1.本发明属于航空热塑复合材料技术领域,尤其涉及一种航空热塑复合材料的成型设备及成型工艺。
背景技术:
2.航空热塑复合材料需要先制成单向带再将单向带铺开叠加放置;随后通过传送带将叠放的单向带分别通过多组个平板热压机进行连续的热压成型,之后通过传送带将之带动到冲压设备中进行冲压;最后通过传送带将冲压完成的单向带移动到热塑件焊接设备处进行拼接,完成加工。
3.现有的航空热塑复合材料需要通过多台平板热压机对其进行连续的热压使之成型,但是多台平板热压机的设置,相互之间各自独立且与传送带也独立相互之间配合并不好,同时造成的能耗也大。
技术实现要素:
4.本发明提供一种航空热塑复合材料的成型设备及成型工艺,旨在解决上述背景技术中提出的问题。
5.本发明是这样实现的,一种航空热塑复合材料的成型设备,包括并列设置的两条用于运输物料的循环带,其中一个所述循环带的一侧设置有两个用于对物料的不同部位进行热压成型的热压模组,两个所述热压模组分别位于给所述循环带提供动力的齿轮部的左右两侧,所述热压模组的传动部与所述齿轮部均通过切换部与动力部相连接,用于动力的切换供给。
6.优选的,所述循环带通过部分内壁转动设置的长圆环形的支架固定在地面上,且所述循环带的另外部分内壁设置有环齿,该环齿与所述齿轮部中的动力齿轮相啮合。
7.优选的,所述齿轮部包括直杆以及所述直杆左右两端固定连接的两个所述动力齿轮,两个所述动力齿轮分别对应一个所述循环带。
8.优选的,所述动力部中的电机通过底座固定在所述支架上,所述电机的输出轴一端插接进所述直杆一端的空腔中并与之通过轴承与之转动连接,所述输出轴上通过轴承还固定有第一平齿轮,所述直杆端头与所述第一平齿轮之间设置有所述切换部。
9.优选的,所述输出轴位于所述第一平齿轮和所述直杆端头之间设置有第一花键,该第一花键的外侧套设有与之配合的所述切换部的滑块,通过所述滑块在所述第一平齿轮和所述直杆端头之间滑动插接,用于齿轮部和传动部之间进行动力切换。
10.优选的,所述滑块的外壁设置有第二花键,且所述滑块的外侧靠左右两端的位置处分别设置有第一磁环和第二磁环,该第一磁环与所述第一平齿轮端面设置的第一电磁环相磁吸,用于将所述滑块上的第二花键一端插入到所述第一平齿轮端面开设的第一键槽中,所述第二磁环与所述直杆端面设置的第二电磁环相磁吸,用于将所述滑块上的第二花键另一端插入到所述直杆端面开设的第二键槽中。
11.优选的,所述传动部包括与所述第一平齿轮相啮合的第二平齿轮,所述第二平齿轮同轴设置有第一输出锥齿轮,该第一输出锥齿轮啮合有第一输入锥齿轮,该第一输入锥齿轮通过长杆两端的两个第二输出锥齿轮分别与两个所述热压模组上的第二输入锥齿轮相啮合,用于带动所述热压模组中的上下两个热压模合模。
12.优选的,所述热压模组包括架体,所述架体上滑动设置有上下两个热压模,且两个所述热压模之间通过双头丝杠连接,该双头丝杠的下端固定连接有所述第二输入锥齿轮。
13.一种航空热塑复合材料的成型工艺,包括一种航空热塑复合材料的成型设备,还包括如下步骤:
14.步骤一:将航空热塑复合材料制成单向带;
15.步骤二:将单向带铺开叠加放置;
16.步骤三:通过循环带将叠放的单向带分别通过两组热压模组进行连续的热压成型;
17.步骤四:在通过循环带将之带动到冲压设备中进行冲压;
18.步骤五:通过循环带将冲压完成的单向带移动到热塑件焊接设备处进行拼接,完成加工。
19.与现有技术相比,本发明的有益效果是:本发明的一种航空热塑复合材料的成型设备及成型工艺,通过在传动部中的第一平齿轮上设置第一电磁环,以及齿轮部中的直杆上设置第二电磁环,使得两个电磁环轮流产生磁力对滑块两端进行磁吸,使得滑块向直杆或者第一平齿轮运动,进而输出轴通过滑块带动直杆或者第一平齿轮进行转动,使得动力部对循环带或者热压模组进行动力的提供正好利用了循环带停留时,热压模组运动,两者相互之间交错的形式,完成同一动力源的操作,同一个动力源对多个不同的结构模块进行动力的提供,节省了电力的消耗。
附图说明
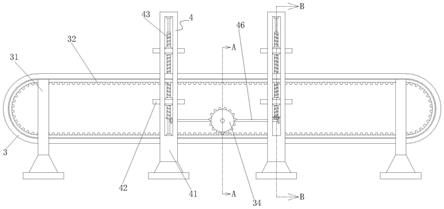
20.图1为本发明的侧面结构示意图;
21.图2为图1中a
‑
a处的动力部、切换部剖面结构示意图;
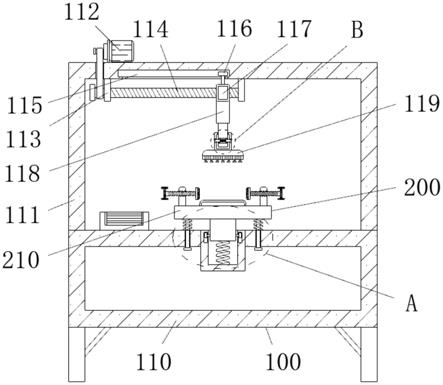
22.图3为图1中b
‑
b处剖面结构示意图;
23.图4为图2中c处局部放大结构示意图;
24.图中:
25.1、动力部;11、电机;12、输出轴;13、第一花键;
26.2、切换部;21、滑块;22、第二花键;23、第一磁环;24、第二磁环;
27.3、循环带;31、支架;32、环齿;33、直杆;331、空腔;332、第二电磁环;333、第二键槽;34、动力齿轮;
28.4、热压模组;41、架体;42、热压模;43、双头丝杠;44、第二输入锥齿轮;45、第二输出锥齿轮;46、长杆;47、第一输入锥齿轮;48、第一输出锥齿轮;49、第二平齿轮;50、第一平齿轮;501、第一电磁环;502、第一键槽。
具体实施方式
29.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对
本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
30.请参阅图1
‑
4,本发明提供一种技术方案:
31.一种航空热塑复合材料的成型设备,包括并列设置的两条用于运输物料的循环带3,其中一个循环带3的一侧设置有两个用于对物料的不同部位进行热压成型的热压模组4,两个热压模组4分别位于给循环带3提供动力的齿轮部的左右两侧,热压模组4的传动部与齿轮部均通过切换部2与动力部1相连接,用于动力的切换供给。
32.通过在传动部中的第一平齿轮50上设置第一电磁环501,以及齿轮部中的直杆33上设置第二电磁环332,使得两个电磁环轮流产生磁力对滑块21两端进行磁吸,使得滑块21向直杆33或者第一平齿轮50运动,进而输出轴12通过滑块21带动直杆33或者第一平齿轮50进行转动,使得动力部1对循环带3或者热压模组4进行动力的提供,完成同一动力源的操作。
33.循环带3通过部分内壁转动设置的长圆环形的支架31固定在地面上,且循环带3的另外部分内壁设置有环齿32,该环齿32与齿轮部中的动力齿轮34相啮合。齿轮部包括直杆33以及直杆33左右两端固定连接的两个动力齿轮34,两个动力齿轮34分别对应一个循环带3。
34.直杆33与滑块21相插接后,直杆33被输出轴12带动进行转动,直杆33带动两个动力齿轮34进行转动,动力齿轮34在循环带3内壁处设置的环齿32中进行转动,进而将循环带3带动在支架31上进行转动,实现整个循环带3的移动,完成对循环带3上航空热塑复合材料运输的处理。
35.动力部1中的电机11通过底座固定在支架31上,电机11的输出轴12一端插接进直杆33一端的空腔331中并与之通过轴承与之转动连接,输出轴12上通过轴承还固定有第一平齿轮50,直杆33端头与第一平齿轮50之间设置有切换部2。输出轴12位于第一平齿轮50和直杆33端头之间设置有第一花键13,该第一花键13的外侧套设有与之配合的切换部2的滑块21,通过滑块21在第一平齿轮50和直杆33端头之间滑动插接,用于齿轮部和传动部之间进行动力切换。滑块21的外壁设置有第二花键22,且滑块21的外侧靠左右两端的位置处分别设置有第一磁环23和第二磁环24,该第一磁环23与第一平齿轮50端面设置的第一电磁环501相磁吸,用于将滑块21上的第二花键22一端插入到第一平齿轮50端面开设的第一键槽502中,第二磁环24与直杆33端面设置的第二电磁环332相磁吸,用于将滑块21上的第二花键22另一端插入到直杆33端面开设的第二键槽333中。
36.通过在第一组热压模组4或者第二组热压模组4处设置有位置传感器,对运送过来的航空热塑复合材料进行位置的感应,从而对第一电磁环501通电,使得第一电磁环501产生磁力对滑块21的第一磁环23磁吸,使得滑块21向第一平齿轮50处移动,反之在热压模42运动一个周期后,对第二电磁环332通电,使得第二电磁环332产生磁力对第二磁环24磁吸,使得滑块21向直杆33处进行移动。
37.滑块21沿着输出轴12的第一花键13定向的移动,其滑块21外壁的第二花键22两端分别与第一平齿轮50的第一键槽502或者直杆33端面的第二键槽333相插接,实现电机11输出轴12带带动第一平齿轮50或者直杆33进行转动,进而带动热压模组4或者循环带3运行。
38.传动部包括与第一平齿轮50相啮合的第二平齿轮49,第二平齿轮49同轴设置有第
一输出锥齿轮48,该第一输出锥齿轮48啮合有第一输入锥齿轮47,该第一输入锥齿轮47通过长杆46两端的两个第二输出锥齿轮45分别与两个热压模组4上的第二输入锥齿轮44相啮合,用于带动热压模组4中的上下两个热压模42合模。
39.需要说明的是:为了保持两个第二输入锥齿轮44的转动输出方向同向,使得两个双向丝杠保持同向的转动,进而让两组热压模组4中的两组热压模42保持同步运行,需要将长杆46两端的两个第二输出锥齿轮45锥向相同,从而需要对双头丝杠43的支撑方式进行适应性改变,即两个热压模组4中的两个双头丝杠43的上端通过转杆与架体41的上端内壁相连接,其中一个双头丝杠43的下端也设置有用作支撑的转杆,另一个双头丝杠43的下端通过轴承和杆件与架体41内壁相固定实现连接。
40.电机11通过输出轴12带动第一平齿轮50转动,第一平齿轮50带动第二平齿轮49转动,第二平齿轮49带动与之同轴设置的第一输出锥齿轮48进行转动,第一输出锥齿轮48啮合带动第一输入锥齿轮47进行转动,第一输入锥齿轮47通过长杆46带动两侧的第一组热压模组4和第二组热压模组4中的第二输出锥齿轮45进行转动,第二输出锥齿轮45带动第二输入锥齿轮44进行转动,第二输入锥齿轮44带动双头丝杠43进行转动,将第一组热压模组4和第二组热压模组4中的上下两个热压模42合拢或者分开。
41.热压模组4包括架体41,架体41上滑动设置有上下两个热压模42,且两个热压模42之间通过双头丝杠43连接,该双头丝杠43的下端固定连接有第二输入锥齿轮44。
42.具体的是:两个热压模42为电加热形式,整体为平板热压式,热压模42的两侧设置有滑脚,该滑脚421在架体41内部的竖槽411中限位滑动,使得热压模42被双头丝杠43带动始终保持竖直升降运动。第二输入锥齿轮44的转动带动双头丝杠43的转动,双头丝杠43的转动带动分别位于其上下两段处对称设置的上下两个热压模42进行同步的合拢或者分开运动,对移动到两者中点处的航空热塑复合材料进行热压处理。
43.本发明的工作原理及使用流程:本发明安装好过后,对第二电磁环332通电使得第二电磁环332产生磁力对滑块21上的第二磁环24产生磁吸作用,将滑块21磁吸到直杆33端面处,将滑块21的一端插入到直杆33的空腔331中,并将滑块21这端的第二花键22一端插入到第二键槽333中,完成输出轴12与直杆33之间的插接锁定,使得电机11通过输出轴12、滑块21带动直杆33进行转动,直杆33的转动带动两个动力齿轮34在循环带3的环齿32中进行转动,动力齿轮34带动循环带3在支架31上进行循环转动,进而将循环带3上的航空热塑复合材料转移到第一组热压模组4或者第二组热压模组4中,之后被该处的传感器感应到后,切断第二电磁环332的电力,对第一电磁环501进行通电,第一电磁环501产生磁力对滑块21上的第一磁块产生磁吸作用,并将该滑块21磁吸第一平齿轮50处,使得滑块21插入到第一平齿轮50中,滑块21这端的第一花键13插入到第二键槽333中,完成对滑块21和第一平齿轮50的锁定,使得输出轴12与第一平齿轮50进行位置的锁定,电机11通过输出轴12带动第一平齿轮50转动,第一平齿轮50带动第二平齿轮49转动,第二平齿轮49带动与之同轴设置的第一输出锥齿轮48进行转动,第一输出锥齿轮48啮合带动第一输入锥齿轮47进行转动,第一输入锥齿轮47通过长杆46带动两侧的第一组热压模组4和第二组热压模组4中的第二输出锥齿轮45进行转动,第二输出锥齿轮45带动第二输入锥齿轮44进行转动,第二输入锥齿轮44带动双头丝杠43进行转动,将第一组热压模组4和第二组热压模组4中的上下两个热压模42合拢,对循环带3该处的航空热塑复合材料进行双面的热压成型操作,如果是第一组热
压模组4处的航空热塑复合材料需要随着循环带3继续前移,在第二热压模组4处进行第二次的热压成型设置,如果是在第二组热压模组4处进行的热压,随着循环带3的继续前移送入到冲压设备中进行冲压。
44.一种航空热塑复合材料的成型工艺,包括一种航空热塑复合材料的成型设备,还包括如下步骤:
45.步骤一:将航空热塑复合材料制成单向带;
46.步骤二:将单向带铺开叠加放置;
47.步骤三:通过循环带3将叠放的单向带分别通过两组热压模组4进行连续的热压成型;
48.步骤四:在通过循环带3将之带动到冲压设备中进行冲压;
49.步骤五:通过循环带3将冲压完成的单向带移动到热塑件焊接设备处进行拼接,完成加工。
50.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。