1.本发明涉及一种双轴取向聚酯膜。
背景技术:
2.从加工性等的观点考虑,双轴取向聚酯膜被用于广泛用途。
3.作为上述技术的一例,在日本特开2018
‑
021168号公报中公开了一种双轴取向聚酯膜,其中,在膜主取向轴方向和与其形成直角的方向的、从25℃至150℃的升温过程中的膜膨胀率测量中,150℃下的膜膨胀率分别为0.5%以上且1.5%以下。
4.在日本特开2002
‑
361736号公报中公开了一种硬涂用双轴拉伸聚酯膜,其中,在50℃~100℃下相对于30℃的宽度方向的热膨胀率为
‑
0.5%~0.5%,且满足下述式1~2。在下述式1~2中,r为膜膜厚,δr为膜膜厚偏差。
5.10μm<r<500μm
……
式1
6.δr/r<0.05
……
式2
7.在h本特开2017
‑
127980号公报中公开了一种聚酯膜,其通过与包含非晶性树脂的透明导电基板贴合来使用,该聚酯膜中,在md、td方向上以150℃热处理30分钟之后的热收缩率、50℃至150℃的线膨胀系数及膜雾度在特定的范围内。
8.在日本特开2008
‑
265318号公报中公开了一种挠性显示基板用双轴取向聚酯膜,其特征在于,在将聚乙烯萘二羧酸酯作为主要成分而成的双轴取向聚酯膜中,膜厚度为12~50μm、200℃
×
10分钟下的热收缩率在膜的长边方向及宽度方向上均为
‑
0.1%以上且0.1%以下,且每1m
×
3m,膜表面的波纹、褶皱的数量为0个以上且5个以下。
技术实现要素:
9.发明要解决的技术课题
10.双轴取向聚酯膜(以下,还简称为“膜”。)有时可用作各种功能性膜的膜基材。例如,能够通过在双轴取向聚酯膜上形成与目的对应的功能性层(例如,装饰层)来制造功能性膜。功能性层通常通过将液态组合物(例如,涂布液)涂布于双轴取向聚酯膜上来形成。
11.然而,例如,若在功能性层的形成过程(例如,加热干燥)中对双轴取向聚酯膜进行加热,则有时会产生条纹状缺陷区域。“条纹状缺陷”为沿着膜的长边方向以条纹状延伸且在膜的宽度方向上表现为凹凸的褶皱,并且是指必然产生的褶皱。条纹状缺陷不是在制造膜时的热处理中产生,而是源自在对预先制造的膜的热处理中产生的波浪状的褶皱,是上述波浪状的褶皱通过热处理后的冷却而固化而成的。并且,“条纹状缺陷区域”是指在膜面内局部产生的条纹状缺陷。若产生条纹状缺陷区域(即,在膜面内局部产生条纹状缺陷),则例如,有可能会对形成于膜,上的功能性层的特性或外观造成影响。进而,条纹状缺陷区域具有在膜的长边方向上施加拉伸负载的状态下加热时显著产生的倾向。
12.本发明是鉴于上述情况而完成的。
13.本发明的一实施方式的目的在于提供一种能够抑制因加热引起的条纹状缺陷区
域的产生的双轴取向聚酯膜。
14.用于解决技术课题的手段
15.在用于解决上述问题的方案中包含以下方式。
16.<1>一种双轴取向聚酯膜,其中,相对于30℃下的宽度方向的尺寸,90℃及120℃下的宽度方向的膨胀率分别为0%~0.15%。
17.<2>根据<1>所述的双轴取向聚酯膜,其在90℃及120℃中的至少一者的温度下进行加热的情况下产生的条纹状缺陷区域的个数小于3个/m2。
18.<3>根据<1>或<2>所述的双轴取向聚酯膜,其在至少一个表面上具有多个突起。
19.<4>根据<1>至<3>中任一项所述的双轴取向聚酯膜,其具有:聚酯膜基材;及在上述聚酯膜基材的至少一个表面上的、含有平均粒径为0.01μm~0.4μm的粒子且在表面上具有多个突起的层。
20.<5>根据<3>或<4>所述的双轴取向聚酯膜,其中,上述多个突起的平均高度为10nm~300nm。
21.<6>根据<3>至<5>中任一项所述的双轴取向聚酯膜,其中,上述多个突起的密度为60个/mm2~110个/mm2。
22.<7>根据<1>至<6>中任一项所述的双轴取向聚酯膜,其在90℃下进行加热的情况下产生的条纹状缺陷区域的个数小于3个/m2,且在120℃下进行加热的情况下产生的条纹状缺陷区域的个数小于7个/m2,或者在90℃下进行加热的情况下产生的条纹状缺陷区域的个数小于7个/m2,且在120℃下进行加热的情况下产生的条纹状缺陷区域的个数小于3个/m2。
23.<8>根据<1>至<7>中任一项所述的双轴取向聚酯膜,其在90℃及120℃下进行加热的情况下产生的条纹状缺陷区域的个数分别小于3个/m2。
24.<9>根据<1>至<8>中任一项所述的双轴取向聚酯膜,其中,在从至少一个表面至厚度方向上的膜厚度的5%为止的区域内含有平均粒径为0.01μm~0.4μm的粒子。
25.<10>根据<1>至<9>中任一项所述的双轴取向聚酯膜,其雾度为0.5%以下。
26.<11>根据<1>至<10>中中任一项所述的双轴取向聚酯膜,其l
*
a
*
b
*
表色系中的b
*
值为0~0.6。
27.<12>根据<1>至<11>中任一项所述的双轴取向聚酯膜,其至少一个表面的表面粗糙度ra为1nm~10nm。
28.发明效果
29.根据本发明的一实施方式,提供一种能够抑制因加热引起的条纹状缺陷区域的产生的双轴取向聚酯膜。
附图说明
30.图1是表示双轴拉伸机的一例的俯视图。
具体实施方式
31.以下,对本发明的实施方式详细地进行说明。另外,本发明不受以下实施方式的任何限制,在本发明的目的的范围内,能够适当地施加变更来实施。
32.在本发明中,使用“~”表示的数值范围是指将记载于“~”前后的数值作为下限值及上限值而包含的范围。在本发明中阶段性记载的数值范围内,可以将在某一数值范围内记载的上限值或下限值替换为其他阶段性记载的数值范围的上限值或下限值。并且,在本发明中记载的数值范围内,可以将在某一数值范围内记载的上限值或下限值替换为实施例中所示的值。
33.本发明中,当组合物中存在多种相当于各成分的物质时,只要无特别说明,则组合物中的各成分的量是指组合物中存在的多种物质的总量。
34.在本发明中,对于“工序”这一术语,不仅包含独立的工序,即使在无法与其他工序明确地进行区分的情况下,只要达成工序的所期待的目的,则也包含于本术语中。
35.本发明中,“质量%”与“重量%”含义相同,“质量份”与“重量份”含义相同。
36.本发明中,2个以上的优选方式的组合为更优选的方式。
37.<双轴取向聚酯膜>
38.本发明的双轴取向聚酯膜中,相对于30℃下的宽度方向的尺寸,90℃及120℃下的宽度方向的膨胀率分别为0%~0.15%。
39.本发明所涉及的双轴取向聚酯膜通过具备上述结构,能够抑制因加热引起的条纹状缺陷区域的产生。本发明所涉及的双轴取向聚酯膜发挥上述效果的理由尚不清楚,但是推测如下。
40.认为,以往的双轴取向聚酯膜无法充分地抑制加热过程中的宽度方向上的膨胀,因此难以充分地抑制因加热引起的条纹状缺陷区域的产生。并且,认为,与包含非晶性树脂的透明导电基板贴合来使用的聚酯膜(参考日本特开2017
‑
127980号公报)中,为了上述的用途而需要相对于热示出一定的变化(即,膨胀),因此难以充分地抑制因加热引起的条纹状缺陷区域的产生。
41.另一方面,在本发明所涉及的双轴取向聚酯膜中,相对于30℃下的宽度方向的尺寸,将90℃及120℃下的宽度方向的膨胀率分别调节为0%~0.15%,由此不仅能够抑制加热过程中的宽度方向上的膨胀,还能够减小膜面的每个部位的膨胀率不均匀。由此,推测为本发明所涉及的双轴取向聚酯膜能够抑制因加热引起的条纹状缺陷区域的产生。
42.在本发明中,“双轴取向”是指在双轴方向上具有分子取向性的性质。分子取向性使用微波透射型分子取向仪(例如,moa
‑
6004,oji scientific instruments制造)来进行测量。双轴方向所成的角度优选为90
°±5°
,更优选为90
°±3°
,尤其优选为90
°±1°
。本发明所涉及的双轴取向聚酯膜优选在长边方向及宽度方向上具有分子取向性。
43.在本发明中,“宽度方向”是指与长边方向正交的方向。另外,在宽度方向不明确的情况下,将使用微波透射型分子取向仪(例如,moa
‑
6004,oji scientific instruments制造)测量的取向度中取向度最强的方向设为宽度方向。
44.在本发明中,“正交”这一术语并不限于严格的正交,包含大致正交。“大致正交”是指以90
°±5°
相交,优选以90
°±3°
相交,更优选以90
°±1°
相交。
45.[聚酯]
[0046]
本发明所涉及的双轴取向聚酯膜为含有聚酯作为主要聚合物成分的双轴取向膜。在此,“主要聚合物成分”是指膜中所包含的所有聚合物中含有比率(质量%)最大的聚合物。
[0047]
聚酯为在主链上具有酯键的聚合物。聚酯通常通过使后述的二羧酸化合物与二醇化合物缩聚来形成。
[0048]
作为聚酯,并无限制,能够利用公知的聚酯。作为聚酯,例如,可举出聚对苯二甲酸乙二酯(pet)及聚2,6
‑
萘二甲酸乙二酯(pen)。上述中,聚酯优选为聚对苯二甲酸乙二酯。即,本发明所涉及的双轴取向聚酯膜优选为双轴取向聚对苯二甲酸乙二酯膜。
[0049]
本发明所涉及的双轴取向聚酯膜可以含有单独1种聚酯,或者可以含有2种以上的聚酯。
[0050]
相对于双轴取向聚酯膜中的聚合物的总质量,聚酯的含量优选为85质量%以上,更优选为90质量%以上,进一步优选为95质量%以上,尤其优选为98质量%以上。聚酯的含量的上限并无限制,能够相对于双轴取向聚酯膜中的聚合物的总质量,例如在100质量%以下的范围内适当地设定。
[0051]
相对于双轴取向聚酯膜的总质量,聚酯的含量优选为85质量%以上,更优选为90质量%以上,进一步优选为95质量%以上,尤其优选为98质量%以上。聚酯的含量的上限并无限制,能够相对于双轴取向聚酯膜的总质量,例如在100质量%以下的范围内适当地设定。
[0052]
在本发明所涉及的双轴取向聚酯膜含有聚对苯二甲酸乙二酯的情况下,相对于双轴取向聚酯膜中的聚酯的总质量,聚对苯二甲酸乙二酯的含量优选为90质量%~100质量%,更优选为95质量%~100质量%,进一步优选为98质量%~100质量%,尤其优选为100质量%。
[0053]
(聚酯的制造方法)
[0054]
作为聚酯的制造方法,并无限制,能够利用公知的方法。例如,能够通过在催化剂存在下,使至少1种二羧酸化合物与至少1种二醇化合物缩聚来制造聚酯。
[0055]
‑
催化剂
‑
[0056]
作为催化剂,并无限制,能够利用能够用于聚酯的合成的公知的催化剂。
[0057]
作为催化剂,例如,可举出碱金属化合物、碱土类金属化合物、锌化合物、铅化合物、锰化合物、钴化合物、铝化合物、锑化合物、钛化合物及磷化合物。上述中,从催化活性及成本的观点考虑,催化剂优选为钛化合物。
[0058]
作为钛化合物,优选有机螫合钛络合物。有机螫合钛络合物为具有有机酸作为配体的钛化合物。
[0059]
作为有机酸,例如,可举出柠檬酸、乳酸、偏苯三甲酸及苹果酸。
[0060]
作为钛化合物,还能够利用日本专利第5575671号公报的0049段~0053段中所记载的钛化合物。上述公报的记载通过参考编入到本明细书中。
[0061]
‑
二羧酸化合物
‑
[0062]
作为二羧酸化合物,例如,可举出脂肪族二羧酸化合物、脂环式二羧酸化合物及芳香族二羧酸化合物。
[0063]
作为脂肪族二羧酸化合物,例如,可举出丙二酸、丁二酸、戊二酸、已二酸、辛二酸、癸二酸、十二烷二酸、二聚酸、二十烷二酸、庚二酸、壬二酸、甲基丙二酸及乙基丙二酸。
[0064]
作为脂环式二羧酸化合物,例如,可举出金刚烷二羧酸、降冰片烯二羧酸、环己烷二羧酸及萘烷二羧酸。
[0065]
作为芳香族二羧酸化合物,例如,可举出对苯二甲酸、间苯二甲酸、邻苯二甲酸、1,4
‑
萘二羧酸、1,5
‑
萘二羧酸、2,6
‑
萘二羧酸、1,8
‑
萘二羧酸、4,4
’‑
二苯基二羧酸、4,4
’‑
二苯醚二羧酸、间苯二甲酸5
‑
磺酸钠、苯基茚满二羧酸、蒽二羧酸、菲二羧酸及9,9
’‑
双(4
‑
羧基苯基)芴酸。
[0066]
‑
二醇化合物
‑
[0067]
作为二醇化合物,例如,可举出脂肪族二醇化合物、脂环式二醇化合物及芳香族二醇化合物。
[0068]
作为脂肪族二醇化合物,例如,可举出乙二醇、1,2
‑
丙二醇、1,3
‑
丙二醇、1,4
‑
丁二醇、1,2
‑
丁二醇及1,3
‑
丁二醇。
[0069]
作为脂环式二醇化合物,例如,可举出环己烷二甲醇、螺二醇及异山梨醇。
[0070]
作为芳香族二醇化合物,例如,可举出双酚a、1,3
‑
苯二甲醇,1,4
‑
苯二甲醇及9,9
’‑
双(4
‑
羟基苯基)芴。
[0071]
‑
封端剂
‑
[0072]
在聚酯的制造中,根据需要,可以使用封端剂。通过使用封端剂,在聚酯的末端导入源自封端剂的结构。
[0073]
作为封端剂,并无限制,能够利用公知的封端剂。作为封端剂,例如,可举出恶唑啉系化合物、碳二亚胺化合物及环氧化合物。
[0074]
关于封端剂的具体例,记载于日本特开2014
‑
189002号公报的0055~0064段中。上述公报的记载通过参考编入到本明细书中。
[0075]
‑
制造条件
‑
[0076]
反应温度并无限制,根据原材料适当地设定即可。反应温度优选为260℃~300℃,更优选为275℃~285℃。
[0077]
压力并无限制,根据原材料适当地设定即可。压力优选为1.33
×
10
‑3mpa~1.33
×
10
‑5mpa,更优选为6.67
×
10
‑4mpa~6.67
×
10
‑5mpa。
[0078]
作为聚酯的合成方法,还能够利用日本专利第5575671号公报的0033段~0070段中所记载的方法。上述公报的记载通过参考编入到本明细书中。
[0079]
[膨胀率]
[0080]
在本发明所涉及的双轴取向聚酯膜中,相对于30℃下的宽度方向的尺寸,90℃及120℃下的宽度方向的膨胀率分别为0%~0.15%。90℃及120℃下的宽度方向的膨胀率分别为0%~0.15%,由此能够抑制因加热引起的条纹状缺陷区域的产生。根据同样的理由,相对于30℃下的宽度方向的尺寸,90℃及120℃下的宽度方向的膨胀率分别优选为0%~0.10%,更优选为0%~0.08%,尤其优选为0%~0.04%。另外,关于膨胀率而使用的术语“相对于30℃下的宽度方向的尺寸”是指在后述的90℃及120℃的各温度下的宽度方向的膨胀率的测量中作为基准的尺寸为“30℃下的宽度方向的尺寸”。
[0081]
对于90℃及120℃的各温度下的宽度方向的膨胀率,使用热机械分析装置通过以下方法来进行测量。
[0082]
(1)准备在与双轴取向聚酯膜的宽度方向平行的方向上调节为至少20mm(长度)、在与双轴取向聚酯膜的宽度方向正交的方向上调节为4mm(宽度)的尺寸的试样。
[0083]
(2)使用热机械分析装置(例如,tma
‑
60,shimadzu corporation制造),对宽度4mm
及长度(夹头间距)20mm的试样施加拉伸负载(0.1g)。关于拉伸负载,在试样的长边方向上施加。
[0084]
(3)将上述试样以5℃/分钟的升温速度从20℃以上且小于30℃的温度(优选为25℃)升温至150℃,由此获得各温度(℃)下的试样的尺寸的值。
[0085]
(4)根据30℃下的试样的尺寸(l30)、90℃下的尺寸(l90)及120℃下的尺寸(l120),使用下述式求出90℃及120℃的各温度下的宽度方向的膨胀率。在本发明中,90℃及120℃下的宽度方向的膨胀率分别设为使用5个试样获得的膨胀率的算术平均值。另外,正的膨胀率是指膨胀,负的膨胀率是指收缩。
[0086]
式:膨胀率(%)=[(l120或l90)
‑
l30]/l30
×
100
[0087]
120℃下的宽度方向的膨胀率(e120)与90℃下的宽度方向的膨胀率(e90)之比(e120/e90)优选为0~1.5,更优选为0~1.1,尤其优选为0~1.05。通过e120/e90在上述范围内,能够进一步抑制条纹状缺陷区域的产生。90℃下的宽度方向的膨胀率(e90)及120℃下的宽度方向的膨胀率(e120)分别通过使用已叙述的热机械分析装置的方法来求出。
[0088]
在本发明所涉及的双轴取向聚酯膜中,宽度方向的膨胀率例如能够通过适当地设定双轴取向聚酯膜的制造过程中的拉伸倍率、热处理温度及冷却中的导轨宽度来调节。
[0089]
[条纹状缺陷区域的个数]
[0090]
在本发明所涉及的双轴取向聚酯膜中,在90℃及120℃中的至少一种温度下进行加热的情况下产生的条纹状缺陷区域的个数优选小于3个/m2,更优选小于2个/m2,进一步优选小于1个/m2,尤其优选小于0.8个/m2。通过在90℃及120℃中的至少一种温度下进行加热的情况下产生的条纹状缺陷区域的个数小于3个/m2,例如能够抑制形成于膜上的功能性层等的特性的下降或外观不良的产生。例如,在膜上形成装饰层的情况下,能够抑制装饰层的颜色不均匀。
[0091]
在本发明所涉及的双轴取向聚酯膜中,优选在90℃下进行加热的情况下产生的条纹状缺陷区域的个数小于3个/m2,且在120℃下进行加热的情况下产生的条纹状缺陷区域的个数小于7个/m2,或者在90℃下进行加热的情况下产生的条纹状缺陷区域的个数小于7个/m2,且在120℃下进行加热的情况下产生的条纹状缺陷区域的个数小于3个/m2。
[0092]
在本发明所涉及的双轴取向聚酯膜中,在90℃及120℃下进行加热的情况下产生的条纹状缺陷区域的个数分别优选小于3个/m2,更优选小于2个/m2。
[0093]
在上述中,优选在90℃下进行加热的情况下产生的条纹状缺陷区域的个数小于2个/m2,且在120℃下进行加热的情况下产生的条纹状缺陷区域的个数小于3个/m2,更优选在90℃下进行加热的情况下产生的条纹状缺陷区域的个数小于1个/m2,且在120℃下进行加热的情况下产生的条纹状缺陷区域的个数小于2个/m2,尤其优选在90℃下进行加热的情况下产生的条纹状缺陷区域的个数小于0.8个/m2,且在120℃下进行加热的情况下产生的条纹状缺陷区域的个数小于1.8个/m2。通过在90℃及120℃的各温度下进行加热的情况下产生的条纹状缺陷区域的个数在上述范围内,能够进一步抑制因加热引起的条纹状缺陷区域的产生。
[0094]
对于在90℃及120℃的各温度下进行加热的情况下产生的条纹状缺陷区域的个数,通过以下方法来进行测量。
[0095]
(1)一边使用加热传送装置,以30m/分钟的传送速度、100n/m的张力传送双轴取向
聚酯膜一边在90℃或120℃下进行20秒钟的加热处理。加热处理中的加热温度是指膜的表面温度。对于加热处理中的加热时间,从膜的表面温度达到目标温度(90℃或120℃)的时点开始计算。
[0096]
(2)将加热处理后的双轴取向聚酯膜放置在平面上,接着,一边改变视点以使设置于室内的天花板上的荧光灯〔例如,mitsubishi electric corporation制造的lupica ace(色温:5000k,平均显色评价数(ra):84)〕的光反射一边从斜向通过肉眼观察双轴取向聚酯膜。将通过肉眼观察到的、反射在双轴取向聚酯膜的表面上的荧光灯的反射像弯曲的区域设为条纹状缺陷区域。
[0097]
(3)通过计数观察到的条纹状缺陷区域,计算每1m2的条纹状缺陷区域的个数(个/m2)。
[0098]
[突起]
[0099]
本发明所涉及的双轴取向聚酯膜中,优选在至少一个表面上具有多个突起(以下,还简称为“突起”。)。通过膜具有多个突起,能够提高膜的卷绕质量。在此,“卷绕质量”是指卷绕成卷状的膜表面的平面性。对于卷绕质量的具体评价的一例,在后述的实施例中进行说明。
[0100]
突起的形状并无限制。作为在俯视观察膜表面的情况下观察到的突起的形状,例如,可举出三角形、四边形、四边形以上的多边形、圆形、椭圆形及不规则形状。
[0101]
突起的平均高度优选为10nm~300nm,更优选为50nm~250nm,尤其优选为100nm~180nm。通过突起的平均高度为10nm以上,能够提高膜的卷绕质量。通过突起的平均高度为300nm以下,能够抑制转印故障的发生。在此,“转印故障”是指通过与膜的接触而在其他部件的表面上形成凹凸。对于转印故障的具体评价的一例,在后述的实施例中进行说明。
[0102]
突起的平均高度通过以下方法来计算。使用光学干涉仪(例如,zygo corporation制造的newview5020),测量膜的1.07mm
×
1.42mm的范围。接着,使用数据分析软件(例如,newview5020的数据分析软件:metropro8.1.3),测量上述范围内的突起的平均高度。在本发明中,在5个范围(膜的1.07mm
×
1.42mm)内进行上述操作,并将测量值的算术平均设为突起的平均高度。
[0103]
突起的密度优选为60个/mm2~110个/mm2,更优选为70个/mm2~100个/mm2,尤其优选为80个/mm2~100个/mm2。通过突起的密度为60个/mm2以上,能够提高膜的卷绕质量。通过突起的密度为110个/mm2以下,能够减小雾度。
[0104]
突起的密度通过以下方法来进行测量。使用光学干涉仪(例如,zygo corporation制造的newviews020),测量膜的1.07mm
×
1.42mm的范围。接着,使用数据分析软件(例如,newview5020的数据分析软件:metropro8.1.3),计算上述范围内的突起的密度(个/mm2)。在本发明中,在5个范围(膜的1.07mm
×
1.42mm)内进行上述操作,并将测量值的算术平均设为突起的密度。
[0105]
作为突起的形成方法,并无限制,能够利用公知的方法。作为突起的形成方法,可举出对膜表面进行加工的方法(例如,压花加工)、在膜的表面附近配置后述的粒子的方法。
[0106]
[雾度]
[0107]
本发明所涉及的双轴取向聚酯膜的雾度优选为3%以下,更优选为1%以下,进一步优选为0.5%以下,尤其优选为0.4%以下。通过雾度为3%以下,能够提高膜的透明性。雾
度越小则越优选,因此雾度的下限并无限制。若为了方便而设定雾度的下限,则为0%以上。
[0108]
对于雾度,使用雾度计(例如,ndh
‑
2000,nippon denshoku industries co.,ltd.制造),通过依照jis k 7105的方法进行测量。
[0109]
[b
*
值]
[0110]
l
*
a
*
b
*
表色系中的b
*
值优选为0~1,更优选为0~0.8,进一步优选为0~0.6,尤其优选为0~0.4。通过l
*
a
*
b
*
表色系中的b
*
值为0~1,能够减小膜的黄色度,因此能够使膜的色相接近无色。其结果,例如,在要求高可见性的用途(例如,显示装置)中,能够优选应用本发明所涉及的双轴取向聚酯膜。
[0111]
对于l
*
a
*
b
*
表色系中的b
*
值,使用分光色差计(例如,se
‑
2000,nippon denshoku industries co.,ltd.制造),通过透射法进行测量。
[0112]
[表面粗糙度ra]
[0113]
从提高膜的卷绕质量及抑制转印故障的发生的观点考虑,本发明所涉及的双轴取向聚酯膜的至少一个表面的表面粗糙度ra优选为1nm~10nm,更优选为1nm~8nm,尤其优选为1nm~6nm。
[0114]
表面粗糙度ra通过以下方法来进行测量。使用光学干涉仪(例如,zygo corporation制造的newview5020),测量膜的1.07mm
×
1.42mm的范围。接着,使用数据分析软件(例如,newview5020的数据分析软件:metropro8.1.3),计算上述范围内的表面粗糙度ra。在本发明中,在5个范围(膜的1.07mm
×
1.42mm)内进行上述操作,并将测量值的算术平均设为表面粗糙度ra。
[0115]
[粒子]
[0116]
本发明所涉及的双轴取向聚酯膜优选在从至少一个表面至厚度方向上的膜厚度的5%为止的区域内含有粒子。通过膜在上述区域内含有粒子,能够提高膜的卷绕质量。
[0117]
在本发明中,“膜厚度”是指双轴取向聚酯膜的厚度(在双轴取向聚酯膜包含多层的情况下是指各层的总厚度。以下相同。)。
[0118]
在本发明中,“在区域内含有粒子”这一术语并不限于在整个指定的区域中存在粒子,还包含在指定的区域的至少一部分中存在粒子。例如,在膜在从表面至厚度方向上的膜厚度的5%为止的区域内含有粒子的情况下,可以在从表面至厚度方向上的膜厚度的5%为止的整个区域中存在粒子,或者可以在更靠近表面的区域(例如,从表面至厚度方向上的膜厚度的1%为止的区域)中存在粒子。
[0119]
本发明所涉及的双轴取向聚酯膜优选在从至少一个表面至厚度方向上的膜厚度的1%为止的区域内含有粒子,更优选在从至少一个表面至厚度方向上的膜厚度的0.5%为止的区域内含有粒子,尤其优选在从至少一个表面至厚度方向上的膜厚度的0.2%为止的区域内含有粒子。
[0120]
作为粒子,例如,可举出有机粒子及无机粒子。上述中,从膜卷绕质量、雾度及耐久性(例如,热稳定性)的观点考虑,粒子优选为无机粒子。
[0121]
作为有机粒子,优选树脂粒子。作为树脂粒子,例如,可举出丙烯酸树脂粒子、聚酯树脂粒子、硅酮树脂粒子、苯乙烯树脂粒子及苯乙烯
‑
丙烯酸树脂粒子。树脂粒子优选具有交联结构。
[0122]
作为无机粒子,例如,可举出二氧化硅粒子(silicon dioxide particles)、二氧
化钛粒子(氧化钛粒子)、碳酸钙、硫酸钡及氧化铝粒子(aluminum oxide particles)。上述中,从雾度及耐久性的观点考虑,无机粒子优选为二氧化硅粒子。
[0123]
作为二氧化硅粒子,并无限制,能够利用公知的二氧化硅粒子。作为二氧化硅粒子,例如,可举出气相二氧化硅及胶体二氧化硅。
[0124]
气相二氧化硅粒子例如能够通过使包含硅原子的化合物在气相中与氧及氢进行反应而获得。作为成为原料的硅化合物,例如,可举出卤化硅(例如,氯化硅)。气相二氧化硅粒子通常为凝聚粒子,例如,可举出aerosil ox50。
[0125]
胶体二氧化硅粒子例如能够通过将原料化合物进行水解及缩合的溶胶凝胶法来合成。作为胶体二氧化硅的原料化合物,例如,可举出烷氧基硅(例如,四乙氧基硅烷)及卤化硅烷化合物(例如,二苯基二氯硅烷)。胶体二氧化硅粒子通常为初级粒子,例如,可举出nissan chemical corporation制造的snowtex系列。
[0126]
二氧化硅粒子的形态可以为初级粒子,或者可以为初级粒子的凝聚体(即,凝聚二氧化硅粒子)。如后述,初级粒子及凝聚体的平均粒径能够利用扫描型电子显微镜(sem)的图像进行测量。并且,对于凝聚体的平均初级粒径,在使用了扫描型电子显微镜(sem)的观察中粒子过小而难以测量的情况下,能够通过使用了透射型电子显微镜(tem)的观察进行测量。
[0127]
粒子的平均粒径优选为0.01μm以上,更优选为0.04μm以上,进一步优选为0.1μm以上,尤其优选为0.2μm以上。通过粒子的平均粒径为0.01μm以上,能够提高膜的卷绕质量。粒子的平均粒径优选为0.4μm以下,更优选为0.3μm以下。通过粒子的平均粒径为0.4μm以下,能够抑制转印故障的发生。
[0128]
粒子的平均初级粒径优选为0.4μm以下,更优选为0.2μm以下,进一步优选为0.1μm以下,尤其优选为0.05μm以下。通过粒子的平均初级粒径为0.4μm以下,能够抑制转印故障的发生。粒子的平均初级粒径优选为0.01μm以上,更优选为0.03μm以上。通过粒子的平均初级粒径为0.01 μm以上,能够提高膜的卷绕质量。
[0129]
粒子的平均粒径通过对任意地选自扫描型电子显微镜(sem)的图像中的50个粒子的粒径进行算术平均来求出。例如,用sem观察膜中的含有粒子的面,计算任意地选自所获得的图像数据中的50个粒径的算术平均值并设为平均粒径。对于粒子的初级粒径的测量,将“粒径”替换为“初级粒径”来进行。
[0130]
本发明所涉及的双轴取向聚酯膜可以含有单独1种粒子,或者可以含有2种以上的粒子。
[0131]
从提高膜的卷绕质量及抑制转印故障的观点考虑,相对于双轴取向聚酯膜的总质量,粒子的含量优选为0.0001质量%~0.01质量%,更优选为0.0005质量%~0.005质量%,尤其优选为0.0008质量%~0.004质量%。
[0132]
[厚度]
[0133]
从处理适性(尤其,层合膜时的处理适性)的观点考虑,本发明所涉及的双轴取向聚酯膜的厚度优选为10μm~100μm,更优选为10μm~50μm,尤其优选为12μm~40μm。双轴取向聚酯膜的厚度设为利用扫描型电子显微镜(sem)测量的5个部位的厚度的算术平均值。
[0134]
[层叠结构]
[0135]
本发明所涉及的双轴取向聚酯膜可以具有单层结构,或者可以具有层叠结构。本
发明所涉及的双轴取向聚酯膜优选具有聚酯膜基材和在上述聚酯膜基材的至少一个面上含有粒子且在表面上具有多个突起的层(以下,还称为“包覆层”。)。通过膜具有包覆层,能够提高膜的卷绕质量。
[0136]
‑
聚酯膜基材
‑
[0137]
聚酯膜基材为含有聚酯的膜基材。作为聚酯膜基材中的聚酯,能够应用在上述“聚酯”的项目中说明的聚酯,优选的种类也相同。
[0138]
聚酯膜基材可以含有单独1种聚酯,或者可以含有2种以上的聚酯。
[0139]
相对于聚酯膜基材的总质量,聚酯的含量优选为85质量%以上,更优选为90质量%以上,进一步优选为95质量%以上,尤其优选为98质量%以上。聚酯的含量的上限并无限制,能够相对于聚酯膜基材的总质量,例如在100质量%以下的范围内适当地设定。
[0140]
在聚酯膜基材含有聚对苯二甲酸乙二酯的情况下,相对于聚酯膜基材中的聚酯的总质量,聚对苯二甲酸乙二酯的含量优选为90质量%~100质量%,更优选为95质量%~100质量%,进一步优选为98质量%~100质量%,尤其优选为100质量%。
[0141]
从处理适性(尤其,层合膜时的处理适性)的观点考虑,聚酯基材的厚度优选为10μm~100μm,更优选为10μm~50μm,尤其优选为20μm~40μm。聚酯基材的厚度设为利用扫描型电子显微镜(sem)测量的5个部位的厚度的算术平均值。
[0142]
‑
包覆层
‑
[0143]
作为包覆层中的粒子,能够应用在上述“粒子”的项目中说明的粒子,优选的种类也相同。
[0144]
包覆层中的粒子的平均粒径优选为0.01μm以上,更优选为0.04μm以上,进一步优选为0.1μm以上,尤其优选为0.2μm以上。通过粒子的平均粒径为0.01μm以上,能够提高膜的卷绕质量。包覆层中的粒子的平均粒径优选为0.4μm以下,更优选为0.3μm以下。通过粒子的平均粒径为0.4μm以下,能够抑制转印故障的发生。
[0145]
包覆层中的粒子的平均初级粒径优选为0.4μm以下,更优选为0.2μm以下,进一步优选为0.1μm以下,尤其优选为0.05μm以下。通过粒子的平均初级粒径为0.4μm以下,能够抑制转印故障的发生。包覆层中的粒子的平均初级粒径优选为0.01μm以上,更优选为0.03μm以上。通过粒子的平均初级粒径为0.01μm以上,能够提高膜的卷绕质量。
[0146]
包覆层中的粒子的平均粒径及平均初级粒径通过依照在上述“粒子”的项目中说明的平均粒径及平均初级粒径的测量方法的方法进行测量。
[0147]
包覆层可以含有单独1种粒子,或者可以含有2种以上的粒子。
[0148]
从提高膜的卷绕质量及抑制转印故障的观点考虑,相对于包覆层的总质量,粒子的含量优选为0.01质量%~15质量%,更优选为0.1质量%~10质量%,尤其优选为0.5质量%~6质量%。
[0149]
包覆层优选含有粘合剂。作为粘合剂,优选树脂粘合剂。作为树脂粘合剂,例如,可举出聚丙烯酸、聚氨酯、聚酯及聚烯烃。
[0150]
作为聚丙烯酸,只要是具有源自选自由丙烯酸酯及甲基丙烯酸酯组成的组中的至少1种化合物的结构单元的聚合物,则并无限制,能够利用公知的聚丙烯酸。聚丙烯酸可以具有源自除了丙烯酸酯及甲基丙烯酸酯以外的化合物(例如,烯烃化合物及苯乙烯化合物)的结构单元。
[0151]
作为聚氨酯,只要是具有氨基甲酸酯键的聚合物,则并无限制,能够利用公知的聚氨酯。聚氨酯通常通过使异氰酸酯化合物与多元醇化合物进行反应来制造。
[0152]
作为聚酯,能够应用在上述“聚酯”的项目中说明的聚酯,优选的种类也相同。
[0153]
作为聚烯烃,并无限制,能够利用公知的聚烯烃。作为聚烯烃,例如,可举出聚乙烯及聚丙烯。
[0154]
包覆层可以含有单独1种粘合剂,或者可以含有2种以上的粘合剂。
[0155]
从包覆层的耐久性及粒子的分散性的观点考虑,相对于包覆层的总质量,粘合剂的含量优选为30质量%~80质量%,更优选为40质量%~70质量%,尤其优选为45质量%~65质量%。
[0156]
包覆层中的多个突起的实施方式与在上述“突起”的项目中说明的突起的实施方式相同,优选的实施方式也相同。
[0157]
从包覆层的制造适性及赋予透明性的观点考虑,包覆层的厚度优选为0.01μm~0.3μm,更优选为0.02μm~0.1μm,尤其优选为0.02μm~0.06μm。包覆层的厚度设为利用扫描型电子显微镜(sem)或透射型电子显微镜(tem)测量的与包覆层的表面正交的截面切片的5个部位的厚度的算术平均值。
[0158]
作为包覆层的形成方法,例如,可举出使用包覆层形成用涂布液的方法。例如,能够通过在聚酯膜基材上涂布包覆层形成用涂布液并根据需要进行干燥来形成包覆层。作为包覆层的形成方法,也能够通过共挤出不同材料来形成,但是从设为0.3μm以下的膜的观点考虑,优选使用涂布液。
[0159]
包覆层形成用涂布液例如能够通过混合上述各成分及溶剂来制备。作为溶剂,例如,可举出水、己烷、丙酮、乙醇、四氢呋喃、乙二醇单乙醚、乙二醇二甲醚、丙二醇单甲醚及丙二醇单乙醚。上述中,从环境、安全性及经济性的观点考虑,溶剂优选为水。
[0160]
包覆层形成用涂布液可以含有单独1种溶剂,或者可以含有2种以上的溶剂。
[0161]
相对于包覆层形成用涂布液的总质量,溶剂的含量优选为80质量%~99质量%,更优选为90质量%~98质量%。
[0162]
涂布方法并无限制,能够利用公知的方法。作为涂布方法,例如,可举出喷涂法、狭缝涂布法、辊涂法、刮涂法、旋涂法、棒涂法及浸涂法。
[0163]
在使用包覆层形成用涂布液形成包覆层的情况下,涂布有包覆层形成用涂布液的聚酯膜基材可以为未拉伸膜,也可以为单轴拉伸膜,或者还可以为双轴拉伸膜。从聚酯膜基材及包覆层的密合性的观点考虑,包覆层的形成方法优选为在单轴拉伸聚酯膜基材上涂布包覆层形成用涂布液的方法。例如,通过在单轴拉伸聚酯膜基材上涂布包覆层形成用涂布液来形成包覆层之后,同时拉伸单轴拉伸聚酯膜基材和包覆层,由此能够提高聚酯膜基材及包覆层的密合性。对于拉伸的具体方法,将在后面进行叙述。
[0164]
[双轴取向聚酯膜的制造方法]
[0165]
作为本发明所涉及的双轴取向聚酯膜的制造方法,例如,可举出对通过挤出成型法获得的未拉伸聚酯膜进行双轴拉伸的方法。
[0166]
挤出成型法为例如通过使用挤出机挤出原料树脂来将原料树脂成型为所期望的形状的方法。
[0167]
双轴拉伸可以为同时进行纵向拉伸及横向拉伸的同时双轴拉伸,或者可以为将纵
向拉伸及横向拉伸分为2个阶段或2个阶段以上的多阶段来进行的逐次双轴拉伸。作为逐次双轴拉伸的实施方式,例如,可举出纵向拉伸
→
横向拉伸、纵向拉伸
→
横向拉伸
→
纵向拉伸、纵向拉伸
→
纵向拉伸
→
横向拉伸及横向拉伸
→
纵向拉伸。上述中,优选纵向拉伸
→
横向拉伸。
[0168]
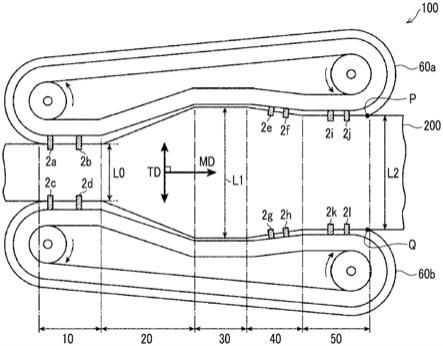
作为用于双轴拉伸的装置,并无限制,能够利用公知的双轴拉伸机。以下,参考附图,对双轴拉伸机的一例进行说明。
[0169]
如图1所示,双轴拉伸机100具备1对环状导轨60a及60b和安装于各环状导轨且能够沿着导轨移动的把持部件2a~21。环状导轨60a及60b夹着膜200相互对称配置。在双轴拉伸机100中,通过用把持部件2a~2l把持膜200并沿着导轨移动,能够在宽度方向上拉伸膜200。
[0170]
双轴拉伸机100具有包含预热部10、拉伸部20、热定型部30、热松弛部40及冷却部50的区域。
[0171]
预热部10为对膜200进行预热的区域。
[0172]
拉伸部20为在与箭头md的方向(长边方向)正交的方向即箭头td的方向(膜宽度方向)上对经预热的膜200施加张力并进行拉伸的区域。例如,如图1所示,在拉伸部20中,将膜200从宽度l0拉伸至宽度l1。
[0173]
热定型部30为在对被施加张力的膜200施加了张力的状态下进行加热而热定型的区域。
[0174]
热松弛部40为通过对热定型的膜200进行加热来对热定型的膜200的张力进行热松弛的区域。
[0175]
冷却部50为对经热松弛的膜200进行冷却的区域。通过对膜200进行冷却,能够将膜200的形状定型化。在图1中示出了通过了冷却部50的宽度为l2的膜200。
[0176]
在环状导轨60a安装有能够沿着环状导轨60a移动的把持部件2a、2b、2e、2f、2i及2j。在环状导轨60b安装有能够沿着环状导轨60b移动的把持部件2c、2d、2g、2h、2k及21。
[0177]
把持部件2a、2b、2e、2f、2i及2j把持膜200的箭头td的方向的一个端部。把持部件2c、2d、2g、2h、2k及21把持膜200的箭头td的方向的另一个端部。把持部件2a~21通常被称为夹头、夹子等。
[0178]
把持部件2a、2b、2e、2f、2i及2j沿着环状导轨60a绕逆时针移动。把持部件2c、2d、2g、2h、2k及21沿着环状导轨60b绕顺时针移动。
[0179]
把持部件2a~2d在预热部10中在把持膜200的端部的状态下沿着环状导轨60a或60b移动,并经由拉伸部20、热定型部30及热松弛部40前进至冷却部50。接着,把持部件2a及2b和把持部件2c及2d按传送方向顺序在冷却部50的箭头md的方向下游侧的端部(例如,图1中的把持解除点p及把持解除点q)释放膜200的端部之后,进一步沿着环状导轨60a或60b移动,并返回到预热部10。在上述过程中,膜200沿着箭头md的方向移动,由此进行预热部10中的预热、拉伸部20中的拉伸、热定型部30中的热定型、热松弛部40中的热松弛及冷却部50中的冷却,并进行横向拉伸。
[0180]
通过调节把持部件2a~21的移动速度,能够调节膜200的传送速度。并且,把持部件2a~21能够各自独立地改变移动速度。
[0181]
如上所述,双轴拉伸机100能够进行在拉伸部20中沿着箭头td的方向拉伸膜200的
横向拉伸。另一方面,双轴拉伸机100还能够通过改变把持部件2a~2l的移动速度来沿着箭头md的方向拉伸膜200。即,还能够使用双轴拉伸机100进行同时双轴拉伸。
[0182]
为了支承膜200,双轴拉伸机100除了具有把持部件2a~21以外,还可以具有其他把持部件(未图示)。
[0183]
接着,对本发明所涉及的双轴取向聚酯膜的制造方法的一例具体地进行说明。
[0184]
本发明所涉及的双轴取向聚酯膜的制造方法优选具有如下工序:通过熔融挤出聚酯来形成未拉伸聚酯膜的工序(以下,还称为“挤出成型工序”。);沿着长边方向拉伸上述未拉伸聚酯膜的工序(以下,还称为“纵向拉伸工序”。);及沿着宽度方向拉伸沿着上述长边方向拉伸的聚酯膜的工序(以下,还称为“横向拉伸工序”。)。
[0185]
(挤出成型工序)
[0186]
在挤出成型工序中,通过熔融挤出聚酯来形成未拉伸聚酯膜。
[0187]
作为熔融挤出的方法,例如,可举出使用挤出机的方法。例如,使用具备1个或2个以上的螺杆的挤出机,将聚酯加热至熔点以上的温度,然后使螺杆进行旋转,一边熔融混炼一边进行熔融挤出。聚酯通过加热及基于螺杆的混炼在挤出机内熔融而成为熔融体(熔体)。
[0188]
熔融体通过齿轮泵及过滤器等从挤出模挤出。挤出模还简称为“模具”〔参考jis b8650:2006、a)挤出成型机、编号134〕。熔融体可以单层挤出,或者也可以多层挤出。
[0189]
在熔融挤出中,从抑制挤出机内的热解(例如,聚酯的水解)的观点考虑,优选对挤出机内进行氮气取代。并且,从将混炼温度抑制得较低的观点考虑,挤出机优选为双轴挤出机。
[0190]
从挤出模挤出的熔融体通过被冷却而成型为膜状。例如,通过使熔融体与铸造辊接触,并在铸造辊上对熔融体进行冷却及固化,能够将熔融体成型为膜状。在熔融体的冷却中,进一步优选对熔融体吹风(优选为冷风)。
[0191]
铸造辊的温度优选超过(tg
‑
10℃)且(tg 30℃)以下,更优选(tg
‑
7℃)~(tg 20℃),尤其优选(tg
‑
5℃)~(tg 10℃)。“tg”为聚酯的玻璃化转变温度。
[0192]
在挤出成型工序中使用铸造辊的情况下,优选提高铸造辊与熔融体的密合性。作为提高密合性的方法,例如,可举出静电施加法、气刀法、气窒法、真空喷嘴法及接触辊法。
[0193]
使用铸造辊等冷却的成型体(未拉伸聚酯膜)使用剥离辊等剥离部件从铸造辊等冷却部件剥离。
[0194]
(双轴拉伸)
[0195]
‑
纵向拉伸工序
‑
[0196]
在纵向拉伸工序中,沿着长边方向拉伸(以下,还称为“纵向拉伸”。)上述未拉伸聚酯膜。
[0197]
在纵向拉伸工序中,优选在纵向拉伸之前,对未拉伸聚酯膜进行预热。通过对未拉伸聚酯膜进行预热,能够轻易地对聚酯膜进行纵向拉伸。
[0198]
预热温度优选为(tg
‑
10℃)~(tg 60℃),更优选为(tg℃)~(tg 50℃)。具体而言,预热温度优选为60℃~100℃,更优选为65℃~80℃。
[0199]
对于纵向拉伸,例如,能够通过一边在长边方向上传送未拉伸聚酯膜,一边在设置于传送方向上的2对以上的夹持辊之间施加张力来进行。例如,在传送方向上游侧设置1对
夹持辊a及在传送方向下游侧设置1对夹持辊b的情况下,在传送未拉伸聚酯膜时使夹持辊b的转速比夹持辊a的转速快,由此沿着长边方向拉伸未拉伸聚酯膜。
[0200]
纵向拉伸工序中的拉伸倍率优选比后述的横向拉伸工序中的拉伸倍率小。纵向拉伸工序中的拉伸倍率优选为2.0倍~5.0倍,更优选为2.5倍~4.0倍,尤其优选为2.8倍~4.0倍。
[0201]
纵向拉伸工序中的加热温度优选为(tg
‑
20℃)~(tg 50℃),更优选为(tg
‑
10℃)~(tg 40℃),尤其优选为(tg℃)~(tg 30℃)。具体而言,纵向拉伸工序中的加热温度优选为70℃~120℃,更优选为80℃~110℃,尤其优选为85℃~100℃。
[0202]
作为对未拉伸聚酯膜进行加热的方法,可举出对与未拉伸聚酯膜接触的夹持辊等辊进行加热的方法。作为对辊进行加热的方法,例如,可举出在辊内部设置加热器或供热溶剂能够流动的配管的方法。除了上述以外,例如,可举出对未拉伸聚酯膜吹热风的方法、与加热器等热源接触的方法及通过使其通过热源的附近来对未拉伸聚酯膜进行加热的方法。
[0203]
纵向拉伸工序中的拉伸速度优选为800%/秒~1,500%/秒,更优选为1,000%/秒~1,400%/秒,尤其优选为1,200%/秒~1,400%/秒。在此,“拉伸速度”是指将从拉伸之前的长度d0拉伸1秒钟而得的长度δd除以拉伸之前的长度d0而得的值(δd/d0)以百分率表示的值。
[0204]
‑
横向拉伸工序
‑
[0205]
在横向拉伸工序中,沿着宽度方向拉伸(以下,还称为“横向拉伸”。)沿着上述长边方向拉伸的聚酯膜。
[0206]
在横向拉伸工序中,优选在横向拉伸之前,对沿着长边方向拉伸的聚酯膜进行预热。通过对聚酯膜进行预热,能够轻易地对聚酯膜进行横向拉伸。
[0207]
预热温度优选为(tg
‑
10℃)~(tg 60℃),更优选为(tg℃)~(tg 50℃)。具体而言,预热温度优选为80℃~120℃,更优选为90℃~110℃。
[0208]
横向拉伸工序中的拉伸倍率优选比上述纵向拉伸工序中的拉伸倍率大。横向拉伸工序中的拉伸倍率优选为3.0倍~6.0倍,更优选为3.5倍~5.0倍,尤其优选为3.5倍~4.5倍。
[0209]
由纵向拉伸工序中的拉伸倍率与横向拉伸工序中的拉伸倍率的积表示的面积倍率优选为12.8倍~15.5倍,更优选为13.5倍~15.2倍,尤其优选为14.0倍~15.0倍。若面积倍率为12.8倍以上,则膜宽度方向上的分子取向变得良好。并且,若面积倍率为15.5倍以下,则在供于加热处理时容易保持分子取向不易松弛的状态。
[0210]
横向拉伸工序中的加热温度优选为(tg
‑
10℃)~(tg 80℃),更优选为(tg℃)~(tg 70℃),尤其优选为(tg℃)~(tg 60℃)。具体而言,横向拉伸工序中的加热温度优选为100℃~140℃,更优选为110℃~135℃,尤其优选为115℃~130℃。
[0211]
横向拉伸工序中的拉伸速度优选为8%/秒~45%/秒,更优选为10%/秒~30%/秒,尤其优选为15%/秒~20%/秒。
[0212]
在制造具有包覆层的双轴取向聚酯膜的情况下,优选在沿着长边方向拉伸的聚酯膜上涂布包覆层形成用涂布液,接着,进行横向拉伸。能够通过上述方法提高包覆层的密合性。
[0213]
(加热处理工序)
[0214]
本发明所涉及的双轴取向聚酯膜的制造方法优选具有对沿着上述宽度方向拉伸的聚酯膜进行加热处理的工序(以下,还称为“加热处理工序”。)。作为加热处理工序,例如,可举出热定型工序及热松弛工序。加热处理工序优选具有热定型工序及热松弛工序中的至少一者,更优选具有热定型工序及热松弛工序。
[0215]
‑
热定型工序
‑
[0216]
在热定型工序中,通过对沿着上述宽度方向拉伸的聚酯膜进行加热来进行热定型。由于能够通过热定型而使聚酯结晶化,因此能够抑制聚酯膜的收缩。
[0217]
热定型工序中的加热温度优选为190℃~240℃,更优选为200℃~240℃,尤其优选为210℃~230℃。
[0218]
在热定型工序中,膜宽度方向上的最高到达膜面温度的偏差优选为0.5℃~10.0℃,更优选为0.5℃~7.0℃,进一步优选为0.5℃~5.0℃,尤其优选为0.5℃~4.0℃。通过将膜宽度方向上的最高到达膜面温度的偏差调节在上述范围内,能够抑制宽度方向上的结晶度的偏差。
[0219]
作为加热方法,例如,可举出对膜吹热风的方法及对膜进行辐射加热的方法。作为在辐射加热的方法中使用的装置,例如,可举出红外线加热器。
[0220]
热定型工序中的加热时间优选为5秒~50秒,更优选为5秒~30秒,尤其优选为5秒~10秒。
[0221]
‑
热松弛工序
‑
[0222]
在热松弛工序中,通过对沿着上述宽度方向拉伸的聚酯膜进行加热来进行热松弛。能够通过热松弛而使聚酯膜的残留应变松弛。
[0223]
热松弛工序中的加热温度优选比热定型工序中的加热温度低5℃以上的温度,更优选低15℃以上的温度,进一步优选低25℃以上的温度,尤其优选低30℃以上的温度。
[0224]
热松弛工序中的加热温度优选为100℃以上,更优选为110℃以上,尤其优选为120℃以上。
[0225]
作为加热方法,例如,可举出对膜吹热风的方法及对膜进行辐射加热的方法。作为在辐射加热的方法中使用的装置,例如,可举出红外线加热器。
[0226]
(冷却工序)
[0227]
本发明所涉及的双轴取向聚酯膜的制造方法优选具有对上述经加热处理的聚酯膜进行冷却的工序(以下,还称为“冷却工序”。)。
[0228]
作为冷却方法,例如,可举出对膜吹风(优选为冷风)的方法及使膜与能够调节温度的部件(例如,温控辊)接触的方法。
[0229]
冷却工序中的平均冷却速度优选为500℃/分钟~4,000℃/分钟,更优选为1,000℃/分钟~3,500℃/分钟,尤其优选为1,500℃/分钟~3,000℃/分钟。通过将平均冷却速度调节在上述范围内,能够使冷却工序中的膜的表面温度均匀,因此能够减小宽度方向上的膨胀率不均匀。平均冷却速度使用非接触式温度计(例如,辐射温度计)来求出。例如,根据膜的表面温度成为150℃的地点与膜的表面温度成为70℃的地点的距离z及膜的传送速度s,求出从150℃至70℃的冷却时间(z/s)。接着,通过计算(150
‑
70)/(z/s),求出平均冷却速度。
[0230]
本发明所涉及的双轴取向聚酯膜能够应用于各种用途。本发明所涉及的双轴取向
聚酯膜例如能够用于干膜光阻支承体用膜、制造层叠陶瓷电容器的工序中的生坯薄片成型的支承体用膜及其他光学部件用膜。
[0231]
实施例
[0232]
以下,通过实施例对本发明进行详细说明,但是本发明并不限制于这些。另外,只要无特别说明,则“份”、“%”为质量基准。
[0233]
<实施例1>
[0234]
[挤出成型]
[0235]
使作为聚合催化剂而使用日本专利第5575671号公报中所记载的钛化合物(柠檬酸螯合钛络合物,vertecac
‑
420,johnson matthey公司制造)制造的聚对苯二甲酸乙二酯的颗粒干燥,而将上述颗粒的含水率设为50ppm以下。将所干燥的颗粒投入到直径为30mm的单轴混炼挤出机的料斗中,接着,在280℃下熔融并挤出。使熔融体(熔体)通过过滤器(孔径:3μm)之后,从模具挤出到25℃的冷却辊,由此获得了未拉伸膜。另外,所挤出的熔融体(熔体)使用静电施加法与冷却辊密合。
[0236]
[拉伸及涂布]
[0237]
对于上述未拉伸膜,通过以下方法逐次实施了双轴拉伸。
[0238]
(a)纵向拉伸
[0239]
通过使未拉伸膜在圆周速度不同的2对夹持辊之间通过来沿着纵向(传送方向)进行了拉伸。另外,对于纵向拉伸,将预热温度设为75℃、将拉伸温度设为90℃、将拉伸倍率设为3.4倍及将拉伸速度设为1,300%/秒来实施。
[0240]
(b)涂布
[0241]
使用棒涂布机,在上述纵向拉伸的膜的一个表面上涂布了下述包覆层形成用涂布液,以成为5.6g/m2。
[0242]
(c)横向拉伸
[0243]
使用拉幅机在下述条件下对进行了上述纵向拉伸及上述涂布的膜进行了横向拉伸。
[0244]
‑
条件
‑
[0245]
预热温度:100℃
[0246]
拉伸温度:120℃
[0247]
拉伸倍率:4.2倍
[0248]
拉伸速度:50%/秒
[0249]
(包覆层形成用涂布液)
[0250]
通过混合下述所示的各成分,获得了包覆层形成用涂布液。制备该涂布液之后直至涂布为止实施了利用6μm的过滤器(f20,mahle japan ltd.制造)的过滤及膜脱气(2x6radialflow superphobic,polypore international,inc.制造)。
[0251]
·
聚丙烯酸(as
‑
563a,daicel finechem ltd.制造,固体成分:27.5质量%):167份
[0252]
·
非离子系表面活性剂(naroacty(注册商标)cl95,sanyo chemical industries,ltd.制造,固体成分:100质量%):0.7份
[0253]
·
阴离子系表面活性剂(rapisol(注册商标)a
‑
90,nof corporation.制造,固体
成分:1质量%水稀释):55.7份
[0254]
·
巴西棕榈蜡分散物(selosol(注册商标)524,chukyo yushi co.,ltd.制造,固体成分:30质量%):7份
[0255]
·
碳二亚胺化合物(carbodilite(注册商标)v
‑
o2
‑
l2,nisshinbo chemical inc.制造,固体成分:10质量%水稀释):20.9份
[0256]
·
凝聚二氧化硅(aerosil ox50,nippon aerosil c0.,ltd.制造,固体成分:10质量%,水分散,平均初级粒径:40nm,平均粒径:200nm):2.95份
[0257]
·
水:745.8份
[0258]
[热定型及热松弛]
[0259]
在下述条件下对上述纵向拉伸及横向拉伸后的拉伸膜进行了热定型。进而,在热定型之后,缩小拉幅机宽度并在下述条件下进行热松弛,接着进行了冷却。
[0260]
(热定型条件)
[0261]
热定型温度:227℃
[0262]
热定型时间:6秒
[0263]
(热松弛条件)
[0264]
热松弛温度:190℃
[0265]
热松弛率:4%
[0266]
(冷却条件)
[0267]
冷却速度:2,500℃/分钟
[0268]
[卷取]
[0269]
在上述热定型及热松弛之后,将膜两端进行修剪,接着,以10mm的宽度对膜端部进行挤出加工(滚花)之后,以40kg/m的张力对拉伸膜进行了卷取。通过上述方法,获得了具有厚度为30μm的聚酯膜基材(pet:聚对苯二甲酸乙二酯)和厚度为0.04μm的包覆层的双轴取向聚酯膜。所获得的双轴取向聚酯膜的宽度为1.5m,卷长为7,000m。
[0270]
<实施例2>
[0271]
将热定型温度变更为231℃,除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0272]
<实施例3>
[0273]
将热定型温度变更为229℃,除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0274]
<实施例4>
[0275]
将热松弛后的冷却速度变更为3,500℃/分钟,除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0276]
<实施例5>
[0277]
将热松弛后的冷却速度变更为3,000℃/分钟,除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0278]
<实施例6>
[0279]
将包覆层形成用涂布液中的凝聚二氧化硅变更为胶体二氧化硅(snowtex(注册商标)mp4540m,nissan chemical corporati on制造,平均初级粒径:450nm,平均粒径:
450nm),且将拉伸之后的包覆层形成用涂布液的涂布量变更为22.4g/m2,除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0280]
<实施例7>
[0281]
将包覆层形成用涂布液中的凝聚二氧化硅变更为胶体二氧化硅(snowtex(注册商标)mp2040,nissan chemical corporation制造,平均初级粒径:200nm,平均粒径:200nm),且将拉伸之后的包覆层形成用涂布液的涂布量变更为11.2g/m2,除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0282]
<实施例8>
[0283]
将包覆层形成用涂布液中的凝聚二氧化硅变更为胶体二氧化硅(snowtex(注册商标)zl,nissan chemical corporation制造,平均初级粒径:100nm,平均粒径:100nm),除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0284]
<实施例9>
[0285]
将包覆层形成用涂布液中的凝聚二氧化硅变更为胶体二氧化硅(snowtex(注册商标)xl,nissan chemical corporation制造,平均初级粒径:50nm,平均粒径:50nm),除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0286]
<实施例10>
[0287]
将包覆层形成用涂布液中的凝聚二氧化硅的量变更为5.9份,除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0288]
<实施例11>
[0289]
将包覆层形成用涂布液中的凝聚二氧化硅的量变更为11.8份,除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0290]
<实施例12>
[0291]
将包覆层形成用涂布液中的凝聚二氧化硅的量变更为1.48份,除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0292]
<实施例13>
[0293]
将包覆层形成用涂布液中的聚丙烯酸变更为聚氨酯(super flex 150hs,dks co.ltd.制造,固体成分:38.0质量%)230份,除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0294]
<实施例14>
[0295]
将包覆层形成用涂布液中的聚丙烯酸变更为聚酯(plascoat z592,goo chemical co.,ltd.制造,同体成分:25.0质量%)187份,除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0296]
<实施例15>
[0297]
将包覆层形成用涂布液中的凝聚二氧化硅变更为聚甲基丙烯酸甲酯粒子(mp
‑
1000,soken chemical&engineering co.,ltd.制造,平均初级粒径:400nm,平均粒径:400nm),除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。在表1中,将聚甲基丙烯酸甲酯粒子简记为“pmma”。
[0298]
<实施例16>
[0299]
将涂布纵向拉伸之后的包覆层形成用涂布液的表面变更为两个表面,除此以外,
通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0300]
<实施例17>
[0301]
将包覆层形成用涂布液中的凝聚二氧化硅变更为胶体二氧化硅(snowtex(注册商标)xl,nissan chemical corporation制造,平均初级粒径:50nm,平均粒径:50nm),且将上述胶体二氧化硅的量变更为0.04份,除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0302]
<实施例18>
[0303]
将包覆层形成用涂布液中的凝聚二氧化硅变更为凝聚二氧化硅(nipgel(注册商标)az204,tosoh silica corporation.制造,平均初级粒径:4nm,平均粒径:1.7μm),且将热定型温度变更为229℃,除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0304]
<比较例1>
[0305]
将包覆层形成用涂布液中的凝聚二氧化硅变更为胶体二氧化硅(snowtex(注册商标)mp4540m,nissan chemical corporation制造,平均初级粒径:450nm,平均粒径:450nm)、将拉伸之后的包覆层形成用涂布液的涂布量变更为22.4g/m2及将热定型温度变更为215℃,除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0306]
<比较例2>
[0307]
将包覆层形成用涂布液中的凝聚二氧化硅变更为凝聚二氧化硅(nipgel(注册商标)az204,tosoh silica corporation.制造,平均初级粒径:4nm,平均粒径:1.7μm)及将热定型温度变更为240℃,除此以外,通过与实施例1相同的方法获得了双轴取向聚酯膜。
[0308]
<评价>
[0309]
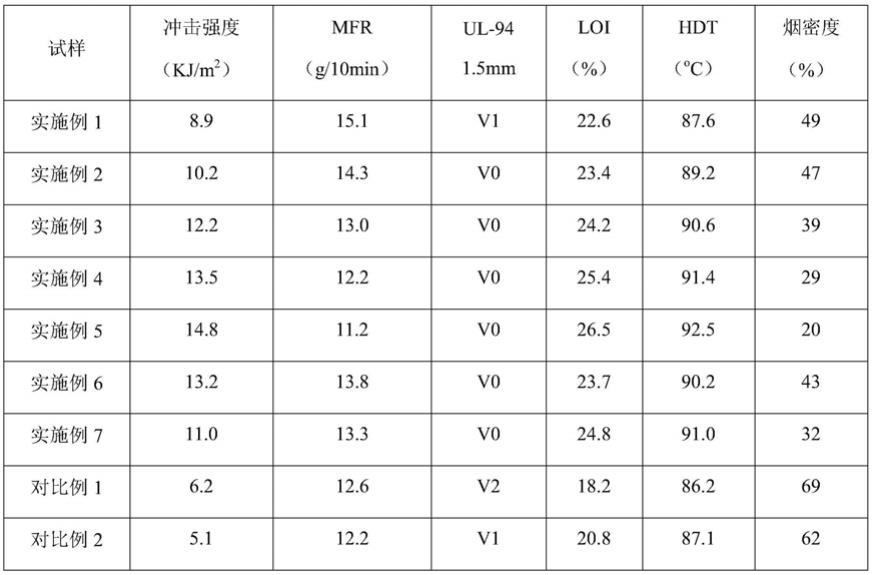
使用实施例1~实施例18及比较例1~比较例2的各双轴取向聚酯膜,进行了以下评价。将评价结果示于表1。
[0310]
[条纹状缺陷区域]
[0311]
一边使用加热传送装置,以30m/分钟的传送速度、100n/m的张力传送双轴取向聚酯膜一边在90℃或120℃下进行了20秒钟的加热处理。加热处理中的加热温度是指膜的表面温度。对于加热处理中的加热时间,从膜的表面温度达到目标温度(90℃或120℃)的时点开始计算。将加热处理后的双轴取向聚酯膜放置在平面上,接着,一边改变视点以使设置于室内的天花板上的荧光灯〔mitsubishi electric corporation制造的lupica ace(色温:5000k,平均显色评价数(ra):84)〕的光反射一边从斜向通过肉眼观察了双轴取向聚酯膜。将通过肉眼观察到的、在双轴取向聚酯膜的表面上荧光灯的反射像弯曲的区域设为条纹状缺陷区域。通过计数观察到的条纹状缺陷区域,计算出每1m2的条纹状缺陷区域的个数(个/m2)。
[0312]
[颜色不均匀]
[0313]
在双轴拉伸聚酯膜中,通过使用狭缝状喷嘴,在聚酯膜基材的与配置有包覆层的面相反的面上涂布包含下述配方a的基底层用涂布液之后,在120℃下进行干燥来形成了基底层。接着,通过在基底层上涂布包含下述配方b的黑色层用涂布液之后,在90℃或120℃下进行干燥来形成了黑色层。将设置有黑色层的双轴拉伸聚酯膜放置于光台上,在与上述双轴拉伸聚酯膜分开1m的位置通过肉眼观察黑色层的颜色不均匀,并根据下述基准进行了评价。
[0314]
(配方a:基底层用涂布液)
[0315]
·
pva205(聚乙烯醇,kuraray co.,ltd.制造,皂化度:88%,聚合度:550):32.2质量份
[0316]
·
聚乙烯吡咯烷酮(integrated software products co.,ltd.制造,k
‑
30):14.9份
[0317]
·
蒸馏水:524质量份
[0318]
·
甲醇:429质量份
[0319]
(配方b:黑色层用涂布液)
[0320]
·
根据日本专利第5320652号公报的0036段~0042段的记载制造的树脂包覆碳黑:13.1质量份
[0321]
·
分散剂1(下述结构):0.65质量份
[0322]
·
聚合物(甲基丙烯酸苄酯/甲基丙烯酸=72/28摩尔比的无规共聚物,重均分子量:3.7万):6.72质量份
[0323]
·
丙二醇单甲醚乙酸酯:79.53质量份
[0324]
以下示出分散剂1的结构。
[0325]
[化学式1]
[0326][0327]
(基准)
[0328]
a:完全未确认到颜色不均匀,为良好的状态。
[0329]
b:虽然能够确认到少许颜色不均匀,但是在实际使用上没有问题。
[0330]
c:虽然能够确认到颜色不均匀,但是在实际使用上没有问题。
[0331]
d:颜色不均匀强,在实际使用上存在问题。
[0332]
[卷绕质量]
[0333]
通过一边按压空气喷嘴一边用平直卷卷取7000m的双轴拉伸聚酯膜来制造了辊。将所制造的辊在25℃、50%rh(相对湿度)的条件下静置30天之后,根据下述基准评价了卷绕质量。
[0334]
(基准)
[0335]
a:在膜中没有褶皱。
[0336]
b:虽然在膜中有少许褶皱,但是若用手施加张力则会消失,因此在实际使用上没有问题。
[0337]
c:虽然在膜中观察到少许褶皱,平面性受损,但是在实际使用上没有问题。
[0338]
d:在膜中观察到大的褶皱,平面性受损。
[0339]
[转印故障]
[0340]
一边将具有在上述颜色不均匀的评价中制造的黑色层的双轴取向聚酯膜以成为宽度为45cm的长度的方式切割两端部,一边以11.5kg/m的张力将接触辊按压在直径为3英寸(1英寸=2.54cm)的abs(丙烯腈
‑
丁二烯
‑
苯乙烯)树脂制卷绕芯上,而缠绕了100m。将所获得的试验体在25℃、50%rh(相对湿度)的条件下静置了10天。经过10天之后,在荧光灯〔mitsubishi electric corporation制造的lupica ace(色温:5000k,平均显色评价数(ra):84)〕下观察了缠绕在上述卷绕芯上的双轴取向聚酯膜中的黑色层的表面。利用荧光灯的反射光通过肉眼观察膜表面的凹凸,并根据下述基准评价了转印故障。
[0341]
(基准)
[0342]
a:完全未观察到表面的凹凸,为非常良好的状态。
[0343]
b:虽然能够视觉辨认到少许表面凹凸,但是为非常微小的凹凸,为没有问题的状态。
[0344]
c:虽然能够视觉辨认到表面凹凸,但是为微小的凹凸,为没有问题的状态。
[0345]
d:能够清楚地视觉辨认表面的凹凸,黑色层变形,因此为在实际使用上存在问题的状态。
[0346][0347]
在表1中,“层结构”这一栏中所记载的“a”及“b”分别是指聚酯膜基材及包覆层。在表1中,“层结构”这一栏中所记载的“/”表示层的边界。例如,“a/b”是指层叠有a和b的状态。
[0348]
在表1中,“雾度”这一栏中所记载的值为使用雾度计(ndh
‑
2000,nippon denshoku industries co.,ltd.制造)并通过依照jis k 7105的方法测量的值。
[0349]
在表1中,“b
*
值”这一栏中所记载的值为使用分光色差计(例如,se
‑
2000,nippon denshoku industries co.,ltd.制造)并通过透射法测量的值。
[0350]
在表1中,“90℃膨胀率”及“120℃膨胀率”的各栏中所记载的值为根据已叙述的方法(参考上述“膨胀率”的项目)使用热机械分析装置(tma
‑
60,shimadzu corporation制造)测量的值。
[0351]
在表1中,“突起的平均高度”这一栏中所记载的值为使用光学干涉仪(zygo corporation制造的newview5020)测量膜的包覆层表面上的1.07mm
×
1.42mm的范围之后,使用数据分析软件(newview5020的数据分析软件:metropro8.1.3)测量的值(5个范围内的测量值的算术平均)。
[0352]
在表1中,“突起的密度”这一栏中所记载的值为使用光学干涉仪(zygo corporation制造的newview5020)测量膜的包覆层表面上的1.07mm
×
1.42mm的范围之后,使用数据分析软件(newview5020的数据分析软件:metropro8.1.3)测量的值(5个范围内的测量值的算术平均)。
[0353]
实施例1~实施例15、实施例17~实施例18及比较例1~比较例2的各双轴取向聚酯膜的a面(即,双轴取向聚酯膜中的、聚酯膜基材(a)的与包覆层(b)相反的一侧的面)的表面粗糙度ra为2nm。实施例16的双轴取向聚酯膜的b面(即,双轴取向聚酯膜中的、包覆层(b)的与聚酯膜基材(a)相反的一侧的面)的表面粗糙度ra为4nm。关于各双轴取向聚酯膜的表面粗糙度ra,使用光学于涉仪(zygo corporation制造的newview5020)测量膜的1.07mm
×
1.42mm的范围之后,使用数据分析软件(newview5020的数据分析软件:metropro8.1.3)进行了测量。具体而言,通过上述方法,对5个范围(膜的1.07mm
×
1.42mm)中的测量值进行算术平均,由此求出表面粗糙度ra。
[0354]
根据表1发现:与比较例1~比较例2相比,90℃及120℃下的宽度方向的膨胀率分别在0%~0.15%的范围内的实施例1~实施例18中,条纹状缺陷区域少。并且,发现:与比较例1~比较例2相比,条纹状缺陷区域少的实施例1~实施例18中,黑色层的颜色不均匀减少。
[0355]
在2019年5月28日中请的日本专利申请2019
‑
099592号公开的全部内容通过参考而被编入本说明书中。本说明书中所记载的所有文献、专利申请及技术标准与具体且分别记载通过参考而被编入的各个文献、专利申请及技术标准的情况相同程度地,通过参考被编入本说明书中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。