1.本技术涉及自动化贴胶技术领域,特别是涉及一种贴胶组件及具有其的贴胶设备。
背景技术:
2.贴胶设备是一种能够自动完成胶卷放卷、胶纸切断、自动取胶纸并移动至贴胶位置自动进行黏贴的的设备,其自动化程度高,且在多个不同的行业均已经得到广泛地应用;相关技术中,贴胶设备其仅仅适应于在平整平面上的贴胶作业,但是目前在其中一些产品上存在往阶梯面上进行贴胶的需求;例如,在锂电池生产过程中,需要往极耳和电芯主体上黏贴胶纸,并且电芯主体需要黏贴胶纸的表面常常凸出于极耳需要黏贴胶纸的表面,采用现有的贴胶设备黏贴胶纸时,经常出现黏贴不紧而导致后续极耳撕裂的问题。
技术实现要素:
3.本技术旨在至少解决现有技术中存在的技术问题之一。为此,本技术提出一种贴胶组件,其能够有效适应阶梯状表面的贴胶需求,并能够在锂电池生产过程中减缓因贴胶不紧而导致的极耳撕裂问题。
4.本技术还提供了一种具有上述贴胶组件的贴胶设备。
5.根据本技术第一方面实施例的一种贴胶组件,包括有贴胶件、扫胶件和第一驱动件,贴胶件一端形成有取胶面,扫胶件至少靠近所述贴胶件的一端设有柔性材料;第一驱动件连接所述扫胶件,所述第一驱动件能够驱动所述扫胶件从初始位置向远离所述取胶面其中一侧边缘的方向移动;其中,所述扫胶件处于初始位置时,位于所述贴胶件背离所述取胶面的一侧。
6.根据本技术第一方面实施例的贴胶组件,至少具有如下有益效果:通过本技术实施例的贴胶组件,在阶梯状表面进行贴胶的过程中,胶纸将贴附于取胶面上,并且保证胶纸将有部分凸出于取胶面的一侧边缘,在贴胶设备其他部件的配合下,取胶面将能够携带胶纸贴紧于阶梯面中相对较低的表面上,例如由电芯主体及极耳构成组件中的极耳表面,在阶梯面的作用下,胶纸凸出于取胶面一侧边缘的部分将能够自动沿阶梯面的轮廓翻折,然后在第一驱动件的驱动下扫胶件将能够向远离取胶面一侧边缘的方向移动,从而将胶纸被翻折的部分扫平并贴紧在阶梯面相对凸出的表面上,例如由电芯主体及极耳构成组件中的电芯主体表面;因此,本技术实施例的贴胶组件其能够适应阶梯状表面的贴胶作业,并在锂电池生产过程中,可以使得胶纸不仅能够紧紧贴附于极耳表面,还能够紧紧贴附于相对凸出的电芯表面,进而减缓后续因贴胶不紧而导致的极耳撕裂问题。
7.根据本技术第一方面一些实施例的贴胶组件,还包括有连接块,所述贴胶件设置于所述连接块的一端,所述连接块上形成有容纳区,所述扫胶件在所述初始位置时位于所述容纳区内。
8.根据本技术第一方面一些实施例的贴胶组件,还包括有连接架,所述第一驱动件
和所述连接块均设置于所述连接架上,且所述连接块能够在所述连接架上沿垂直于所述取胶面的方向滑动。
9.根据本技术第一方面一些实施例的贴胶组件,还包括有弹性缓冲件,所述连接块远离所述贴胶件的一端设有导向杆,所述导向杆远离所述连接块的主体的一端设置有第一缓冲垫块,所述导向杆穿设于所述连接架,所述弹性缓冲件套设于所述导向杆,且两端分别与所述连接块的主体和所述连接架抵接。
10.根据本技术第一方面一些实施例的贴胶组件,还包括有第二缓冲垫块,所述第二缓冲垫块设置于所述扫胶件的移动路径上。
11.根据本技术第一方面一些实施例的贴胶组件,还包括有缓冲调节装置,所述缓冲调节装置连接所述第二缓冲垫块,且用于调整所述第二缓冲垫块与所述初始位置下所述扫胶件之间的距离。
12.根据本技术第二方面一些实施例的贴胶设备,包括有上述第一方面实施例的贴胶组件。
13.根据本技术第二方面一些实施例的贴胶设备,至少具有如下有益效果:通过在本实施例的贴胶设备中设置上述第一方面实施例的贴胶组件,可以使得贴胶设备能够完成阶梯状表面的贴胶作业,通用性更好,而且在本实施例的贴胶设备应用于锂电池生产时,还可以减缓因贴胶不紧而导致的极耳撕裂问题。
14.根据本技术第二方面一些实施例的贴胶设备,包括有贴胶模组,所述贴胶模组包括有安装板、第二驱动件和两个所述贴胶组件,同一所述贴胶模组的两个所述贴胶组件均设置于所述安装板上,所述第二驱动件连接所述贴胶组件,以驱动两个所述贴胶组件相互靠近或远离。
15.根据本技术第二方面一些实施例的贴胶设备,同一所述贴胶模组中的两个所述贴胶组件分别为第一贴胶组件和第二贴胶组件,所述第一贴胶组件固定设置在所述安装板上,所述第二贴胶组件滑动设置在所述安装板上,所述第二驱动件连接所述第二贴胶组件。
16.根据本技术第二方面一些实施例的贴胶设备,安装板上设置有第三缓冲垫块和第四缓冲垫块,所述第三缓冲垫块和第四缓冲垫块设置于所述第二贴胶组件的移动路径上,且分别位于第二贴胶组件两侧。
17.根据本技术第二方面一些实施例的贴胶设备,所述第一贴胶组件和所述第二贴胶组件设置于所述安装板的同一侧,所述第三缓冲垫块设置于所述安装板的另一侧,且与所述第一贴胶组件的位置相对应,所述安装板上开设有避空槽,所述第二贴胶组件部分穿设于所述避空槽,以使所述第二贴胶组件能够与所述第三缓冲垫块抵接。
18.根据本技术第二方面一些实施例的贴胶设备,包括有取胶贴胶机构,所述取胶贴胶机构包括有水平移动架、第三驱动件、第四驱动件和所述贴胶模组,所述第三驱动件用于驱动所述水平移动架在取胶位置和贴胶位置之间水平移动,所述安装板沿垂直于所述取胶面的方向滑动设置于所述水平移动架上,所述第四驱动件用于驱动所述安装板在所述水平移动架上滑动。
19.本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
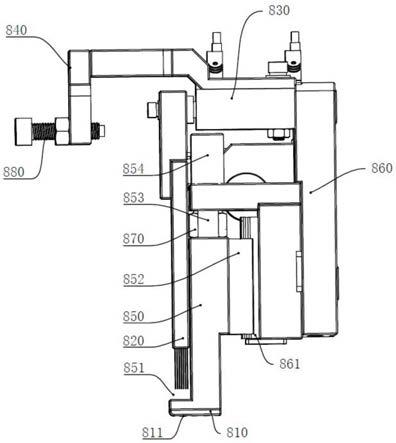
至少靠近所述贴胶件810的一端设有柔性材料,柔性材料适宜与胶纸接触进行扫胶;第一驱动件830连接所述扫胶件820,所述第一驱动件830能够驱动所述扫胶件820从初始位置向远离所述取胶面811其中一侧边缘的方向移动;其中,所述扫胶件820处于初始位置时,位于所述贴胶件810背离所述取胶面811的一侧。
38.通过本技术实施例的贴胶组件在阶梯状表面进行贴胶的过程中,首先选取合适宽度的胶纸60,并通过贴胶设备中的其他部件将胶纸60切断成合适的长度,进而在取胶面811取胶纸60后保证胶纸60将有部分凸出于取胶面811的一侧边缘,并且胶纸60凸出于取胶面811 的一侧边缘,对应于扫胶件820所能够远离的那一侧边缘;然后,在贴胶设备中其他部件的配合下,取胶面811将能够携带胶纸60贴紧于阶梯面中相对较低的表面上,例如由电芯主体及极耳构成组件中的极耳的表面,在阶梯面的作用下,胶纸60凸出于取胶面811一侧边缘的部分将能够自动沿阶梯面的轮廓翻折,然后在第一驱动件830的驱动下,扫胶件820将向远离取胶面811一侧边缘的方向移动,从而将胶纸60被翻折的部分扫平并贴紧在阶梯面相对凸出的表面上,例如由电芯主体及极耳构成组件中的电芯主体的表面;因此,本技术实施例的贴胶组件其能够适应阶梯状表面的贴胶作业,并在锂电池生产过程中,可以使得胶纸60不仅能够紧紧贴附于极耳表面,还能够紧紧贴附于相对凸出的电芯表面,进而减缓后续因贴胶不紧而导致的极耳撕裂问题。
39.结合附图1,可以理解的是,具体地,贴胶件810为吸胶块,吸胶块远离扫胶件820的一侧表面形成取胶面811,取胶面811设置有若干吸附孔,吸附孔通过气路管道等连接至真空产生装置,从而使得取胶面811能够通过真空吸附的形式吸取胶纸60。
40.应当理解的是,贴胶件810除了可以选择采用上述吸胶块之外,在其他一些实施例中,贴胶件810还可以选择采用双面胶体或者静电板等,以通过粘附的形式或静电吸附的形式使得胶纸60能够贴附在取胶面811上;当选择采用双面胶体时,双面胶体与胶纸60之间的粘附力应当小于胶纸60与待贴胶产品之间的粘附力,进而以免在完成贴胶后,双面胶体离开胶纸60的过程中会将胶纸60带起。
41.结合附图1,可以理解的是,扫胶件820为毛刷,毛刷包括有刷体和位于刷体靠近贴胶件810一端的柔性刷毛,在第一驱动件830驱动扫胶件820移动进而扫胶的过程中,通过刷毛扫过胶纸60,进而避免刮伤胶纸60并能够使得胶纸60实现牢固黏贴。
42.应当理解的是,扫胶件820除了可以选择采用上述毛刷之外,在其他一些实施例中,扫胶件820还可以设置为硅胶刮板或橡胶刮板等,其只要能够扫平胶纸60并避免胶纸60刮伤即可;例如,扫胶件820可以设置成通体采用硅胶或橡胶制成的片状,或者扫胶件820靠近贴胶件810的一端设置成硅胶或橡胶制成的片状,以在第一驱动件830驱动扫胶件820进行扫胶的过程中,通过柔软且具有弹性的硅胶片或橡胶片扫平胶纸60。
43.可以理解的是,贴胶组件还包括有连接块850,所述贴胶件810设置于所述连接块850 的一端,所述连接块850上形成有容纳区851,所述扫胶件820处于所述初始位置时位于所述容纳区851内,当第一驱动件830驱动扫胶件820向远离取胶面811的一侧边缘的方向移动时,扫胶件820将能够离开容纳区851从而扫向胶纸60。因此,通过设置连接块850,可以在不进行扫胶的动作时,使得扫胶件820处于容纳区851内,从而保护扫胶件820,并且还可以使得贴胶组件整体结构更加紧凑。
44.结合附图1,具体地,连接块850为l形的板件,其中贴胶件810设置在其一侧的板体
上,在l形的板件上将形成具有一多侧开口的容纳区851,其中毛刷的刷毛及毛刷的部分刷体处于容纳区851内。
45.应当要理解的是,连接块850除了可以选择设置成上述l形的板件之外,在其他一些实施例中,连接块850还可以选择设置成c形板件等其他类型的结构,其只要能够在连接块850 上形成容纳区851以容纳至少部分扫胶件820即可。
46.可以理解的是,贴胶组件还包括有连接架860,所述第一驱动件830和所述连接块850 均设置于所述连接架860上,且所述连接块850能够在所述连接架860上沿垂直于所述取胶面811的方向滑动。通过设置连接架860,并将第一驱动件830和连接块850均设置在连接架860上,可以使得贴胶设备的其他部件等能够通过驱动连接架860移动而带动整个贴胶组件进行移动,进而以完成取胶纸60或贴胶动作等。而通过将连接块850以能够沿垂直于取胶面811方向滑动的方式连接到连接架860,可以避免在贴胶过程中,贴胶件810与待贴胶产品70之间出现硬碰撞。
47.具体地,结合附图1,连接架860上设置有垂直于取胶面811的第一滑轨861,所述连接块850背离扫胶件820的一侧设置有第一滑块852,第一滑块852与第一滑轨861滑动配合,以使得连接块850能够相对连接架860沿第一滑轨861滑动;并且,具体地,第一驱动件830 为第一气缸,并且第一气缸的缸体与连接架860固定连接,第一气缸的活塞杆连接扫胶件820。
48.参照附图2,可以理解的是,扫胶件820可以在第一驱动件830的驱动下沿平行于取胶面811的方向进行移动,进而远离贴胶件810的一侧边缘。结合附图1,具体地,第一气缸以平行于取胶面811的方式安装于连接架860上,进而使得第一气缸的活塞杆推出时,能够带动扫胶件820沿平行于取胶面811的方向进行移动。
49.应当理解的是,扫胶件820还可以选择,以与取胶面811成一定角度的方向进行移动,并进而远离贴胶件810的一侧边缘;例如,参照附图3,扫胶件820移动时,扫胶件820可以在逐步远离取胶面811一侧边缘的同时,同步靠近取胶面811所在的平面,从而起到将胶纸60被翻折的部分逐步挤压向阶梯状表面相对凸出的部分,以进一步提升贴紧效果。
50.应当理解的是,第一驱动件830除了可以选择采用上述第一气缸之外,在其他一些实施例中,第一驱动件830还可以选择采用直线电机或者电机丝杆机构等其他类型的驱动元件。
51.可以理解的是,贴胶组件还包括有弹性缓冲件870,所述连接块850远离所述贴胶件810 的一端设有导向杆853,所述导向杆853远离所述连接块850的主体的一端设置有第一缓冲垫块854,所述导向杆853穿设于所述连接架860,所述弹性缓冲件870套设于所述导向杆 853,且两端分别与所述连接块850的主体和所述连接架860抵接。通过穿设于连接架860的导向杆853,可以使得连接块850的滑动更加平稳;并且,借助于弹性缓冲件870可以使得连接块850保持在相对较为远离连接架860的位置上,而在贴胶过程中,当贴胶件810向待贴胶产品70靠近并接触到待贴胶产品70时,弹性缓冲件870将能够发生变形以缓解冲击,并且借助弹性缓冲件870还能够使得贴胶件810始终以一定的压力压紧在待贴胶产品70的表面;同时,在贴胶组件远离待贴胶产品70的过程中,连接块850将在弹性缓冲件870的作用下自动复位,借助于第一缓冲垫块854,可缓解连接块850复位过程中与连接架860之间的冲击。
52.具体地,弹性缓冲件870可以选择采用弹簧或者采用具有弹性形变能力的弹性橡胶套等。
53.可以理解的是,贴胶组件还包括有第二缓冲垫块(附图中未示出),所述第二缓冲垫块设置于所述扫胶件820的移动路径上,通过第二缓冲垫块可以缓解扫胶件820扫胶作业过程中的冲击,并且借助第二缓冲垫块还可以限制扫胶件820在扫胶过程中的运动行程。
54.可以理解的是,针对不同尺寸规格的产品,其将可能需要黏贴不同规格大小的胶纸60,因此扫胶件820在扫胶过程中的运动行程将会有所不同,为调整扫胶件820的运动行程以适应不同规格尺寸的产品,贴胶组件还包括有缓冲调节装置880,所述缓冲调节装置880连接所述第二缓冲垫块,且用于调整所述第二缓冲垫块与所述初始位置下所述扫胶件820之间的距离,从而实现对扫胶件820运动行程的调节。
55.结合附图1,具体地,第二缓冲垫块通过连接用的支架840连接到第一驱动件830的固定部分上,也即第一气缸的缸体上,并且支架840上螺纹连接有调节螺栓,调节螺栓处于扫胶件820的运动路径上,并且调节螺栓平行于第一气缸设置,也即调节螺栓平行于扫胶件820 的运动路径设置,第二缓冲垫块连接在调节螺栓靠近扫胶件820的一侧,进而使得第二缓冲垫块能够阻挡扫胶件820,通过转动调节螺栓即可调节第二缓冲垫块与初始位置下所述扫胶件820之间的距离。
56.参照附图4至附图7,以下描述本技术第二方面实施例的贴胶设备,本实施例的贴胶设备包括有上述第一方面实施例的贴胶组件。通过在贴胶设备中设置上述第一方面实施例的贴胶组件,可以使得贴胶设备能够完成阶梯状表面的贴胶作业,通用性更好,而且在本实施例的贴胶设备应用于锂电池生产时,还可以减缓因贴胶不紧而导致的极耳撕裂问题。
57.结合附图4,可以理解的是,贴胶设备包括有放卷机构20、拉胶机构30、压胶机构40、切胶机构50和取胶贴胶机构10;其中,放卷机构20用于从卷状的胶纸卷中放出胶纸60;拉胶机构30用于拉住被放卷机构20放出的胶纸60的一端,并拉取出定长的胶纸60;压胶机构40用于压紧放卷机构20及拉胶机构30之间的胶纸60;切胶机构50则用于在压胶机构40 及拉胶机构30之间且邻近压胶机构40的位置将胶纸60切断,从而获取到定长的片状的胶纸 60;取胶贴胶机构10则用于从拉胶机构30和切胶机构50之间,也即取胶位置,取得上述片状的胶纸60,并携带该胶纸60移动至待贴胶产品70的位置,也即贴胶位置,然后完成贴胶;其中,贴胶组件设置于取胶贴胶机构10上。
58.由于在本技术的结构改进点不涉及放卷机构20、拉胶机构30、压胶机构40和切胶机构 50,并且放卷机构20、拉胶机构30、压胶机构40和切胶机构50均属于贴胶设备领域的现有的常用机构,因此在下文中将不做具体详细描述。
59.可以理解的是,所述取胶贴胶机构10包括有贴胶模组150,贴胶模组150包括有安装板151、第二驱动件153和两个所述贴胶组件,同一所述贴胶模组150的两个所述贴胶组件均设置于所述安装板151上,所述第二驱动件153连接所述贴胶组件,以驱动两个所述贴胶组件相互靠近或远离。通过在一个贴胶模组150上同时设置两个贴胶组件,可以通过一个贴胶模组150,同时对两个待贴胶产品70的相同侧的表面同时进行贴胶作业,或者可以对同一待贴胶产品70的两个相互间隔的待贴胶位置同时进行贴胶;而通过设置第二驱动件153以驱动两个贴胶组件相互靠近或远离,可以使得两个贴胶组件在取胶位置时处于相对靠近的状态,以便于两个贴胶组件分别进行取胶纸60,而两个贴胶组件在贴胶位置时又可以处于
相互远离的一个状态,进而使得两个贴胶组件可以对相互间隔的两个待贴胶产品70同时进行贴胶作业,或者对同一待贴胶产品70的两个相互间隔的待贴胶位置同时进行贴胶。
60.并且,可以理解的是,对于部分待贴胶产品70,其需要进行黏贴的胶纸60长度会相对较长,通过单一贴胶组件上的取胶面811吸取该胶纸60,胶纸60的两端将会下垂,进而导致后续无法贴胶的问题;而通过设置两个贴胶组件,即可在两个贴胶组件处于相互远离的一个状态下,借助两个贴胶组件的取胶面811分别吸取胶纸60的两端,从而避免因胶纸60两端下垂而影响后续的贴胶作业。
61.结合附图6和附图7,具体地,同一贴胶模组150中的两个所述贴胶组件分别为第一贴胶组件157和第二贴胶组件158,所述第一贴胶组件157固定设置在所述安装板151上,所述第二贴胶组件158滑动设置在所述安装板151上,所述第二驱动件153连接所述第二贴胶组件158,进而可以通过第二驱动件153驱动第二贴胶组件158在安装板151上滑动地形式,以使得第二贴胶组件158靠近或远离第一贴胶组件157。
62.结合附图6,具体地,安装板151上设置有平行于取胶面811的第二滑轨154,第二贴胶组件158的连接架860包括有第二滑块,第二滑块与第二滑轨154滑动连接;第一贴胶组件 157固定设置在安装板151的一端,第二滑轨154一端延伸至第一贴胶组件157的位置,进而使得第二贴胶组件158能够在第二驱动件153的带动下沿第二滑轨154移动,以靠近或远离第一贴胶组件157。
63.具体地,第二驱动件153为第二气缸,并且第二气缸的缸体与安装板151固定连接,第二气缸的活塞杆连接第二贴胶组件158中的连接架860。
64.应当理解的是,第二驱动件153除了可以选择采用上述第二气缸之外,在其他一些实施例中,第二驱动件153还可以选择采用直线电机或者电机丝杆机构等其他类型的驱动元件。
65.应当理解的是,除了可以将同一安装板151上的其中一个贴胶组件进行固定、而另一个采用第二驱动件153驱动以实现两个贴胶组件相互靠近或远离的方式之外,在其他一些实施例中,还可以选择采用设置两个驱动件以驱动两个贴胶组件进行相向运动和相背运动的方式。
66.可以理解的是,安装板151上还设置有第三缓冲垫块155和第四缓冲垫块156,所述第三缓冲垫块155和第四缓冲垫块156设置于所述第二贴胶组件158的移动路径上,且分别位于第二贴胶组件158两侧,通过设置第三缓冲垫块155和第三缓冲垫块155,可以在第二驱动件153驱动第二贴胶组件158靠近或远离第一贴胶组件157的过程中分别进行缓冲,并且借助第三缓冲垫块155和第四缓冲垫块156还可以限制第二贴胶组件158的运动行程,进而分别控制第二贴胶组件158与第一贴胶组件157之间最远的距离和最近的距离。
67.结合附图6和附图7,具体地,所述第一贴胶组件157和所述第二贴胶组件158设置于所述安装板151的同一侧,所述第三缓冲垫块155设置于所述安装板151的另一侧,且与所述第一贴胶组件157的位置相对应,所述安装板151上开设有避空槽152,所述第二贴胶组件158部分穿设于所述避空槽152,以使所述第二贴胶组件158能够与所述第三缓冲垫块155 抵接。通过将第三缓冲垫块155设置于安装板151的另一侧并设置避空槽152,相比于将第三缓冲垫块155设置于安装板151具有第一贴胶组件157的一侧,在第二贴胶组件158运动行程一定的情况下,整个贴胶模组150的结构将更加紧凑。
68.结合附图6和附图7,具体地,第四缓冲垫块156与第一贴胶组件157和第二贴胶组件 158设置于安装板151的同一侧。
69.当然,应当理解的是,在其他一些实施例中,也可以选择将所述第四缓冲垫块156设置于安装板151设置有第三缓冲垫块155的一侧。
70.可以理解的是,所述取胶贴胶机构10除了包括有贴胶模组之外,还包括有水平移动架 120、第三驱动件130和第四驱动件140,所述安装板151沿垂直于所述取胶面811的方向滑动设置于所述水平移动架120上;所述第三驱动件130用于驱动所述水平移动架120在取胶位置和贴胶位置之间水平移动,也即使得贴胶模组150能够携带胶纸60在取胶位置和贴胶位置之间移动;所述第四驱动件140用于驱动所述安装板151在所述水平移动架120上滑动,进而使得整个贴胶模组150能够在第四驱动件140的驱动下,以垂直于取胶面811的方向靠近胶纸60或者待贴胶工件,以完成取胶或贴胶。
71.结合附图5,具体地,取胶装置还包括有底座110,底座110上设置有第三滑轨111,第三滑轨111水平设置,水平移动架120上设置有与第三滑轨111配合的第三滑块,进而使得水平移动架120能够沿第三滑轨111进行水平滑动。
72.具体地,水平移动架120上设置有第四滑轨121,第四滑轨121沿垂直于取胶面811的方向延伸设置,安装板151上设置有与第四滑轨121配合的第四滑块,进而使得贴胶模组150 能够沿垂直于取胶面811的方向在水平移动架120上滑动。
73.具体地,第三驱动件130和第四驱动件140分别为第三气缸和第四气缸,其中第三气缸的缸体连接于底座110,第三气缸的活塞杆连接水平移动架120,第四气缸的缸体连接于水平移动架120,第四气缸的活塞杆则连接安装板151。
74.应当要理解的是,第三驱动件130和第四驱动件140除了可以选择采用上述第三气缸和第四气缸之外,在其他一些实施例中,第三驱动件130或第四驱动件140还可以选择采用直线电机或者电机丝杆机构等其他类型的驱动元件。
75.结合附图5,在本实施例中,具体地,取胶面811水平设置,第四滑轨121沿上下方向延伸设置,也即贴胶模组150沿竖直方向滑动设置于水平移动架120上,在进行贴胶作业时,取胶面811能够沿竖直方向靠近待贴胶产品70以完成贴胶。
76.应当要理解的,取胶面811除了可以采用上述水平设置的形式之外,在其他一些实施例中,取胶面811还可以选择采用竖直设置或者倾斜设置等其他设置形式,只要保证取胶面811 能够与待贴胶的平面保持平行即可,例如若待贴胶的平面为待贴胶产品70的前侧面,则可以将取胶面811设置成竖直且平行于待贴胶产品70的前侧面的形式,而第四驱动件140则设置成用于驱动贴胶模组150整体沿垂直于产品前侧面的水平方向移动。
77.可以理解的是,水平移动架120对称设置有两组贴胶模组150和两个第四驱动件140,两组贴胶模组150中的取胶面811一一相对设置,两个第四驱动件140分别驱动连接两组贴胶模组150;通过在水平移动架120上设置相互对称的两组贴胶模组150,可以使得贴胶设备能够对待贴胶产品70的两个相对侧面同时进行贴胶。
78.尽管已经示出和描述了本技术的实施例,本领域的普通技术人员可以理解:在不脱离本技术的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本技术的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。