1.本实用新型涉及首饰加工设备领域,具体涉及一种耳针焊接用自动上料装置。
背景技术:
2.耳钉是耳朵上的一种饰物,其比耳环小,形如钉状。耳钉通常包括饰件(也称为耳花)、耳针及耳堵,其中,耳垂前边是耳钉的造型即饰件,耳针一端与饰件连接,耳针穿过耳洞,耳垂后边是耳堵,耳堵套于耳针上。在耳钉的实际生产过程中,饰件与耳针通常是分开生产的,然后再在焊接装置上将耳针的一端与饰件进行焊接固定。目前,很多工厂在耳钉焊接时,主要还是通过人工通过镊子将耳针放入焊接装置中进行焊接,且由于耳钉通常较小,工人用镊子夹取耳针时具有一定难度,导致工人劳动强度大,易疲劳,生产效率低。
技术实现要素:
3.本实用新型旨在至少解决上述背景技术中提出的技术问题之一,提供一种耳针焊接用自动上料装置,其能够降低耳钉焊接的劳动强度。
4.为达到上述目的,本实用新型所采用的技术方案是:
5.一种耳针焊接用自动上料装置,包括:
6.机架;
7.转向盘,其与机架转动连接,转向盘的其中一端面设有若干接料槽,接料槽沿转向盘的径向延伸,每一接料槽仅能够容纳一个耳针;
8.存料架,存料架与机架连接,用于存储耳针,存料架倾斜设置并朝向转向盘延伸,以将耳针传送至转向盘呈水平状态的一接料槽中;及
9.上料驱动件,上料驱动件与转向盘连接,以驱动转向盘绕一水平轴线间歇自转,当接料槽随转向盘转动至竖向状态时,位于接料槽中的耳针能够在自身重力的作用下滑出接料槽,以向耳钉焊接装置上料。
10.进一步地,还包括导料件,导料件与机架连接并位于转向盘的下方,导料件内设有仅供一个耳针通过的导向通道,导向通道用于将滑出接料槽的耳针导向向耳钉焊接装置进行焊接作业。
11.进一步地,转向盘包括盘体、转动轴及连接于盘体一端面上的若干对凸台,转动轴与盘体背向凸台的端面中心垂直连接,转动轴与机架转动连接,每对中的两个凸台分别位于盘体圆心的相对两侧,每一凸台面向另一凸台的侧面凹设有所述接料槽,每一凸台上还开设有导引通道,导引通道与接料槽平行间隔设置,当每对凸台转动至与竖向平行时,其中一凸台的接料槽与另一凸台的导引通道连通。
12.进一步地,存料架包括与机架连接的架体及送料臂,送料臂一端与架体连接,送料臂另一端朝上弯折形成挡料部,以对耳针进行阻挡;每一凸台开设有对送料臂避位的避让孔,避让孔贯通接料槽及导引通道,送料臂设有挡料部的一端能够伸入避让孔中,以将耳针导向接料槽,并使凸台能够越过送料臂进行转动,且通过接料槽带动最靠近挡料部的一耳
针转动。
13.进一步地,接料槽贯通凸台面向转向盘圆心的一端,接料槽远离转向盘圆心的一端为封闭端;导引通道贯通凸台的相对两端。
14.进一步地,上料驱动件包括旋转电机及槽轮机构,旋转电机通过槽轮机构与转向盘连接,以驱动转向盘绕一水平轴线间歇自转。
15.进一步地,槽轮机构包括主动拨盘及从动槽轮;主动拨盘与旋转电机连接,主动拨盘面向从动槽轮的一侧间隔凸设有锁定块及拨销,锁定块设有外凸锁定弧;从动槽轮与转向盘同轴连接,从动槽轮上开设有多个与拨销配合使用的径向槽,相邻两个径向槽之间为与主动拨盘的外凸锁定弧配合的内凹面;主动拨盘能够在旋转电机的驱动下转动,以使拨销转入从动槽轮的径向槽中,从而带动从动槽轮及与转向盘间歇转动,当拨销转出径向槽时,锁定块的外凸锁定弧能够转入从动槽轮的内凹面中,以对从动槽轮锁定。
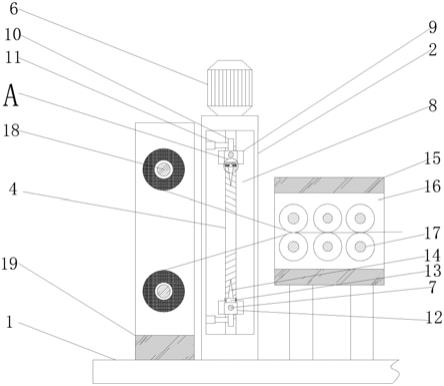
16.进一步地,耳针焊接用自动上料装置还包括抵压件,抵压件包括抵压板及抵压驱动件,抵压板的一侧与机架转动连接,抵压驱动件与抵压板连接,以驱动抵压板在一第一位置及一第二位置之间转动,当抵压板位于第一位置时,抵压板远离导向通道,以允许耳针从导向通道进入耳钉焊接装置上;在抵压板从第一位置向第二位置转动的过程中,抵压板能够抵压于耳钉焊接装置上耳针的顶端,从而将耳针压向至预设的焊接位置。
17.进一步地,转向盘上设有两对所述凸台,两对凸台相对垂直,上料驱动件能够驱动转向盘每次转动90
°
。
18.进一步地,送料臂的数量为多个,多个送料臂沿水平方向间隔分布;每一凸台上对应多个送料臂贯通开设有多个避让孔。
19.由于采用上述技术方案,本实用新型具有以下有益效果:
20.上述耳针焊接用自动上料装置,包括转向盘、存料架及导料件,使用时,可通过存料架存放并将耳针传送至转向盘呈水平状态的接料槽中;上料驱动件与转向盘连接,以驱动转向盘绕一水平轴线间歇自转,当接料槽随转向盘转动至竖向状态时,位于接料槽中的耳针能够在自身重力的作用下沿接料槽运动至竖向的导向通道中,并被导向通道导向一耳钉焊接装置进行焊接作业,实现耳针焊接的自动上料,其使用时只需要进耳针放置入存料架上即可,相较于现有技术,其能够降低耳钉焊接的劳动强度。
附图说明
21.图1为本实用新型一较佳实施方式中耳针焊接用自动上料装置的立体图。
22.图2为图1所示耳针焊接用自动上料装置在另一视角的立体图。
23.图3为图1所示耳针焊接用自动上料装置去掉存料架上耳针后在另一视角的立体图。
24.图4为图5所示耳针焊接用自动上料装置的部分结构在另一视角的立体图。
25.图5为图1所示耳针焊接用自动上料装置去掉旋转电机后在另一视角的立体图。
26.图6为本实用新型另一实施方式耳针焊接用自动上料装置中存料架的结构图。
27.主要元件符号说明
28.1、机架;61、转向盘;611、接料槽;612、盘体;613、转动轴;614、凸台;615、导引通道;616、避让孔;62、存料架;621、架体;624、送料臂;625、挡料部;627、限位板; 63、导料件;
630、导向通道;64、上料驱动件;641、槽轮机构;642、旋转电机;643、主动拨盘;644、从动槽轮;645、锁定块;646、拨销;647、外凸锁定弧;648、径向槽;649、内凹面;65、抵压件;651、抵压板;653、抵压驱动件;300、耳钉焊接装置。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
31.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
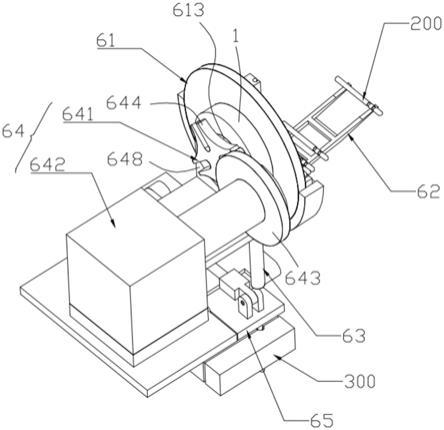
32.请一并参见图1至图2,本实用新型一较佳实施方式提供一种耳针焊接用自动上料装置,用于向耳钉焊接装置300提供耳针200。耳针焊接用自动上料装置包括机架1、转向盘61、存料架62、导料件63及上料驱动件64。
33.机架1通常为板和/或杆等连接构成的架体结构,其属于现有技术,为省略篇幅,这里不再赘述。在本实施方式中,为了便于观察元件,省去了部分机架1的绘制。请一并参见图3 至图4,转向盘61与机架1转动连接,转向盘61的其中一端面设有若干接料槽611,接料槽 611沿转向盘61的径向延伸,每一接料槽611仅能够容纳一个耳针200。存料架62与机架1 连接,用于存储耳针200,存料架62倾斜设置并朝向转向盘61延伸,以将耳针200传送至转向盘61呈水平状态的一接料槽611中。导料件63与机架1连接并位于转向盘61的下方,导料件63内设有仅供一个耳针200通过的导向通道630。上料驱动件64与转向盘61连接,以驱动转向盘61绕一水平轴线间歇自转,当接料槽611随转向盘61转动至竖向状态时,位于接料槽611中的耳针200能够在自身重力的作用下沿接料槽611运动至竖向的导向通道630 中,并被导向通道630导向一耳钉焊接装置300进行焊接作业。
34.在本实施方式中,转向盘61包括盘体612、转动轴613及连接于盘体612一端面上的若干对凸台614。转动轴613与盘体612背向凸台614的端面中心垂直连接,转动轴613通过轴承等与机架1实现转动连接。在本实施方式中,转向盘61上设有两对凸台614,两对凸台 614相互垂直,每对中的两个凸台614分别位于盘体612圆心的相对两侧,每一凸台614面向另一凸台614的侧面凹设有一所述接料槽611;在本实施方式中,接料槽611贯通凸台614 面向转向盘61圆心的一端,接料槽611远离转向盘61圆心的一端为封闭端。每一凸台614 上还开设有导引通道615,导引通道615与接料槽611平行间隔设置。在本实施方式中,导引通道615贯通凸台614的相对两端。当每对凸台614转动至与竖向平行时,其中一凸台614 的接料槽611
通过另一凸台614的导引通道615与导向通道630连通,以通过另一凸台614 的导引通道615对耳针200进行导向,确保耳针200能够顺利进入导料件63的导向通道630。
35.存料架62自靠近转向盘61的方向逐渐向下倾斜,在本实施方式中,存料架62包括架体 621及送料臂624,架体621与机架1连接,架体621自靠近转向盘61的方向逐渐向下倾斜;送料臂624连接于架体621面向转向盘61的一侧,本实施方式中,送料臂624的数量为两个,两个送料臂624平行相对设置且均朝向转向盘61延伸,且送料臂624倾斜设置并自靠近转向盘61的方向逐渐向下倾斜,送料臂624用于将架体621上的耳针200导向呈水平状态的一接料槽611中,具体地:送料臂624一端与架体621连接,送料臂624另一端朝上弯折形成挡料部625,以对沿架体621运动至送料臂624的耳针200进行阻挡,耳针200在自身重力的作用下能够沿架体621滑动至送料臂624上并最终被挡料部625阻挡以停留于存料架62上,实现耳针200的暂存;每一凸台614开设有对送料臂624避位的避让孔616,避让孔616贯通接料槽611及导引通道615,送料臂624设有挡料部625的一端能够伸入避让孔616中,以将耳针200导向接料槽611,并使凸台614能够越过送料臂624进行转动,且通过接料槽 611带动最靠近挡料部625的一耳针200一同转动。
36.请一并参见图6,在另一实施方式中,存料架62架体621的相对两侧还分别连接一限位板627,通过限位板627对架体621上耳针200的相对两端进行限位,防止耳针200从存料架62上意外掉落,且两个限位板627与架体621之间还围成一导料通道,以对耳针200导向,进一步确保架体621上的耳针200能够顺利进入转向盘61上的接料槽611中。
37.在本实施方式中,上料驱动件64包括旋转电机642及槽轮机构614,旋转电机642装设于机架1上,槽轮机构614的输入端与旋转电机642连接,槽轮机构614的输出端与转向盘 61连接,以驱动转向盘61间歇自转。具体地,槽轮机构614包括主动拨盘643及从动槽轮 644;主动拨盘643与旋转电机642连接,主动拨盘643面向从动槽轮644的一侧凸设有锁定块645及两个拨销646,锁定块645的相对两端均设有外凸锁定弧647,两个拨销646分别位于锁定块645的相对两侧;从动槽轮644固定地套设于转动轴613上,以通过转动轴613与转向盘61同轴连接,从动槽轮644上开设有多个与拨销646配合使用且沿从动槽轮644径向延伸的径向槽648,在本实施方式中,从动槽轮644上均匀开设有4个径向槽648,相邻两个径向槽648之间为与外凸锁定弧647配合的内凹面649。主动拨盘643能够在旋转电机642 的驱动下转动,以使拨销646转入从动槽轮644的径向槽648中,从而带动从动槽轮644间歇转动,当拨销646转出径向槽648时,锁定块645的外凸锁定弧647能够伸入从动槽轮644 的内凹面649中,以对从动槽轮644锁定,防止从动槽轮644意外转动。具体地,在本实施方式中,主动拨盘643上设有两个拨销646,因此,当主动拨盘643每转动一周时,从动槽轮644将被拨动旋转2次,从动槽轮644每次旋转360
°
/4=90
°
,由于从动槽轮644与转向盘61同轴固定连接,因此,转向盘61也随从动槽轮644每次旋转90
°
,进而能够将呈水平状态的接料槽611及耳针200转动至竖直状态,以便于焊接作业的进行。
38.从导向通道630出口掉落的耳针200在自身重力的作用下自动进入耳钉焊接装置300的进料通道(图未示)中,由于耳针200与耳钉焊接装置300的进料通道之间存在摩擦等因素,因此,可能出现耳针200不能自动到达预设焊接位置的情况。请一并参见图5,在本实施方式中,耳针焊接用自动上料装置还包括抵压件65,抵压件65用于向到达耳钉焊接装置300 上的耳针200施加一压力,以将未自动到达预设焊接位置的耳针200压向至预设的焊接
位置。在本实施方式中,抵压件65包括抵压板651及抵压驱动件653,抵压板651的一侧与机架1 转动连接,抵压驱动件653与抵压板651连接,以驱动抵压板651转动从而对耳针200一端施加压力。具体地,抵压驱动件653可采用现有技术的油缸、电动推杆等驱动装置,抵压驱动件653装设于机架1上并与抵压板651铰接,抵压驱动件653能够驱动抵压板651在一第一位置及一第二位置之间转动,当抵压板651位于第一位置时,抵压板651远离导向通道630 的出口,以允许耳针200从导向通道630进入耳钉焊接装置300的进料通道(未标示)中;在抵压板651从第一位置向第二位置转动的过程中,抵压板651能够抵压于耳钉焊接装置300 上耳针200的顶端,从而将未能自动到达预设焊接位置的耳针200压向至预设的焊接位置。
39.耳针焊接用自动上料装置使用时,首先,将多个耳针200放入存料架62上,耳针200能够在自身重力的作用下沿架体621滑动至送料臂624上,直至被挡料部625阻挡而停止滑动,此时,最靠近挡料部625的一耳针200被送料臂624引导至转向盘61上呈水平状态的一个接料槽611中。在本实施方式中,送料臂624将耳针200送入图3左侧的呈水平状态的接料槽 611中。
40.上料驱动件64通过旋转电机642及槽轮机构614的配合带动转向盘61转动90
°
,在本实施方式中,上料驱动件64带动转向盘61沿图3的顺时针转动,在此过程中,通过接料槽 611的限位能够防止耳针200脱离接料槽611;在转向盘61越过送料臂624转动的过程中,转向盘61通过接料槽611带动最靠近挡料部625的一个耳针200一同运动;当最靠近挡料部 625的耳针200被转向盘61带走后,存料架62上的其他耳针200会在重力作用下继续朝挡料部625运动,直至下一耳针200与挡料部625抵靠。转向盘61沿顺时针转动90
°
时停止,此时,原先位于图3中左侧呈水平状态的接料槽611转动至竖向状态,在重力的作用下,位于该接料槽611中的耳针200沿接料槽611滑动至位于其下方的导引通道615中,并依次通过导引通道615、导向通道630落入耳钉焊接装置300中以与饰件焊接;原先位于图3中底部的呈竖向状态的凸台614转动至水平状态,且其接料槽611位于最靠近挡料部625的耳针 200下方,以待下一次上料。耳钉焊接装置300的结构属于现有技术,为省略篇幅,这里不再赘述。
41.上述耳针焊接用自动上料装置,包括转向盘61、存料架62及导料件63,使用时,可通过存料架62存放并将耳针200传送至转向盘61呈水平状态的接料槽611中;上料驱动件64 与转向盘61连接,以驱动转向盘61绕一水平轴线间歇自转,当接料槽611随转向盘61转动至竖向状态时,位于接料槽611中的耳针200能够在自身重力的作用下沿接料槽611运动至竖向的导向通道630中,并被导向通道630导向一耳钉焊接装置300进行焊接作业,实现耳针200焊接的自动上料,其使用时只需要将耳针200放置于存料架62上即可,相较于现有技术,其能够降低耳钉焊接的劳动强度。
42.可以理解,送料臂624的数量不限于本实施例的两个,其也可以根据需要设置为其他数目,只要能够将耳针200引导至转向盘61的接料槽611中即可,每一凸台614上的避让孔 616可对应送料臂624进行设置。
43.可以理解,上料驱动件64的结构不限于本实施例,其也可以采用现有技术中其他结构的驱动装置,例如,可采用间歇分割器驱动转向盘61间歇运动。
44.可以理解,导料件63可以省略,滑出接料槽611的耳针200可直接导向耳钉焊接装置 300上料。
45.上述说明是针对本实用新型较佳可行实施例的详细说明,但实施例并非用以限定
本实用新型的专利申请范围,凡本实用新型所提示的技术精神下所完成的同等变化或修饰变更,均应属于本实用新型所涵盖专利范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。