.本实用新型提供的一种自动化工件输送抓取控制系统,包括工件定位设备、工件信息读取单元、控制单元以及远程监控单元;
6.所述工件定位设备,设置于工件输送带的末端,用于对工件姿态调整以及对工件位置进行检测并输出;
7.所述工件信息读取单元,用于读取工件信息并输出;
8.所述控制单元,用于接收工件定位设备输出的工件位置信息并传输至工业机器人,且控制单元接收工件信息读取单元输出的工件信息以及工件定位设备输出的检测信息并传输至远程监控单元;
9.远程监控单元,与控制单元通信连接,用于接收控制单元输出的信息并进行存储管理。
10.进一步,所述工件设备定位设备包括定位块,所述定位块设置有v形定位口,所述v形定位口迎向工件传送方向;
11.所述定位块还设置有工件检测电路,所述工件检测电路包括两个电阻应变片、两个结构相同的应变检测电路、第一与门电路以及第二与门电路;
12.所述两个电阻应变片分别设置于v形定位口的两侧壁,所述两个结构相同的应变检测电路分别检测两个电阻应变片在工件压力条件下电阻变化状态;
13.两个应变检测电路的第一输出端分别于第一与门电路两个输入端,两个应变检测电路的第二输出端连接于第二与门电路的两个输入端;
14.第一与门电路和第二与门电路的输出端连接于控制单元。
15.进一步,所述应变检测电路包括电阻应变片fr1、电阻r2、电阻r3、电阻r4、电阻r5、电阻r6、电阻r7、比较器u1和比较器u2;
16.电阻r2的一端通过电阻应变片fr1连接于电源vdd,电阻r2的另一端通过电阻r3接地;
17.比较器u1的反相端通过电阻r4连接于电源vdd,比较器u1的反相端通过电阻r5接地;比较器u2的反相端通过电阻r7连接于电源vdd,比较器u2的反相端通过电阻r6接地,比较器u1的同相端连接于电阻r2和电阻应变片fr1之间的公共连接点,比较器u2的同相端连接于电阻r2和电阻r3的公共连接点,比较器u1的输出端作为应变检测电路的第一输出端,比较器u2的输出端作为应变检测电路的第二输出端。
18.进一步,所述工件信息读取单元包括rfid电子标签和rfid读写器;
19.所述rfid电子标签设置于工件上,所述rfid读写器与控制单元通信连接。
20.进一步,所述控制单元包括控制芯片、蓝牙模块以及移动通信模块;
21.所述控制芯片与工件定位设备的输出端连接,所述控制芯片与rfid读写器通信连接,控制芯片通过蓝牙模块与工业机器人通信连接,控制芯片通过移动通信模块与远程监控单元通信连接。
22.进一步,所述移动通信模块为4g或者5g通信模块。
23.进一步,所述远程监控单元包括监控主机、存储服务器以及触控显示器;
24.所述监控主机与存储服务器和触控显示器通信连接,所述监控主机与控制单元通信连接。
25.本实用新型的有益效果:通过本实用新型,在机器人抓取过程中能够对工件的姿态以及位置限定在合理范围,减少工业机器人抓取过程中的姿态调整过程,而且能够对工件是否堆叠进行检测以及对工件的信息进行及时获取,便于后续进行追溯。
附图说明
26.下面结合附图和实施例对本实用新型作进一步描述:
27.图1为本实用新型的电气结构示意图。
28.图2为本实用新型的应变检测电路原理图。
29.图3为定位块结构示意图。
30.图4为定位块应用结构示意图。
具体实施方式
31.以下结合说明书附图对本实用新型做出进一步详细说明:
32.本实用新型提供的一种自动化工件输送抓取控制系统,包括工件定位设备、工件信息读取单元、控制单元以及远程监控单元;
33.所述工件定位设备,设置于工件输送带的末端,用于对工件姿态调整以及对工件位置进行检测并输出;
34.所述工件信息读取单元,用于读取工件信息并输出;
35.所述控制单元,用于接收工件定位设备输出的工件位置信息并传输至工业机器
人,且控制单元接收工件信息读取单元输出的工件信息以及工件定位设备输出的检测信息并传输至远程监控单元;
36.远程监控单元,与控制单元通信连接,用于接收控制单元输出的信息并进行存储管理,通过上述结构,在机器人抓取过程中能够对工件的姿态以及位置限定在合理范围,减少工业机器人抓取过程中的姿态调整过程,而且能够对工件是否堆叠进行检测以及对工件的信息进行及时获取,便于后续进行追溯。
37.本实施例中,所述工件设备定位设备包括定位块1,所述定位块设置有v形定位口2,所述v形定位口2迎向工件传送方向;具体如图3所示;在图4中,4为传送带,5为工件,工件由图4中从左向右运动,通过定位扣,一方面可以将工件限定在合理的抓取位置,从而避免工业机器人通过复杂的图像算法来识别工件位置,另一方面,v形定位扣可以对工件的姿态进行一定的限定调整,方便工业机器人进行抓取;
38.所述定位块还设置有工件检测电路,所述工件检测电路包括两个电阻应变片、两个结构相同的应变检测电路、第一与门电路以及第二与门电路;
39.所述两个电阻应变片3分别设置于v形定位口2的两侧壁,所述两个结构相同的应变检测电路分别检测两个电阻应变片在工件压力条件下电阻变化状态;
40.两个应变检测电路的第一输出端分别于第一与门电路两个输入端,两个应变检测电路的第二输出端连接于第二与门电路的两个输入端;
41.第一与门电路和第二与门电路的输出端连接于控制单元;具体地:
42.所述应变检测电路包括电阻应变片fr1、电阻r2、电阻r3、电阻r4、电阻r5、电阻r6、电阻r7、比较器u1和比较器u2;
43.电阻r2的一端通过电阻应变片fr1连接于电源vdd,电阻r2的另一端通过电阻r3接地;
44.比较器u1的反相端通过电阻r4连接于电源vdd,比较器u1的反相端通过电阻r5接地;比较器u2的反相端通过电阻r7连接于电源vdd,比较器u2的反相端通过电阻r6接地,比较器u1的同相端连接于电阻r2和电阻应变片fr1之间的公共连接点,比较器u2的同相端连接于电阻r2和电阻r3的公共连接点,比较器u1的输出端作为应变检测电路的第一输出端,比较器u2的输出端作为应变检测电路的第二输出端;
45.当工件到达定位块后,表明工件已经就位,需要机器人及时抓取,则通过以下判断:当工件达到v形定位口后,当两个电阻应变片均有阻值变化时,则由控制单元向机器人发送抓取控制命令,否则,等待两个应变片具有阻值变化;如图2所示:当电阻应变片受力时,其电阻值增大,那么电阻r2上的分压就会减小,当小于第一设定值时,即电阻r4和电阻r5之间的分压,则比较器u1输出高电平,当两个应变检测电路的比较器u1均输出高电平,则第一与门电路输出高电平,则表明工件就位,可以抓取,此时电阻r3的电压大于电阻r6和电阻r7之间的分压;当两个应变片的阻值继续增大,此时电阻r3的电压持续减小,当小于电阻r6和电阻r7之间的分压时,则比较器u2输出高电平,当两个应变检测电路的比较器u2均输出高电平,则第二与门电路输出高电平,则表明定位口处存在工件堆积,因为当工件堆积到定位口时,由于工件与传送带之间的摩擦力使得多个工件同时向电阻应变片施力,从而使得电阻应变片的阻值增大,此时,则通过控制芯片以及报警器进行报警,需要及时处理。
46.本实施例中,所述工件信息读取单元包括rfid电子标签和rfid读写器;
47.所述rfid电子标签设置于工件上,所述rfid读写器与控制单元通信连接,当上一个工位或者加工完成地点完成工件加工后,将每一个工件的加工情况均写入到电子标签中,即rfid电子标签,通过后续一个工位处进行电子标签的信息的读取,可以了解前一个工位或者加工地点工件的情况,利于后续的加工处理,而且当工件存在质量问题,则利于后续追溯。
48.本实施例中,所述控制单元包括控制芯片、蓝牙模块以及移动通信模块;
49.所述控制芯片与工件定位设备的输出端连接,所述控制芯片与rfid读写器通信连接,控制芯片通过蓝牙模块与工业机器人通信连接,控制芯片通过移动通信模块与远程监控单元通信连接,控制芯片采用现有的单片机,比如stm32系列单片机,控制芯片将工件定位设备的输出工件就位信息传输至机器人,方便机器人动作,并且将rfid读写器输出的信息以及工件堆积信息传输监控中心,由远程监控单元进行分析处理。
50.其中,所述移动通信模块为4g或者5g通信模块。
51.本实施例中,所述远程监控单元包括监控主机、存储服务器以及触控显示器;
52.所述监控主机与存储服务器和触控显示器通信连接,所述监控主机与控制单元通信连接,远程监控中心(或者车间的调度室等)的工作人员通过触控显示器获取当前的信息,并通过触控显示器进行相应指令输入,当出现工件堆积,则由与监控主机连接的声光报警器进行告警,工作人员进行相应的处理,比如调整传送带速度、提升机器人抓取速度等等操作。
53.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。