1.本发明涉及装袋技术领域,具体涉及一种食品自动装袋机及其工作方法。
背景技术:
2.食品加工,是指直接以农、林、牧、渔业产品为原料进行的谷物磨制、饲料加工、植物油和制糖加工、屠宰及肉类加工、水产品加工,以及蔬菜、水果和坚果等食品的加工活动,是广义农产品加工业的一种类型,在食品加工的过程中,最后的工序就是对加工好的食品进行包装处理。由于生活水平的上升的发达,需要对食品进行高质量的包装,需要密封包装,提高保存的质量。
3.中国国家知识产权局公开了公开号为cn111137478a,专利名称为一种食品自动包装设备的专利,食品进料机构和包装机构位于传送带的进料端上方且安装在机架上,包装机构位于食品进料机构远离传送带出料端一侧,包装储料箱远离食品进料机构一侧设有取料开口,取料组件上设有水平设置的取料转轴且通过所述取料转轴可转动安装在机架上,取料组件的l型取料摆臂远离所述取料转轴一端设有取料手。该专利采用包装盒进行包装,适用坚果等干货,不合适较高保鲜要求的食品。
4.现有食品包装的技术存在以下不足:1. 包装袋在旋转输送过程中不同工位需要不同操作,需单独控制,机构复杂;2. 包装袋从叠放到夹取两个姿态之间过渡动作轨迹复杂,移运机构复杂,轨迹单一;3. 包装袋开袋成功率不高,开袋后会因静电重新吸住;4. 待包装的食品这一物料难以精准控制;5. 运行需要多个驱动,多个运动动作之间时序配合衔接性差;6. 夹住的包装袋难以继续衔接夹取,结构容易干涉,衔接移运速度慢;7. 食品包装抽真空和热封工序之间配合不好容易漏气,造成包装质量不好。
技术实现要素:
5.本发明的目的是:针对现有技术中的问题,提出一种包装袋夹持可靠高效;连杆机构搬运包装袋,搬运效率高;包装袋开袋可靠,开袋充分;食品落料精准可控;驱动部件少,传动紧凑高效;包装袋移取衔接有序,移运效率高;包装质量高,密封性好的食品自动装袋机及其工作方法。
6.本发明之目的,采用以下技术方案予以实现:一种食品自动装袋机,其包括机架以及安装在机架上的旋转夹袋装置、上袋装置、开袋装置、落料装置、夹袋装置、动力装置、移取装置和热封装置;旋转夹袋装置安装在机架的中央,沿加工的方向,所述的上袋装置、开袋装置、落料装置、夹袋装置和移取装置分别绕旋转夹袋装置依次相衔接;所述的动力装置设置在机架下,所述的移取装置衔接旋转夹袋装置和热封装置,所述的热封装置设置在移取装置的两侧;所述的旋转夹袋装置用于夹住包装袋,并实现转动,所述的上袋装置用于实现包装袋的上料,所述的开袋装置用于将包装袋进行打开,落料装置用于控制食品的下料,夹袋装置用于夹住装好食品的的包装袋,进行排气整形,所述的动力装置用于驱动其他装置有序工
作,所述的移取装置用于将装好的包装袋进行下料,送到热封装置中进行封口。
7.作为优选,所述的旋转夹袋装置包括分割器、固定法拉盘、输出轴、环形凸轮、转盘和塑料袋夹具和开夹具组件;所述的分割器设置在机架上,输出轴安装在分割器的输出端,输出轴铰接在固定法拉盘中,所述的固定法拉盘安装在机架上,所述的环形凸轮安装在固定法拉盘上,环形凸轮的上端为凸轮的轮廓;所述的输出轴上端设置有连接法兰,所述的转盘安装在连接法兰上,连接法兰与环形凸轮中间形成一个空隙,塑料袋夹具的动力输入部设置在该空隙中,带动塑料袋夹具工作;所述的塑料袋夹具安装在转盘上,所述的塑料袋夹具设置有多组,塑料袋夹具均匀安装在转盘的一周;转盘一周对应有上料工位、开袋工位、落料工位、排气工位和下料工位;所述的开夹具组件包括扇形板、驱动气缸和推杆,扇形板固定在固定法拉盘上,扇形板的夹角为直角,驱动气缸通过立柱安装在扇形板的两侧,所述的推杆安装在驱动气缸的伸缩端;所述的两个驱动气缸和推杆均对应上料工位和下料工位处。
8.作为优选,所述的上袋装置包括层叠组件、吸盘、升降架、导向座、安装框、第一四杆机构、第二四杆机构、固定夹板、活动夹板和夹紧气缸;所述的层叠组件安装在机架上,层叠组件中设置有叠放的包装袋,所述的层叠组件包括立柱、底盘和侧板;底盘安装在立柱的上方,侧板设置在底盘上,侧板之间设置叠放的塑料袋;所述的底盘上开有矩形孔;所述的吸盘安装在升降架上,升降架移动配合在导向座中,所述的导向座固定在机架上,所述的升降架下端设置有平底,所述的平底水平,平底处设置凸轮相配合;所述的安装框设置在机架上,所述的第一四杆机构与第二四杆机构通过共用一条公共杆件实现串联;所述的第一四杆机构包括公共v形杆、连杆和摆杆三个活动杆件和机架一个固定杆件;所述的连杆转动连接公共v形杆一端和摆杆的一端,所述的摆杆另一端铰接在机架上,所述的公共v形杆成v形,公共v形杆的转折部铰接在安装框上;所述的摆杆中部设置有铰接孔,铰接孔中设置凸轮滚子,凸轮滚子与凸轮相配合;所述的第二四杆机构包括公共v形杆、输出杆和伸缩气缸三个活动杆件和固定杆件;所述的输出杆的中部铰接在公共v形杆的一端,伸缩气缸的固定端通过折形架铰接在安装框上;伸缩气缸的伸缩端与输出杆的一端部相铰接;输出杆的另一端部安装所述的固定夹板,所述的活动夹板铰接在输出杆的端部,活动夹板与固定夹板相对应;所述的夹紧气缸的固定端铰接在输出杆上,夹紧气缸的伸缩端与活动夹板相铰接;所述的第二四杆机构的运动姿态由公共v形杆摆动和伸缩气缸的伸缩控制。
9.作为优选,所述的开袋装置包括固定座、中间齿轮、第一齿条、第二齿条、十字夹紧块、内吸管、外吸管、上吹气管、开袋气缸和传动板;所述的固定座设置在机架上,中间齿轮铰接在固定座上,所述的第一齿条和第二齿条移动连接在固定座上,第一齿条和第二齿条从两侧与中间齿轮相啮合;所述的内吸管通过十字夹紧块安装在第二齿条上,所述的外吸管通过十字夹紧块安装在第一齿条上;所述的外吸管成钩子状,内吸管成直筒形,外吸管与内吸管的端部相对应,所述的外吸管与内吸管内部中空;所述的上吹气管安装在固定座上,所述的上吹气管竖直设置,上吹气管成钩子状,从上向下吹气;所述的开袋气缸安装在固定座上,传动板安装在开袋气缸的伸缩端,所述的传动板下端设置有缺口,所述的第一齿条上设置有沉台,传动板嵌套在第一齿条上的沉台上;所述的开袋装置还包括气瓶组件,气瓶组件有吸气端和吹气端;内吸管和外吸管中空的通道中连接吸气端,上吹气管连接吹气端。
10.作为优选,所述的落料装置包括锥形筒、中枢杆、开合板、凸轮摆杆、侧向板、摇杆、
滑筒、升降杆和导向杆;所述的锥形筒安装在升降杆上端,升降杆移动配合在滑筒中,所述的滑筒固定设置在机架上,所述的导向杆固定在机架上,升降杆沿导向杆竖直移动;所述的升降杆下端与盘形凸轮相对应,实现升降杆伸缩运动;所述的中枢杆铰接在旋转夹袋装置的中心部位,开合板安装在中枢杆的上端,开合板对应锥形筒的下端;所述的中枢杆下端设置有环槽,侧向板固定设置在中枢杆的下端;所述的凸轮摆杆上端铰接在机架上,凸轮摆杆的下端通过连接杆与侧向板相铰接,凸轮摆杆的中部设置有滚子,滚子与凸轮相配合;所述的摇杆中部通过转座铰接在机架上,摇杆的一端设置有拨叉,拨叉配合在环槽中,拨叉带动中枢杆实现升降;摇杆的另一端设置有滚轮,所述的摇杆设置有拉紧弹簧,将滚轮压紧在凸轮上。
11.作为优选,所述的夹袋装置包括底板、t型杆、夹板、驱动杆和连接板;所述的底板上设置有导轴,所述的驱动杆移动连接在导轴上,驱动杆下端设置有滚子,滚子有凸轮相对应;所述的t型杆下端与底板铰接,夹板安装在t型杆上端,t型杆的中部通过连接板与驱动杆相铰接。
12.作为优选,所述的动力装置包括电机、输出齿轮对、第一传动杆、第二传动杆、第三传动杆、第四传动杆;所述的电机固定设置在机架上,第一传动杆、第二传动杆、第三传动杆和第四传动杆均铰接在机架上,所述的电机输出端设置有减速器,减速器通过输出齿轮对与第一传动杆相连接;所述的第一传动杆和第二传动杆正交布置,第一传动杆和第二传动杆端部通过锥齿轮对相传动;所述的第三传动杆、第四传动杆和第二传动杆相平行布置;所述的第三传动杆上设置有三个链轮,其中一个链轮用于输入,另外两个链轮用于输出,将动力输出到第四传动杆和旋转夹袋装置的分割器;所述的第二传动杆上设置有输出链轮,所述的第四传动杆上设置有输入链轮,输出链轮用于将动力通过链条输出到第三传动杆,输入链轮用于将动力输入第四传动杆;所述的第一传动杆上设置有第一凸轮,所述的第一凸轮与摇杆相对应,第一凸轮带动摇杆摆动;所述的第二传动杆上设置有第二凸轮和第三凸轮,所述的第二凸轮与驱动杆相对应,所述的第三凸轮与凸轮摆杆相对应;所述的第四传动杆上设置有第四凸轮和第五凸轮,所述的第四凸轮与上袋装置的升降架和摆杆相对应;所述的机架上还设置有张紧链轮。
13.作为优选,所述的移取装置包括底架、悬伸臂、夹取机构、滑移底板、侧移气缸、压紧组件和侧挡板;所述的底架设置在机架上,悬伸臂安装在底架上端,所述的夹取机构安装在悬伸臂上;所述的夹取机构包括移运气缸、滑移块、横板、夹取气缸、固定夹条和活动夹条;移运气缸安装在悬伸臂上,所述的滑移块通过设置滑轨移动连接在悬伸臂上,移运气缸的伸缩端与滑移块相连接,横板固定设置在滑移块上,固定夹条固定在横板上,活动夹条的中部铰接在固定夹条上,固定夹条和活动夹条的夹取部相对应;所述的夹取气缸固定端铰接在横板上,夹取气缸的伸缩端与活动夹条端部相连接;所述的滑移底板通过滑轨移动连接在机架上,侧移气缸安装在机架上,侧移气缸的伸缩端与滑移底板相连接;所述的压紧组件设置在滑移底板上,侧挡板安装在滑移底板的侧方;所述的侧挡板设置有两个,两组压紧组件对应一个侧挡板;所述的侧挡板上端的侧方设置有凸棱;所述的压紧组件包括转动气缸、旋转轴、旋转压指和压板;所述的转动气缸固定设置在滑移底板上,旋转轴安装在转动气缸的旋转端,旋转压指的端部固定设置在旋转轴的上端,所述的旋转压指另一端设置有斜角,斜角上开有圆盲孔,圆盲孔中设置有弹簧,弹簧两端分别与旋转压指和压板相抵;所
述的压板为直角折板,压板的水平部通过销轴与旋转压指的下端面相铰接,压板的竖立部与凸棱高度相对应。
14.作为优选,所述的热封装置包括固定腔体、活动腔体、开合气缸、夹运组件、加热条、热封气缸、模条、固定扣板和挤压气缸;所述的固定腔体固定设置在机架上,活动腔体通过滑轨移动连接在机架上,活动腔体位于固定腔体的侧方,所述的固定腔体和活动腔体相对的侧面设置有矩形腔,矩形腔的外缘设置有密封圈;所述的固定腔体和活动腔体上设置有气阀,所述的气阀与真空泵相连接;所述的夹运组件安装在固定腔体上,夹运组件的行程范围涉及多个并列的固定腔体;所述的夹运组件包括步进电机、同步带、折形板、手指气缸和夹指;折形板通过滑轨移动连接在固定腔体上端,同步带通过步进电机驱动,同步带的一段与折形板相固定,所述的手指气缸安装在折形板上,所述的夹指安装在手指气缸的两移动端;所述的加热条安装在热封气缸的伸缩端,所述的热封气缸固定设置在固定腔体的外侧,所述的加热条中设置有电热管;所述的模条安装在活动腔体的矩形腔内;所述的挤压气缸固定设置在活动腔体的矩形腔内,固定扣板安装在挤压气缸的伸缩端;所述的模条侧方设置有凸模和凹模,凹模位于凸模的下方,凸模为凸起的长条形凸棱,凹模为长条形的矩形沉槽;所述的固定扣板上端设置有翻耳,翻耳位于凹模中,翻耳的中部设置有一段内凹的缺口。
15.一种食品自动装袋机工作方法,依次通过以下步骤进行加工:(一)包装袋上料:升降架通过凸轮驱动实现升降,升降架上吸盘将包装袋吸住后向下取出;而后第一四杆机构上的摆杆通过凸轮实现摆动,带动公共v形杆摆动;第一四杆机构带动第二四杆机构工作,使得公共v形杆摆动与伸缩气缸的伸缩运动结合,带动固定夹板的运动轨迹衔接吸盘与上料处,在吸盘处,夹紧气缸伸长,带动活动夹板将包装袋压在固定夹板上,而后移运到上料处,使包装袋竖直,通过夹具夹住;(二)包装袋开袋:开袋气缸伸长,带动第一齿条和第二齿条反向运动,使内吸管吸住包装袋的一面,外吸管吸住包装袋的另一面,将包装袋拉开,而后上吹气管从上方吹出气体,将包装袋中鼓入气体,进行开袋;(三)食品装入:开合板挡住锥形筒的下端,而后升降杆下降,摇杆带动中枢杆下降,使锥形筒靠近包装袋,锥形筒中设置有待包装的食品;而后凸轮摆杆摆动,带动侧向板转动,使开合板向侧方移动,使得待包装的食品从锥形筒中顺利落下;驱动杆通过凸轮实现升降,驱动杆下降过程中,带动夹板相互靠近,夹住装好食品的包装袋,进行排气;(四)热封:手指气缸将包装袋夹住后,步进电机带动同步带水平移动,运到其中一个热封的工位;在热封的工位处,首先挤压气缸带动固定扣板收缩,将包装袋的上端夹紧在固定扣板和凹模中,将包装袋夹住,而后开合气缸带动活动腔体靠近固定腔体,真空泵对密封的腔体进行抽气,将包装袋中的气体抽出,而后热封气缸带动加热条推出,加热条靠近凸模,实现包装袋的热封;包装袋热封好后固定腔体和活动腔体打开,密封好的包装袋从下方落下,实现下料。
16.本发明采用上述技术方案的一种食品自动装袋机及其工作方法的优点是:1.旋转夹袋装置通过设置固定的环形凸轮与传动折杆,传动折杆可以贴着着环形凸轮转动,通过控制环形凸轮的凸轮轮廓形状和安装相位,实现在开袋工位处将两个外套筒转动,适应开袋,无需其他动力部件,由输出轴传递动力驱动,结构简单;通过设置固定的开夹
具组件对应上料工位和下料工位,实现这两处的外夹爪和内夹板打开,而其他时候外夹爪和内夹板通过弹簧保持常闭,无需动力部件,提高旋转夹袋装置的工作效率。
17.2.上袋装置通过设置第一四杆机构和第二四杆机构,第一四杆机构进行动力传递,第二四杆机构用于搬运,其中用于搬运的第二四杆机构运动轨迹由两个运动构件共同决定,分别为公共v形杆的摆动和伸缩气缸的移动,相比普通的四杆机构运动轨迹更加多样化,能够在紧凑的空间中完成定点移动;包装袋在分离和移取两个动作均通过凸轮驱动,结构简单,能够更好的实现两个动作的配合,准确不出错。
18.3.开袋装置通过设置齿轮齿条机构,实现齿条的反向运动,通过设置内吸管和外吸管分别吸住两侧后拉开实现开袋,这种开袋方式相比传统的搓袋装置成功率较高,并且具有长时间的保持性,方便装料;通过上吹气管从上方吹入空气,将包装袋充分打开,避免重新吸住的问题,开袋效果更好。
19.4.落料装置通过开合板进行物理的开合控制,相比电磁式的阀门结构稳定,便于定量控制;锥形筒可以升降,同时开合板配合升降,在落料时靠近包装袋,能够防止物料从包装袋中飞溅出来。
20.5.动力装置通过只设置一个电机进行驱动,减少了动力部件的布置,更加节能低成本;通过设置大量的凸轮进行传动,通过凸轮的轮廓和安装相位来控制各个部件运动之间的时序配合,通过机械结构实现,结构可靠简单,不容易出错;第二传动杆、第三传动杆与第四传动杆之间的平行轴之间通过链传动,第一传动杆和第二传动杆相交轴之间通过锥齿轮传动,使得整个传动路线结构紧凑。
21.6.移取装置通过夹取机构送入压紧组件处压紧,在夹取机构的运动方向上,即侧挡板侧方留有足够的空间供包装袋送入,避免干涉,可以直接水平移运,效率更高;压紧组件通过转动气缸旋转控制,在不夹紧的过程能留出足够的空间供包装袋经过;旋转压指和压板之间可以相互转动,并且通过转轴接触,在压紧过程中,能够保证压板自适应的压在侧挡板上,确保压板与凸棱紧密贴合,提高包装袋的压紧牢靠程度;并且压紧组件压紧和夹取机构夹紧并不干涉,提高移运的衔接效率。
22.7.热封装置通过设置固定腔体和活动腔体整体抽真空的方法进行抽气,将包装袋放在其中,在内部进行热封,防止出现漏气现象;模条上设置凸模和凹模分别用于热封和固定安装袋,可以实现抽真空后的立即热封,并且固定扣板的翻耳中部设置有一段内凹的缺口,该缺口能够在夹紧的同时供带内的气体排出,真空效果好;由于抽真空的过程耗时长,为了提高效率,设置了多个并列的工位,避免等待,提高生产效率。
附图说明
23.图1为本发明实施例的爆炸结构图。
24.图2为旋转夹袋装置的爆炸结构图。
25.图3为塑料袋夹具的爆炸结构图。
26.图4为上袋装置的爆炸结构图。
27.图5为开袋装置的爆炸结构图。
28.图6为落料装置的爆炸结构图。
29.图7为夹袋装置的爆炸结构图。
30.图8为动力装置的爆炸结构图。
31.图9为移取装置的爆炸结构图。
32.图10为热封装置的结构图。
具体实施方式
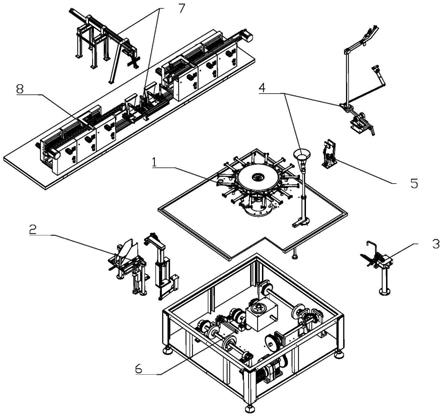
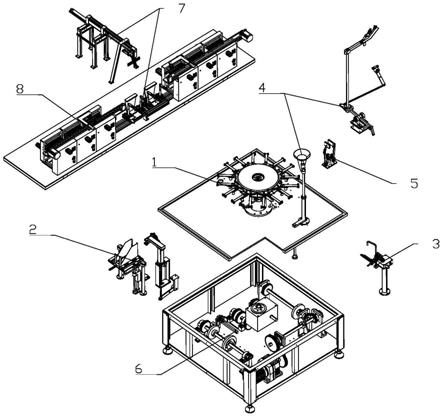
33.如图1所示,一种食品自动装袋机包括机架以及安装在机架上的旋转夹袋装置1、上袋装置2、开袋装置3、落料装置4、夹袋装置5、动力装置6、移取装置7和热封装置8;旋转夹袋装置1安装在机架的中央,沿加工的方向,所述的上袋装置2、开袋装置3、落料装置4、夹袋装置5和移取装置7分别绕旋转夹袋装置1依次相衔接;所述的动力装置6设置在机架下,所述的移取装置7衔接旋转夹袋装置1和热封装置8,所述的热封装置8设置在移取装置7的两侧。
34.所述的旋转夹袋装置1用于夹住包装袋,并实现转动,所述的上袋装置2用于实现包装袋的上料,所述的开袋装置3用于将包装袋进行打开,落料装置4用于控制食品的下料,夹袋装置5用于夹住装好食品的的包装袋,进行排气整形,所述的动力装置6用于驱动其他装置有序工作,所述的移取装置7用于将装好的包装袋进行下料,送到热封装置8中进行封口。
35.如图2所示,所述的旋转夹袋装置1包括分割器11、固定法拉盘12、输出轴13、环形凸轮14、转盘15和塑料袋夹具16和开夹具组件19;所述的分割器11设置在机架上,输出轴13安装在分割器11的输出端,输出轴13铰接在固定法拉盘12中,所述的固定法拉盘12安装在机架上,所述的环形凸轮14安装在固定法拉盘12上,环形凸轮14的上端为凸轮的轮廓;所述的输出轴13上端设置有连接法兰17,所述的转盘15安装在连接法兰17上,连接法兰17与环形凸轮14中间形成一个空隙,塑料袋夹具16的动力输入部18设置在该空隙中,带动塑料袋夹具16工作;所述的塑料袋夹具16安装在转盘15上,所述的塑料袋夹具16设置有多组,塑料袋夹具16均匀安装在转盘15的一周;转盘15一周对应有上料工位101、开袋工位102、落料工位103、排气工位104和下料工位105。所述的开夹具组件19包括扇形板191、驱动气缸192和推杆193,扇形板191固定在固定法拉盘12上,扇形板191的夹角为直角,驱动气缸192通过立柱194安装在扇形板191的两侧,所述的推杆193安装在驱动气缸192的伸缩端;所述的两个驱动气缸192和推杆193均对应上料工位101和下料工位105处。
36.如图3所示,所述的塑料袋夹具16包括连接座161、传动折杆162、鱼眼连接杆163、外套筒164、第一传动块1651、第二传动块1652、内轴167、外夹爪168和连接杆169;所述的连接座161固定在转盘15底部,所述的外套筒164的端部铰接在转盘15上;所述的传动折杆162成v形,v形的底部铰接在连接座161上,v形的一端为动力输入部,另一端为动力输出部;所述的动力输入部配合在环形凸轮14的轮廓上,动力输出部与鱼眼连接杆163的一端相铰接,鱼眼连接杆163的另一端与第一传动块1651相铰接;所述的第一传动块1651和第二传动块1652上设置有齿轮部1653、滑槽部1654和转轴1655,所述的转轴1655转动连接在外套筒164中,所述的两个齿轮部1653相互啮合,所述的滑槽部1654中设置有滑槽;所述的外套筒164上设置有销孔1641,对应第二传动块1652上开有圆孔1656,销孔1641与圆孔1656位置对应,通过设置一个销轴实现连接,使传动块转动能带动外套筒164转动;所述的内轴167配合在外套筒164中,内轴167与外套筒164之间设置有弹簧,弹簧一端与内轴167的较粗部相抵,另
一端与外套筒164内壁相抵,弹簧将内轴167向外套筒164的铰接处压紧;内轴167的端部设置有滚珠166,外套筒164的下端设置有长槽,滚珠166移动配合在长槽中,使得内轴167可在外套筒164中进行移动;所述的滚珠166与滑槽部1654形成槽副配合,滚珠166向下凸起,滚珠166与推杆193相对应,推杆193带动滚珠166移动;所述的外套筒164端部一侧设置有铰接耳1641,另一侧设置有内夹板1642;所述的外夹爪168铰接在铰接耳1641上,外夹爪168的另一端与内夹板1642相对应,外夹爪168的中部通过所述的连接杆169与内轴167端部相铰接。
37.所述的塑料袋夹具16在工作时,传动折杆162上输入动力,将传动折杆162进行转动,从而拉动鱼眼连接杆163,鱼眼连接杆163带动第一传动块1651转动,而第一传动块1651和第二传动块1652通过齿轮啮合,第一传动块1651和第二传动块1652同时转动,带动两个外套筒164转动;外夹爪168和内夹板1642通过弹簧作用保持夹紧的状态,滚珠166被向外推动,使得内轴167沿外套筒164中移动,内轴167通过连接杆169带动外夹爪168摆动;外夹爪168和内夹板1642离开,进行包装袋的上下料。
38.塑料袋夹具16解决了包装袋夹持和固定困难的问题,通过外夹爪168和内夹板1642从两侧将包装袋夹住的方式进行夹持,并且两个外套筒164可以转动,可以适应包装袋打开的过程,两个外套筒164转动同步;通过弹簧弹力夹紧包装袋,一方面能够柔性夹紧,避免冲击,另一方面能保持外夹爪168和内夹板1642一直夹紧状态,在指定工位通过动力进行打开,更加可靠高效。
39.所述的旋转夹袋装置1在工作时,分割器11带动输出轴13转动,输出轴13带动转盘15上的塑料袋夹具16步进转动起来,而环形凸轮14固定设置,传动折杆162的动力输入部与环形凸轮14配合,在开袋工位102处,环形凸轮14带动塑料袋夹具16工作,实现两个外套筒164的转动,在排气工位104处回位;在上料工位101和下料工位105处,驱动气缸192带动推杆193推出,顶动滚珠166,实现外夹爪168和内夹板1642的打开,实现包装袋的上下料。
40.旋转夹袋装置1解决了包装袋在旋转输送过程中不同工位需要不同操作,需单独控制,机构复杂的问题,通过设置固定的环形凸轮14与传动折杆162,传动折杆162可以贴着着环形凸轮14转动,通过控制环形凸轮14的凸轮轮廓形状和安装相位,实现在开袋工位102处将两个外套筒164转动,适应开袋,无需其他动力部件,由输出轴13传递动力驱动,结构简单;通过设置固定的开夹具组件19对应上料工位101和下料工位105,实现这两处的外夹爪168和内夹板1642打开,而其他时候外夹爪168和内夹板1642通过弹簧保持常闭,无需动力部件,提高旋转夹袋装置1的工作效率。
41.如图4所示,所述的上袋装置2包括层叠组件21、吸盘22、升降架23、导向座24、安装框25、第一四杆机构26、第二四杆机构27、固定夹板281、活动夹板282和夹紧气缸29;所述的层叠组件21安装在机架上,层叠组件21中设置有叠放的包装袋,所述的层叠组件21包括立柱211、底盘212和侧板213;底盘212安装在立柱211的上方,侧板213设置在底盘212上,侧板213之间设置叠放的塑料袋;所述的底盘212上开有矩形孔,塑料袋从矩形孔中下方取出;所述的吸盘22安装在升降架23上,升降架23移动配合在导向座24中,所述的导向座24固定在机架上,所述的升降架23下端设置有平底231,所述的平底231水平,平底231处设置凸轮相配合,驱动平底231升降;所述的安装框25设置在机架上,所述的第一四杆机构26与第二四杆机构27通过共用一条公共杆件实现串联;所述的第一四杆机构26包括公共v形杆261、连杆262和摆杆263三个活动杆件和机架一个固定杆件;所述的连杆262转动连接公共v形杆
261一端和摆杆263的一端,所述的摆杆263另一端铰接在机架上,所述的公共v形杆261成v形,公共v形杆261的转折部铰接在安装框25上;所述的摆杆263中部设置有铰接孔2631,铰接孔2631中设置凸轮滚子,凸轮滚子与凸轮相配合,驱动摆杆263的摆动;所述的第二四杆机构27包括公共v形杆261、输出杆271和伸缩气缸272三个活动杆件和固定杆件;所述的输出杆271的中部铰接在公共v形杆261的一端,伸缩气缸272的固定端通过折形架铰接在安装框25上;伸缩气缸272的伸缩端与输出杆271的一端部相铰接;输出杆271的另一端部安装所述的固定夹板281,所述的活动夹板282铰接在输出杆271的端部,活动夹板282与固定夹板281相对应;所述的夹紧气缸29的固定端铰接在输出杆271上,夹紧气缸29的伸缩端与活动夹板282相铰接,夹紧气缸29带动活动夹板282转动;所述的第二四杆机构27的运动姿态由公共v形杆261摆动和伸缩气缸272的伸缩控制。
42.所述的上袋装置2在工作,升降架23通过凸轮驱动实现升降,升降架23上吸盘22将包装袋吸住后向下取出;而后第一四杆机构26上的摆杆263通过凸轮实现摆动,带动公共v形杆261摆动;第一四杆机构26带动第二四杆机构27工作,使得公共v形杆261摆动与伸缩气缸272的伸缩运动结合,带动固定夹板281的运动轨迹衔接吸盘22与上料处,在吸盘处,夹紧气缸29伸长,带动活动夹板282将包装袋压在固定夹板281上,而后移运到上料处,使包装袋竖直,通过夹具夹住。
43.上袋装置2解决了包装袋从叠放到夹取两个姿态之间过渡动作轨迹复杂,移运机构复杂,轨迹单一的问题,通过设置第一四杆机构26和第二四杆机构27,第一四杆机构26进行动力传递,第二四杆机构27用于搬运,其中用于搬运的第二四杆机构27运动轨迹由两个运动构件共同决定,分别为公共v形杆261的摆动和伸缩气缸272的移动,相比普通的四杆机构运动轨迹更加多样化,能够在紧凑的空间中完成定点移动;包装袋在分离和移取两个动作均通过凸轮驱动,结构简单,能够更好的实现两个动作的配合,准确不出错。
44.如图5所示,所述的开袋装置3包括固定座31、中间齿轮32、第一齿条331、第二齿条332、十字夹紧块34、内吸管36、外吸管37、上吹气管38、开袋气缸39和传动板310;所述的固定座31设置在机架上,中间齿轮32铰接在固定座31上,所述的第一齿条331和第二齿条332移动连接在固定座31上,第一齿条331和第二齿条332从两侧与中间齿轮32相啮合;所述的内吸管36通过十字夹紧块34安装在第二齿条332上,所述的外吸管37通过十字夹紧块34安装在第一齿条331上;所述的外吸管37成钩子状,内吸管36成直筒形,外吸管37与内吸管36的端部相对应,所述的外吸管37与内吸管36内部中空;所述的上吹气管38安装在固定座31上,所述的上吹气管38竖直设置,上吹气管38成钩子状,从上向下吹气;所述的开袋气缸39安装在固定座31上,传动板310安装在开袋气缸39的伸缩端,所述的传动板310下端设置有缺口,所述的第一齿条331上设置有沉台,传动板310嵌套在第一齿条331上的沉台上,传动板310带动第一齿条331移动;所述的开袋装置3还包括气瓶组件,气瓶组件有吸气端和吹气端;内吸管36和外吸管37中空的通道中连接吸气端,上吹气管38连接吹气端。
45.所述的开袋装置3在工作时,开袋气缸39伸长,带动第一齿条331和第二齿条332反向运动,使内吸管36吸住包装袋的一面,外吸管37吸住包装袋的另一面,将包装袋拉开,而后上吹气管38从上方吹出气体,将包装袋中鼓入气体,进行开袋。
46.开袋装置3解决了包装袋开袋成功率不高,开袋后会因静电重新吸住的问题;通过设置齿轮齿条机构,实现齿条的反向运动,通过设置内吸管36和外吸管37分别吸住两侧后
拉开实现开袋,这种开袋方式相比传统的搓袋装置成功率较高,并且具有长时间的保持性,方便装料;通过上吹气管38从上方吹入空气,将包装袋充分打开,避免重新吸住的问题,开袋效果更好。
47.如图6所示,所述的落料装置4包括锥形筒41、中枢杆42、开合板43、凸轮摆杆44、侧向板45、摇杆46、滑筒47、升降杆48和导向杆49;所述的锥形筒41安装在升降杆48上端,升降杆48移动配合在滑筒47中,所述的滑筒47固定设置在机架上,所述的导向杆49固定在机架上,升降杆48沿导向杆49竖直移动,导向杆49防止升降杆48转动;所述的升降杆48下端与盘形凸轮相对应,实现升降杆48伸缩运动;所述的中枢杆42铰接在旋转夹袋装置1的中心部位,开合板43安装在中枢杆42的上端,开合板43对应锥形筒41的下端,进行开合控制;所述的中枢杆42下端设置有环槽421,侧向板45固定设置在中枢杆42的下端;所述的凸轮摆杆44上端铰接在机架上,凸轮摆杆44的下端通过连接杆441与侧向板45相铰接,凸轮摆杆44的中部设置有滚子442,滚子442与凸轮相配合;所述的摇杆46中部通过转座461铰接在机架上,摇杆46的一端设置有拨叉462,拨叉462配合在环槽421中,拨叉462带动中枢杆42实现升降;摇杆46的另一端设置有滚轮463,所述的摇杆46设置有拉紧弹簧,将滚轮463压紧在凸轮上。
48.所述的落料装置4在工作时,开合板43挡住锥形筒41的下端,而后升降杆48下降,摇杆46带动中枢杆42下降,使锥形筒41靠近包装袋,锥形筒41中设置有待包装的食品;而后凸轮摆杆44摆动,带动侧向板45转动,使开合板43向侧方移动,使得待包装的食品从锥形筒41中顺利落下。
49.落料装置4解决了待包装的食品这一物料难以精准控制的问题,通过开合板43进行物理的开合控制,相比电磁式的阀门结构稳定,便于定量控制;锥形筒41可以升降,同时开合板43配合升降,在落料时靠近包装袋,能够防止物料从包装袋中飞溅出来。
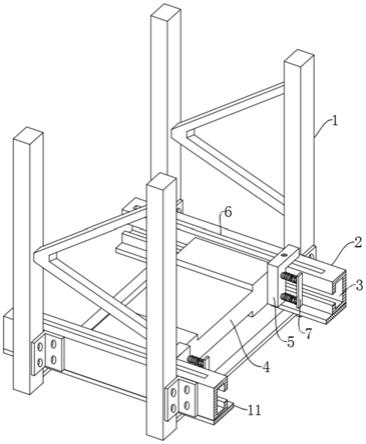
50.如图7所示,所述的夹袋装置5包括底板51、t型杆52、夹板53、驱动杆54和连接板55;所述的底板51上设置有导轴511,所述的驱动杆54移动连接在导轴511上,驱动杆54下端设置有滚子,滚子有凸轮相对应;所述的t型杆52下端与底板51铰接,夹板53安装在t型杆52上端,t型杆52的中部通过连接板55与驱动杆54相铰接。
51.夹袋装置5在工作时,驱动杆54通过凸轮实现升降,驱动杆54下降过程中,带动夹板53相互靠近,夹住装好食品的包装袋,进行排气。
52.如图8所示,所述的动力装置6包括电机61、输出齿轮对62、第一传动杆63、第二传动杆64、第三传动杆65、第四传动杆66;所述的电机61固定设置在机架上,第一传动杆63、第二传动杆64、第三传动杆65和第四传动杆66均铰接在机架上,所述的电机61输出端设置有减速器,减速器通过输出齿轮对62与第一传动杆63相连接;所述的第一传动杆63和第二传动杆64正交布置,第一传动杆63和第二传动杆64端部通过锥齿轮对67相传动;所述的第三传动杆65、第四传动杆66和第二传动杆64相平行布置;所述的第三传动杆65上设置有三个链轮651,其中一个链轮用于输入,另外两个链轮用于输出,将动力输出到第四传动杆66和旋转夹袋装置1的分割器11;所述的第二传动杆64上设置有输出链轮641,所述的第四传动杆66上设置有输入链轮661,输出链轮641用于将动力通过链条输出到第三传动杆65,输入链轮661用于将动力输入第四传动杆66;所述的第一传动杆63上设置有第一凸轮631,所述的第一凸轮631与摇杆46相对应,第一凸轮631带动摇杆46摆动;所述的第二传动杆64上设置有第二凸轮641和第三凸轮642,所述的第二凸轮641与驱动杆54相对应,所述的第三凸轮
642与凸轮摆杆44相对应;所述的第四传动杆66上设置有第四凸轮661和第五凸轮662,所述的第四凸轮661与上袋装置2的升降架23和摆杆263相对应。所述的机架上还设置有张紧链轮67。
53.所述的动力装置6在工作时,电机61将动力输入,动力经过输出齿轮对62传递到第一传动杆63,而后传递到第二传动杆64、第三传动杆65和第四传动杆66;第一传动杆63、第二传动杆64和第四传动杆66上的凸轮带动机架上的其他装置按特定的时序配合工作,第三传动杆65将动力传递到旋转夹袋装置1中。
54.动力装置6解决了运行需要多个驱动,多个运动动作之间时序配合衔接性差的问题,通过只设置一个电机61进行驱动,减少了动力部件的布置,更加节能低成本;通过设置大量的凸轮进行传动,通过凸轮的轮廓和安装相位来控制各个部件运动之间的时序配合,通过机械结构实现,结构可靠简单,不容易出错;第二传动杆64、第三传动杆65与第四传动杆66之间的平行轴之间通过链传动,第一传动杆63和第二传动杆64相交轴之间通过锥齿轮传动,使得整个传动路线结构紧凑,便于对旋转式的旋转夹袋装置1进行驱动。
55.如图9所示,所述的移取装置7包括底架71、悬伸臂72、夹取机构73、滑移底板74、侧移气缸75、压紧组件76和侧挡板77;所述的底架71设置在机架上,悬伸臂72安装在底架71上端,所述的夹取机构73安装在悬伸臂72上;所述的夹取机构73包括移运气缸730、滑移块731、横板732、夹取气缸733、固定夹条734和活动夹条735;移运气缸730安装在悬伸臂72上,所述的滑移块731通过设置滑轨移动连接在悬伸臂72上,移运气缸730的伸缩端与滑移块731相连接,横板732固定设置在滑移块731上,固定夹条734固定在横板732上,活动夹条735的中部铰接在固定夹条734上,固定夹条734和活动夹条735的夹取部相对应;所述的夹取气缸733固定端铰接在横板732上,夹取气缸733的伸缩端与活动夹条735端部相连接;所述的滑移底板74通过滑轨移动连接在机架上,侧移气缸75安装在机架上,侧移气缸75的伸缩端与滑移底板74相连接;所述的压紧组件76设置在滑移底板74上,侧挡板77安装在滑移底板74的侧方;所述的侧挡板77设置有两个,两组压紧组件76对应一个侧挡板77;所述的侧挡板77上端的侧方设置有凸棱771;所述的压紧组件76包括转动气缸761、旋转轴762、旋转压指763和压板764;所述的转动气缸761固定设置在滑移底板74上,旋转轴762安装在转动气缸761的旋转端,旋转压指763的端部固定设置在旋转轴762的上端,所述的旋转压指763另一端设置有斜角7631,斜角7631上开有圆盲孔,圆盲孔中设置有弹簧,弹簧两端分别与旋转压指763和压板764相抵;所述的压板764为直角折板,压板764的水平部通过销轴与旋转压指763的下端面相铰接,压板764的竖立部与凸棱771高度相对应。
56.所述的移取装置7在工作时,移运气缸730伸长,夹取气缸733带动活动夹条735摆动,固定夹条734和活动夹条735将装好食品的包装袋上端夹住,而后移运气缸730收缩,将包装袋移动到侧挡板77侧方,而后两个转动气缸761带动旋转轴762转动,将两个压板764压在侧挡板77上,将包装袋上缘夹住,而后侧移气缸75带动滑移底板74相两侧来回移动,将包装袋送出。
57.移取装置7解决了夹住的包装袋难以继续衔接夹取,结构容易干涉,衔接移运速度慢的问题,通过夹取机构73送入压紧组件76处压紧,在夹取机构73的运动方向上,即侧挡板77侧方留有足够的空间供包装袋送入,避免干涉,可以直接水平移运,效率更高;压紧组件76通过转动气缸761旋转控制,在不夹紧的过程能留出足够的空间供包装袋经过;旋转压指
763和压板764之间可以相互转动,并且通过转轴接触,在压紧过程中,能够保证压板764自适应的压在侧挡板77上,确保压板764与凸棱771紧密贴合,提高包装袋的压紧牢靠程度;并且压紧组件76压紧和夹取机构73夹紧并不干涉,提高移运的衔接效率。
58.如图10所示,所述的热封装置8包括固定腔体81、活动腔体82、开合气缸83、夹运组件84、加热条85、热封气缸86、模条87、固定扣板88和挤压气缸89;所述的固定腔体81固定设置在机架上,活动腔体82通过滑轨移动连接在机架上,活动腔体82位于固定腔体81的侧方,所述的固定腔体81和活动腔体82相对的侧面设置有矩形腔,矩形腔的外缘设置有密封圈;所述的固定腔体81和活动腔体82上设置有气阀810,所述的气阀810与真空泵相连接;所述的夹运组件84安装在固定腔体81上,夹运组件84的行程范围涉及多个并列的固定腔体81;所述的夹运组件84包括步进电机841、同步带842、折形板843、手指气缸844和夹指845;折形板843通过滑轨移动连接在固定腔体81上端,同步带842通过步进电机841驱动,同步带842的一段与折形板843相固定,所述的手指气缸844安装在折形板843上,所述的夹指845安装在手指气缸844的两移动端;所述的加热条85安装在热封气缸86的伸缩端,所述的热封气缸86固定设置在固定腔体81的外侧,所述的加热条85中设置有电热管;所述的模条87安装在活动腔体82的矩形腔内;所述的挤压气缸89固定设置在活动腔体82的矩形腔内,固定扣板88安装在挤压气缸89的伸缩端;所述的模条87侧方设置有凸模871和凹模872,凹模872位于凸模871的下方,凸模871为凸起的长条形凸棱,凹模872为长条形的矩形沉槽;所述的固定扣板88上端设置有翻耳881,翻耳881位于凹模872中,翻耳881的中部设置有一段内凹的缺口,用于排气。
59.所述的热封装置8在工作时,手指气缸844将包装袋夹住后,步进电机841带动同步带842水平移动,运到其中一个热封的工位;在热封的工位处,首先挤压气缸89带动固定扣板88收缩,将包装袋的上端夹紧在固定扣板88和凹模872中,将包装袋夹住,而后开合气缸83带动活动腔体82靠近固定腔体81,真空泵对密封的腔体进行抽气,将包装袋中的气体抽出,而后热封气缸86带动加热条85推出,加热条85靠近凸模871,实现包装袋的热封。包装袋热封好后固定腔体81和活动腔体82打开,密封好的包装袋从下方落下,实现下料。
60.热封装置8解决了食品包装抽真空和热封工序之间配合不好容易漏气,造成包装质量不好的问题,通过设置固定腔体81和活动腔体82整体抽真空的方法进行抽气,将包装袋放在其中,在内部进行热封,防止出现漏气现象;模条87上设置凸模871和凹模872分别用于热封和固定安装袋,可以实现抽真空后的立即热封,并且固定扣板88的翻耳881中部设置有一段内凹的缺口,该缺口能够在夹紧的同时供带内的气体排出,真空效果好;由于抽真空的过程耗时长,为了提高效率,设置了多个并列的工位,避免等待,提高生产效率。
61.所述的一种食品自动装袋机在工作时,依次通过以下步骤进行加工:(一)包装袋上料:升降架23通过凸轮驱动实现升降,升降架23上吸盘22将包装袋吸住后向下取出;而后第一四杆机构26上的摆杆263通过凸轮实现摆动,带动公共v形杆261摆动;第一四杆机构26带动第二四杆机构27工作,使得公共v形杆261摆动与伸缩气缸272的伸缩运动结合,带动固定夹板281的运动轨迹衔接吸盘22与上料处,在吸盘处,夹紧气缸29伸长,带动活动夹板282将包装袋压在固定夹板281上,而后移运到上料处,使包装袋竖直,通过夹具夹住;(二)包装袋开袋:开袋气缸39伸长,带动第一齿条331和第二齿条332反向运动,使内吸
管36吸住包装袋的一面,外吸管37吸住包装袋的另一面,将包装袋拉开,而后上吹气管38从上方吹出气体,将包装袋中鼓入气体,进行开袋;(三)食品装入:开合板43挡住锥形筒41的下端,而后升降杆48下降,摇杆46带动中枢杆42下降,使锥形筒41靠近包装袋,锥形筒41中设置有待包装的食品;而后凸轮摆杆44摆动,带动侧向板45转动,使开合板43向侧方移动,使得待包装的食品从锥形筒41中顺利落下;驱动杆54通过凸轮实现升降,驱动杆54下降过程中,带动夹板53相互靠近,夹住装好食品的包装袋,进行排气;(四)热封:手指气缸844将包装袋夹住后,步进电机841带动同步带842水平移动,运到其中一个热封的工位;在热封的工位处,首先挤压气缸89带动固定扣板88收缩,将包装袋的上端夹紧在固定扣板88和凹模872中,将包装袋夹住,而后开合气缸83带动活动腔体82靠近固定腔体81,真空泵对密封的腔体进行抽气,将包装袋中的气体抽出,而后热封气缸86带动加热条85推出,加热条85靠近凸模871,实现包装袋的热封;包装袋热封好后固定腔体81和活动腔体82打开,密封好的包装袋从下方落下,实现下料。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。