1.本发明属于钢带带钢边部吹扫技术领域,具体涉及一种热镀锌钢带的带钢边部吹扫装置及方法。
背景技术:
2.在热镀锌生产过程中,钢带在脱脂或光整工序中,钢带出挤干辊后,带钢边部仍有大量的水残留,尤其是较后的带钢。现有方法是在带钢边部两侧安装一定数量的喷嘴,一般为两组,其形式有有圆形或者扁平形。喷嘴以垂直于带钢运行方向喷出高压空气,对带钢边部进行吹扫。由于喷嘴安装固定,带钢产品宽度厚度均不固定,生产过程中变化多样,出现边部吹扫不良,边部残水带入下道工序,影响退火工艺或者钝化工艺。
技术实现要素:
3.本发明针对上述缺陷,提供一种吹扫面积更大、吹扫能力更强可以随着带钢的宽度不同调整吹扫最佳位置的热镀锌钢带的带钢边部吹扫装置及方法。
4.本发明提供如下技术方案:一种热镀锌钢带的带钢边部吹扫装置,其特征在于,所述装置包括悬浮于热镀锌钢带的带钢上下表面的若干个喷嘴、用于支撑所述若干个喷嘴的喷嘴支架、设置于所述喷嘴支架下方的喷嘴移动装置,所述喷嘴移动装置与外部中央控制器通信连接;所述若干个喷嘴通过气管与外部喷气装置通过汇集气管连接,所述汇集气管上设置有用于调节喷气压力的压力调节装置和检测喷气压力的压力检测器;所述喷嘴支架将所述带钢包围于其中心;所述若干个喷嘴于所述带钢的上下表面轴对称;
5.所述喷嘴支架具有位于带钢左侧的第一垂直支架和右侧的第二垂直支架,位于所述带钢上侧的部分若干个喷嘴分别平均与左侧第一垂直支架和右侧第二垂直支架相连,位于所述带钢下侧的部分若干个喷嘴分别平均与左侧第一垂直支架和右侧第二垂直支架相连,进而在所述带钢的上下表面左右两侧相对于所述带钢宽度方向相对吹扫的气流。
6.进一步地,所述喷嘴移动装置包括与所述喷嘴支架左右两侧垂直支架相连的上齿条和下齿条,以及位于所述上齿条和下齿条中间的齿轮、驱动所述齿轮的电机。
7.进一步地,所述电机上还带有用于记录所述喷嘴移动装置所在位置的位置编码器。
8.进一步地,所述喷嘴的数量为4个。
9.进一步地,所述若干个喷嘴包括位于所述带钢上侧的左右2个,以及位于所述带钢下侧的左右2个。
10.进一步地,位于所述带钢上侧的2个喷嘴均与所述带钢边形成合适角度,一般取15
°
~45
°
。
11.进一步地,位于所述带钢下侧的2个喷嘴均与所述带钢边形成合适角度,一般取15
°
~45
°
。
12.进一步地,所述外部中央控制器还与退火炉的瓢曲信号传输模块的输出端通信连
接。
13.本发明还提供上述装置的热镀锌钢带的带钢边部吹扫方法,包括以下步骤:
14.1)将所要进行吹扫的所述带钢置于所述喷嘴支架的左侧第一垂直支架和右侧第二垂直支架之间,并被所述若干个喷嘴中位于所述带钢上侧的部分若干个喷嘴和所述带钢下侧的部分若干个喷嘴包围;
15.2)开启外部吹气装置,气体通过所述气管后到达所述若干个喷嘴后,在所述带钢的上下表面左右两侧相对于所述带钢宽度方向相对吹扫的气流,对所述带钢进行吹扫;
16.3)所述喷嘴移动装置带动所述喷嘴支架移动,调整所述若干个喷嘴达到最佳吹扫位置;
17.4)当所述带钢的宽度出现变化时,所述位置编码器将所述带钢焊缝跟踪信号及后续带钢宽度信息传递给所述外部中央控制器,所述喷嘴移动装置将根据接收位的信息调整所述若干个喷嘴的最佳吹扫位置。
18.进一步地,当所述带钢出现瓢曲时,结合工艺速度、瓢曲位置到本装置的路径长度、瓢曲长度等参数,通过控制器计算分析,当瓢曲带钢到达本装置时,本装置将自动打开,避免损坏;当瓢曲部分通过本装置以后,本装置再自动投入使用。
19.本发明的有益效果为:
20.本发明提供的装置及方法可使吹扫装置随带钢宽度变化沿宽度方向移动,确保最佳的喷吹位置;本方法涉及的喷吹装置沿带钢运行方向具有一定长度,吹扫面积更大,吹扫能力更强;本方法涉及的喷吹装置喷吹压力可调,可根据生产速度、带钢边部残水量等因素决定喷吹压力,减少压风浪费。本方法所涉及的装置结构简单,自动智能化控制,操控简单,吹干效果好,压风消耗可调,利于节约能源。
附图说明
21.在下文中将基于实施例并参考附图来对本发明进行更详细的描述。其中:
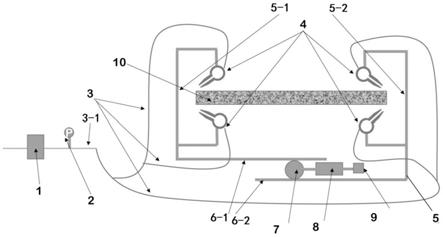
22.图1为本发明提供的热镀锌钢带的带钢边部吹扫装置整体示意图;
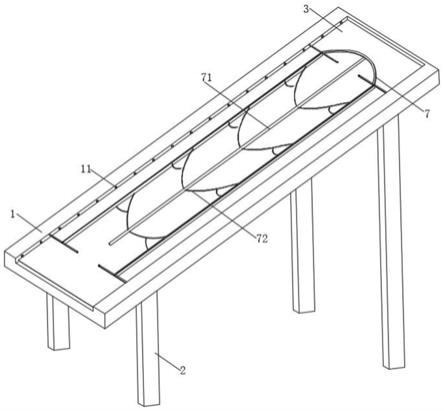
23.图2为本发明提供的热镀锌钢带的带钢边部吹扫装置的带钢一侧的若干喷嘴与带钢的夹角俯视侧视图;
24.图3为本发明提供的装置中的喷嘴的结构示意图。
25.具体实施例方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.实施例1
28.如图1
‑
3所示,为本发明提供的一种热镀锌钢带的带钢边部吹扫装置,装置包括悬浮于热镀锌钢带的带钢10上下表面的若干个喷嘴4、用于支撑若干个喷嘴4的喷嘴支架5、设置于喷嘴支架5下方的喷嘴移动装置,喷嘴移动装置与外部中央控制器通信连接;若干个喷嘴4通过气管3与外部喷气装置通过汇集气管3
‑
1连接,汇集气管3
‑
1上设置有用于调节喷气压力的压力调节装置1和检测喷气压力的压力检测器2,可根据生产需求的变化如机组速
度,带钢厚度,边部带水情况设定不同的压力,压力控制在2bar~6bar;喷嘴支架5将带钢10包围于其中心;若干个喷嘴4于带钢10的上下表面轴对称;
29.喷嘴支架5具有位于带钢10左侧的第一垂直支架5
‑
1和右侧的第二垂直支架5
‑
2,位于带钢10上侧的部分若干个喷嘴4分别平均与左侧第一垂直支架5
‑
1和右侧第二垂直支架5
‑
2相连,位于带钢10下侧的部分若干个喷嘴4分别平均与左侧第一垂直支架5
‑
1和右侧第二垂直支架5
‑
2相连,进而在带钢10的上下表面左右两侧相对于带钢宽度方向相对吹扫的气流。
30.喷嘴移动装置包括与喷嘴支架5左右两侧垂直支架相连的上齿条6
‑
1和下齿条6
‑
2,以及位于上齿条6
‑
1和下齿条6
‑
2中间的齿轮7、驱动齿轮7的电机8。
31.电机8上还带有用于记录喷嘴移动装置所在位置的位置编码器9。
32.喷嘴4的数量为4个,包括位于带钢10上侧的左右2个,以及位于带钢下侧的左右2个,位于带钢10上侧的2个喷嘴4均与带钢边形成合适角度,一般取15
°
~45
°
,位于带钢10下侧的2个喷嘴4均与带钢边形成合适角度,一般取15
°
~45
°
。
33.进一步地,外部中央控制器还与退火炉的瓢曲信号传输模块的输出端通信连接。
34.实施例2
35.本实施例提供采用实施例1提供的装置的热镀锌钢带的带钢边部吹扫方法,包括以下步骤:
36.1)将所要进行吹扫的带钢10置于喷嘴支架5的左侧第一垂直支架5
‑
1和右侧第二垂直支架5
‑
2之间,并被若干个喷嘴4中位于带钢10上侧的2个喷嘴4和带钢10下侧的2个喷嘴4包围;
37.2)开启外部吹气装置,气体通过气管3后到达4个喷嘴4后,在带钢10的上下表面左右两侧相对于带钢10宽度方向相对吹扫的气流,对带钢10进行吹扫;
38.3)喷嘴移动装置带动喷嘴支架5移动,调整若干个喷嘴4达到最佳吹扫位置;
39.4)当带钢10的宽度出现变化时,位置编码器9将带钢10焊缝跟踪信号及后续带钢宽度信息传递给外部中央控制器,喷嘴移动装置将根据接收位的信息调整若干个喷嘴4的最佳吹扫位置。具体为电机8驱动齿轮7顺时针或逆时针转动,进而是上齿条6
‑
1与下齿条6
‑
2之间的横向距离拉近或拉远,进而调整喷嘴在带钢宽度方向上的位置,避免有些位置吹不到的现象发生。通过中央控制器计算分析,当所吹扫的带钢10的规格变化时,焊缝到达本装置时可以自动调节喷嘴于带钢边部的位置。
40.进一步地,当带钢10出现瓢曲时,结合工艺速度、瓢曲位置到本装置的路径长度、瓢曲长度等参数,通过控制器计算分析,当瓢曲带钢到达本装置时,本装置将自动打开,避免损坏;当瓢曲部分通过本装置以后,本装置再自动投入使用。
41.虽然已经参考优选实施例对本发明进行了描述,但在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本发明并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。