一种动态交联的sbs热熔压敏胶及其制备方法
技术领域
1.本发明属于胶黏剂技术领域,具体涉及一种动态交联的sbs热熔压敏胶及其制备方法。
背景技术:
2.热熔压敏胶是一种自胶黏物质,在熔融状态下进行涂布,冷却固化后施加压力即能粘结,可广泛用于包装、装订、热封以及压敏等领域。热熔型压敏胶主要由高分子聚合物、增粘剂及添加剂等组成。其中sbs热塑性弹性体是常用的胶黏剂高分子聚合物。它既有苯乙烯的热塑性,又有丁二烯的柔韧性和回弹性,能与多种聚合物相容,在胶黏剂中使用时起到骨架作用,提供胶体的弹性和内聚强度。sbs软段丁二烯(pb)有较高的不饱和性,利用不饱和双键形成的化学交联可以改变胶黏剂的性能,但也正因为pb链段的不饱和性,使sbs基热熔胶在常温下的抗氧化性和抗紫外线性能较差,造成热熔胶性能快速下降,使用寿命降低。另外sbs热熔压敏胶大都是以苯乙烯物理交联的热塑性热熔胶,使用过程中存在着软化点低,耐热性差,内聚强度较弱,通常会因外力作用在橡胶之间发生脱胶等问题。大大限制了sbs热熔型压敏胶的适用范围。
3.在一些公开的sbs热熔压敏胶中,通常是添加极性增粘树脂的方法来改善,这种方法操作简单,但增粘树脂的引入会影响胶黏剂的内聚强度,因此提高的效果有限。例如“基于sbs和ps的胶黏剂的制备方法”,其维卡软化点在60
‑
70℃,再如“一种环氧嵌段共聚物胶黏剂及其制备方法”其拉伸剪切强度在0.75
‑
0.98 mpa之间,远满足不了热熔胶的使用要求。
技术实现要素:
4.为了实现改善现阶段sbs热熔压敏胶软化点低,耐热性差,内聚强度不高的问题,同时实现动态交联后sbs热熔压敏胶可以重复粘接,提高其实用性的目的,本发明提供了一种动态交联的sbs热熔压敏胶,另一方面,本发明提供一种动态交联的sbs热熔压敏胶的制备方法。
5.一种动态交联的sbs热熔压敏胶由下列重量份数的原料制成:100份sbs热塑性弹性体、0.3份抗氧剂、0.5份紫外光引发剂和3
‑
10份苯硼酸酯动态交联剂,所述sbs热塑性弹性体中苯乙烯的含量为28
‑
31%;所述抗氧剂按质量比3:1由四[[β
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酸]季戊四醇酯和三[2,4
‑
二叔丁基苯基]亚磷酸酯混合制成;所述紫外光引发剂为2,2
‑
二甲氧基
‑2‑
苯基苯乙酮;所述苯硼酸酯动态交联剂为白色固体,其中1,4
‑
苯二硼酸和1
‑
硫代甘油的摩尔比例为1:2;所述sbs热熔压敏胶为白色片材,剪切拉伸强度高于2.55mpa,剪切失效温度高于
70℃;再粘合后的sbs热熔压敏胶的剪切拉伸强度和剪切失效温度回复率均高于90%。
[0006]
所述再粘合是将使用过的所述sbs热熔压敏胶粘合后的不锈钢铁片,经过剪切拉伸失效后,再将所述废弃的不锈钢铁片在平板硫化机上重新粘合,粘合温度为180℃,压力为3mpa,粘合时间为20min。
[0007]
一种动态交联的sbs热熔压敏胶的制备操作步骤如下:(1)制备苯硼酸酯动态交联剂将1,4
‑
苯二硼酸和1
‑
硫代甘油溶解在15倍质量的四氢呋喃中,1,4
‑
苯二硼酸和1
‑
硫代甘油的摩尔比为1:2;加入无水硫酸镁,无水硫酸镁与四氢呋喃的质量比为1:4;在氮气保护、30℃条件下反应24小时,过滤得到液态混合物,旋蒸除去80 %的四氢呋喃,得到浓缩的苯硼酸酯动态交联剂溶液;再用50倍质量的正己烷洗涤沉淀三次,得到苯硼酸酯动态交联剂,苯硼酸酯动态交联剂为白色固体;(2)制备混合物按配方取100份sbs热塑性弹性体、0.3份抗氧剂、0.5份紫外光引发剂和3
‑
10份苯硼酸酯动态交联剂;先将sbs热塑性弹性体包辊,然后依次加入抗氧剂、紫外光引发剂、苯硼酸酯动态交联剂进行混炼,得到混合物;(3)制备动态交联的sbs热熔压敏胶将混合物倒入容积为100mm
×
100mm
×
1mm的模具中,在平板硫化机上成型,模具温度为180℃、压力为5mpa、热压时间为20~30min;在封闭环境中将成型样品在低压汞灯下辐照;得到动态交联的sbs热熔压敏胶。
[0008]
进一步限定的制备操作条件如下:步骤(2)中,所述开炼机的前辊温度和后辊温度均为160℃,混炼时间为30~40 min。
[0009]
步骤(3)中,成型条件:模具温度为180℃、压力为5mpa、热压时间为20~30min;低压汞灯的辐照条件:低压汞灯的功率为48w、低压汞灯距样品表面的距离为10 cm、辐照时间为20~30min。
[0010]
与已有技术相比,本发明的有益技术效果体现在以下方面:(1)本发明的制备工艺中通过紫外光辐照使得苯硼酸酯动态交联剂参与构建sbs热熔压敏胶交联网络,提高了sbs热熔压敏胶的软化温度,改善了压敏胶的耐热性。且动态交联网络的形成,sbs热熔压敏胶的平均分子量增大,压敏胶的本体粘度和内聚强度均会明显上升,具有更高的机械性能和粘接强度。
[0011]
(2)本发明动态交联的sbs热熔压敏胶是由具有动态特性的苯硼酸酯作为交联剂的压敏胶。苯硼酸酯的化学方程式:在较高温度下,苯硼酸酯动态共价键在保证交联密度不变的情况下,实现进行可逆的断裂和重组。压敏胶显示出类似阿伦尼乌斯的逐渐粘度变化。压敏胶受热熔化成液体,冷却后重新凝固,因此可以实现可剥离和重复粘合的功能,提高了sbs热熔压敏胶的实用性,方法简单快捷。本发明的动态交联的sbs热熔压敏胶再粘合后的剪切拉伸强度和剪切失效温度回复率均高于90%。
[0012]
(3)本发明的动态交联的sbs热熔压敏胶剪切失效温度最高可达113℃,剪切拉伸
g抗氧剂、0.5 g紫外光引发剂和3 g苯硼酸酯动态交联剂进行混炼,开炼机的前辊温度和后辊温度均为160℃,混炼时间为30 min,得到混合物;采用的抗氧剂为质量比3:1的四[β
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酸]季戊四醇酯和三[2,4
‑
二叔丁基苯基]亚磷酸酯的复配物,紫外光引发剂为2,2
‑
二甲氧基
‑2‑
苯基苯乙酮。
[0021]
(3)制备动态交联的sbs热熔压敏胶将混合物倒入100mm
×
100mm
×
1mm的模具中,在平板硫化机上成型,模具温度为180℃、压力为5mpa、热压时间为20min;样品辐照直接在封闭环境下的低压汞灯的辐照下实现;低压汞灯的功率为48w;低压汞灯距模具中混合物的表面为10 cm,辐照时间为20min,得到动态交联的sbs热熔压敏胶,命名为sbs
‑
b3。
[0022]
当动态交联的sbs热熔压敏胶使用过后,需要重复粘合利用时:将具有动态交联的sbs热熔压敏胶粘合的不锈钢铁片,经过剪切拉伸失效后,贴合在平板硫化机上,不锈钢片上残留的sbs热熔压敏胶可以使不锈钢铁片重新粘合,粘合温度为180℃,压力为3mpa,粘合时间为20min。
[0023]
1.拉伸剪切强度测试(1)测试方法测试方法参照国标gb/t 7124
‑
2008进行。试样为单搭接结构。胶黏剂拉伸剪切强度是在平行于粘接面且在试样主轴方向上施加一拉伸力,测出的刚性材料单搭接粘接处的剪切应力。
[0024]
(2)试样粘接面长度为12.5 mm
±
0.25 mm,试片主轴方向应与金属胶接件的切割方向相一致。
[0025]
(3)试验条件试样的停放时间和试验环境条件符合下列要求:
①
试样制备后到试验的最短时间为16h,最长时间为1个月;
②
试验一般应在温度为23℃
±
2℃,相对湿度为45
‑
55%的环境中进行;
③
试验时,试样在环境条件下的停放时间不少于12h。
[0026]
(4)试验步骤将试样对称地夹在夹具上,夹持处至距离最近的粘接端的距离为50 mm
±
1 mm。夹具中可使用垫片,以保证作用力在粘接面内。
[0027]
拉力试验机以恒定的测试速度进行试验,使一般破坏时间介于65 s
±
20 s。
[0028]
若拉力机可以恒定速度加载,将剪切力变化速率定在每分钟8.3 mpa~9.8 mpa之间。
[0029]
记录试样剪切破坏的最大负荷作为破坏载荷。
[0030]
2.耐热性测试(1)测试方法通过在金属搭接试样的下方悬挂一个重量为500g的砝码,在规定的条件下,对环境进行匀速升温,测试试样剪切失效前能承受的最高温度,是为剪切失效温度。
[0031]
(2)试验条件
鼓风烘箱的温度范围为30
‑
150℃,升温速率10℃/min。
[0032]
(3)测试步骤在30℃的温度下,将金属搭接试样悬挂在鼓风烘箱合适的位置,在金属搭接试样下方悬挂一个重量为500g的砝码,鼓风烘箱以10℃/min的速度升温,记录测试试样剪切失效前能承受的最高温度。
[0033]
本实施例制得的动态交联的sbs热熔压敏胶的拉伸剪切强度为3.25mpa,剪切失效温度为72.6℃,重粘合后的动态交联的sbs热熔压敏胶拉伸剪切强度为3.12mpa,恢复率为96%;剪切失效温度为68.2℃,恢复率为94%,展现出良好的重复粘接能力。
[0034]
实施例2一种动态交联的sbs热熔压敏胶的制备操作步骤如下:(1)制备苯硼酸酯动态交联剂采用的苯硼酸酯动态交联剂为1,4
‑
苯二硼酸与1
‑
硫代甘油的反应产物,制备方法和实施例1相同。
[0035]
(2)制备混合物采用的抗氧剂为四[β
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酸]季戊四醇酯和三[2,4
‑
二叔丁基苯基]亚磷酸酯的复配物(质量比为3:1)、紫外光引发剂为2,2
‑
二甲氧基
‑2‑
苯基苯乙酮。
[0036]
按照配方称取各原料物质,先将100 g sbs热塑性弹性体包辊,然后依次加入0.3 g抗氧剂、0.5 g紫外光引发剂和5 g苯硼酸酯动态交联剂进行混炼,开炼机的前辊温度和后辊温度均为160℃,混炼时间为30 min,得到混合物。
[0037]
(3)制备动态交联的sbs热熔压敏胶将混合物倒入100mm
×
100mm
×
1mm的模具中,在平板硫化机上成型,模具温度为180℃、压力为5mpa、热压时间为20min;辐照直接在封闭环境下的低压汞灯的辐照下实现;低压汞灯的功率为48w;低压汞灯距模具中混合物的表面为10 cm,辐照时间为20min,得到动态交联的sbs热熔压敏胶,命名为sbs
‑
b5。
[0038]
将2片使用过的具有动态交联的sbs热熔压敏胶粘合后的不锈钢铁片,经过剪切拉伸失效后,再将所述废弃的具有sbs热熔压敏胶的2片不锈钢铁片在平板硫化机上重新粘合,粘合温度为180℃,压力为3mpa,粘合时间为20min。
[0039]
本实施例制得的动态交联的sbs热熔压敏胶的拉伸剪切强度为2.55mpa,剪切失效温度为76.1℃,重粘合后的动态交联的sbs热熔压敏胶拉伸剪切强度为2.39mpa,恢复率为94%;剪切失效温度为70.1℃,恢复率为92%,展现出良好的重复粘接能力。
[0040]
实施例3一种动态交联的sbs热熔压敏胶的制备操作步骤如下:(1)制备苯硼酸酯动态交联剂采用的苯硼酸酯动态交联剂为1,4
‑
苯二硼酸与1
‑
硫代甘油的反应产物,制备方法和实施例1相同。
[0041]
(2)制备混合物采用的抗氧剂为四[β
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酸]季戊四醇酯和三[2,4
‑
二叔丁基苯基]亚磷酸酯的复配物(质量比为3:1)、紫外光引发剂为2,2
‑
二甲氧基
‑2‑
苯基
苯乙酮。
[0042]
按照配方称取各原料物质,先将100 g sbs热塑性弹性体包辊,然后依次加入0.3 g抗氧剂、0.5 g紫外光引发剂和7 g苯硼酸酯动态交联剂进行混炼,开炼机的前辊温度和后辊温度均为160℃,混炼时间为30 min,得到混合物。
[0043]
(3)制备动态交联的sbs热熔压敏胶将混合物倒入100mm
×
100mm
×
1mm的模具中,在平板硫化机上成型,模具温度为180℃、压力为5mpa、热压时间为20min;辐照直接在封闭环境下的低压汞灯的辐照下实现;低压汞灯的功率为48w;低压汞灯距模具中混合物的表面为10 cm,辐照时间为20min,得到动态交联的sbs热熔压敏胶,命名为sbs
‑
b7。
[0044]
将2片使用过的具有动态交联的sbs热熔压敏胶的不锈钢铁片,经过剪切拉伸失效后,再将废弃的具有sbs热熔压敏胶的2片不锈钢铁片在平板硫化机上重新粘合,粘合温度为180℃,压力为3mpa,粘合时间为20min。
[0045]
本实施例制得的动态交联的sbs热熔压敏胶的拉伸剪切强度为2.61mpa,剪切失效温度为94.1℃,重粘合后的动态交联的sbs热熔压敏胶拉伸剪切强度为2.49mpa,恢复率为95%;剪切失效温度为88.2℃,恢复率为94%,展现出良好的重复粘接能力。
[0046]
实施例4一种动态交联的sbs热熔压敏胶的制备操作步骤如下:(1)制备苯硼酸酯动态交联剂采用的苯硼酸酯动态交联剂为1,4
‑
苯二硼酸与1
‑
硫代甘油的反应产物,制备方法和实施例1相同。
[0047]
(2)制备混合物采用的抗氧剂为四[β
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酸]季戊四醇酯和三[2,4
‑
二叔丁基苯基]亚磷酸酯的复配物(质量比为3:1)、紫外光引发剂为2,2
‑
二甲氧基
‑2‑
苯基苯乙酮。
[0048]
按照配方称取各原料物质,先将100 g sbs热塑性弹性体包辊,然后依次加入0.3 g抗氧剂、0.5 g紫外光引发剂和10 g苯硼酸酯动态交联剂进行混炼,开炼机的前辊温度和后辊温度均为160℃,混炼时间为30 min,得到混合物。
[0049]
(3)制备动态交联的sbs热熔压敏胶将混合物倒入100mm
×
100mm
×
1mm的模具中,在平板硫化机上成型,模具温度为180℃、压力为5mpa、热压时间为20min;辐照直接在封闭环境下的低压汞灯的辐照下实现;低压汞灯的功率为48w;低压汞灯距模具中混合物的表面为10 cm,辐照时间为20min,得到动态交联的sbs热熔压敏胶,命名为sbs
‑
b10。
[0050]
将2片使用过的具有动态交联的sbs热熔压敏胶粘合后的不锈钢铁片,经过剪切拉伸失效后,再将废弃的具有sbs热熔压敏胶的2片不锈钢铁片在平板硫化机上重新粘合,粘合温度为180℃,压力为3mpa,粘合时间为20min。
[0051]
本实施例制得的动态交联的sbs热熔压敏胶的拉伸剪切强度为3.07mpa,剪切失效温度为113.3℃,重粘合后的动态交联的sbs热熔压敏胶拉伸剪切强度为2.97mpa,恢复率为97%;剪切失效温度为108.1℃,恢复率为95%,展现出良好的重复粘接能力。
[0052]
对比例1
采用的传统交联剂为1,6
‑
己二硫醇;采用的抗氧剂为四[β
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酸]季戊四醇酯和三[2,4
‑
二叔丁基苯基]亚磷酸酯的复配物(质量比为3:1)、紫外光引发剂为2,2
‑
二甲氧基
‑2‑
苯基苯乙酮。
[0053]
按照配方称取各原料物质,先将100 g sbs热塑性弹性体包辊,然后依次加入0.3 g抗氧剂、0.5 g紫外光引发剂和5 g传统的1,6
‑
己二硫醇交联剂进行混炼,开炼机的前辊温度和后辊温度均为160℃,混炼时间为30 min,得到混合物;将混合物倒入100mm
×
100mm
×
1mm的模具中,在平板硫化机上成型,模具温度为180℃、压力为5mpa、热压时间为20min;辐照直接在封闭环境下的低压汞灯的辐照下实现;低压汞灯的功率为48w;低压汞灯距模具中混合物的表面为10 cm,辐照时间为20min,得到永久交联的sbs压敏胶,命名为sbs
‑
h5。
[0054]
将2片使用过的具有永久交联的sbs压敏胶粘合后的不锈钢铁片,经过剪切拉伸失效后,再将废弃的具有永久交联的sbs压敏胶的2片不锈钢铁片在平板硫化机上重新粘合,粘合温度为180℃,压力为3mpa,粘合时间为20min。
[0055]
本实施例制得的动态交联的sbs热熔压敏胶的拉伸剪切强度为0.3mpa,剪切失效温度为52.1℃,重粘合后的永久交联的sbs压敏胶几乎没有强度,无法重复粘接。
[0056]
对比例2未使用任何交联剂,按照配方称取各原料物质,先将100 g sbs热塑性弹性体包辊,然后加入0.3 g抗氧剂进行混炼,开炼机的前辊温度和后辊温度均为160℃,混炼时间为30 min,得到混合物;将混合物倒入100mm
×
100mm
×
1mm的模具中,在平板硫化机上成型,模具温度为180℃、压力为5mpa、热压时间为20min,得到未交联的sbs压敏胶,命名为sbs。
[0057]
本实施例制得的未交联的sbs压敏胶的拉伸剪切强度为0.86 mpa,剪切失效温度为63.7℃,拉伸剪切强度和剪切失效温度都较低。
[0058]
表2实施例1~4和对比例1
‑
2的压敏胶(a)及再加工后(b)性能对实施例和对比例制备的动态交联的sbs热熔压敏胶(a)和再加工样品(b)的性能进行检测。测试结果如表2所示。
[0059]
实施例1
‑
4和对比例1
‑
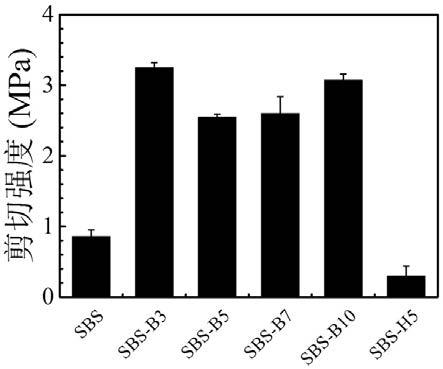
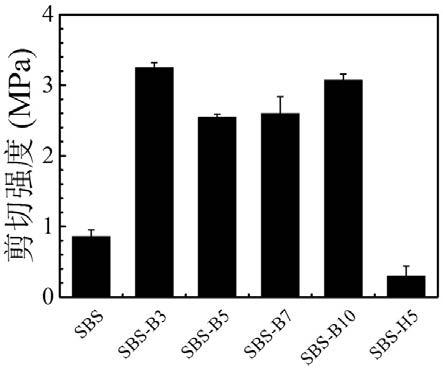
2的剪切拉伸强度见图1,剪切失效温度见图2。具体来说,在对比例1中,采用1,6
‑
己二硫醇作为交联剂,形成永久化学交联。在高温下,压敏胶无法熔融,压敏胶分子很难扩散到不锈钢金属表面从而形成有效的粘接。因此展现出极低的拉伸剪切强度和剪切失效温度,材料也无法重复粘接。在对比例2中,热熔压敏胶未形成交联网络,因此拉伸剪切强度和剪切失效温度都较低。在实施例1
‑
4中,sbs热塑性弹性体的含量为
100g,苯硼酸酯交联剂的加入,热熔压敏胶的拉伸剪切强度和剪切失效温度整体上都得到了改善,说明动态交联网络的形成,sbs热熔压敏胶的平均分子量增大,压敏胶的本体粘度和内聚强度均会明显上升,展现出良好的粘接性能;另外,更重要的是动态交联的sbs热熔压敏胶的剪切失效温度由63.7℃提高到了113.3℃,压敏胶的软化点和耐热性得到大幅度提升。最后,实施例1的重粘合数据见图3,可以看出实施例1重新粘合后样品的拉伸剪切强度基本保持不变,说明苯硼酸酯动态交联剂的动态特性赋予sbs热熔压敏胶重复粘接的性能。
[0060]
本领域的技术人员容易理解,以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。