一种pc构件的模台快速转换式生产系统及生产方法
技术领域
1.本发明涉及pc构件生产技术领域,尤其涉及一种pc构件的模台快速转换式生产系统及生产方法。
背景技术:
2.pc即混凝土预制件的英文缩写,在住宅工业化领域称作pc构件。如预制钢筋混凝土柱地基基础、预制钢结构钢柱基础、路灯广告牌柱钢筋混凝土基础、预制楼板。与之相对应的传统现浇混凝土需要工地现场制模、现场浇注和现场养护。混凝土预制件被广泛应用于建筑、交通、水利等领域,在国民经济中扮演重要的角色。
3.现有的pc构件生产中,pc构件成型后,需要对模台进行转运,传统的模台在混凝土预制件成型后,需完成脱模,脱模后的成型的混凝土预制件还需留在原地养护定型,而此时,模台只能运输到其他位置进行清洗、喷涂、支模、布筋和布料振捣操作,从而导致工作的连续性降低。
技术实现要素:
4.本发明的目的在于:为了解决上述提出的问题,而提出的一种pc构件的模台快速转换式生产系统及生产方法。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种pc构件的模台快速转换式生产系统,包括工作机架,所述工作机架的顶部从左往右依次设置有拆模工位、吊装工位、清理工位、喷涂工位、支模工位、布筋工位、布料振捣工位、静置工位和拉毛工位,所述工作机架的顶部靠近拆模工位的左侧安装有第二起吊码垛机,所述工作机架的顶部靠近拉毛工位的右侧安装有第一起吊码垛机,所述工作机架的顶部靠近第一起吊码垛机的后侧设置有码垛工位,所述工作机架的顶部靠近第二起吊码垛机的后侧设置有拆垛工位,所述工作机架的顶部位于码垛工位和拆垛工位之间安装有轨道式链条牵引回转机构,且轨道式链条牵引回转机构的顶部安装有模台牵引小车,所述工作机架的顶部靠近拆垛工位的后侧设置有车盘摆渡工位,所述工作机架的顶部靠近码垛工位的后侧设置有车盘横移摆渡工位,所述工作机架的顶部位于车盘摆渡工位和车盘横移摆渡工位之间安装有推进机构,所述工作机架的顶部位于车盘摆渡工位和车盘横移摆渡工位之间设置有多组蒸养工位。
7.作为上述技术方案的进一步描述:
8.所述静置工位设置有多组。
9.作为上述技术方案的进一步描述:
10.所述布料振捣工位处安装有布料机。
11.作为上述技术方案的进一步描述:
12.一种pc构件的模台快速转换式生产方法,由以下步骤组成:
13.s1、通过清理工位将模台清理结束后,移动至喷涂工位喷油,再移动至支模工位支
模后,再移动至布筋工位完成钢筋布置,之后再输送至布料振捣工位完成物料添加压实;
14.s2、填料压实后的模台移动至静置工位进行静置成型;
15.s3、成型后的pc构件输送至拉毛工位进行拉毛作业;
16.s4、拉毛作业后的模台和pc构件块通过第一起吊码垛机放置在码垛工位上,在码垛工位处进行脱模,脱模后的模台再通过第一起吊码垛机码垛至模台牵引小车顶部;
17.s5、脱模后的pc构件移动至车盘横移摆渡工位,通过车盘横移摆渡工位输送至蒸养工位进行养护,并且,通过车盘推进机构将pc构件连续向车盘摆渡工位方向输送,再通过车盘摆渡工位将养护后的pc构件向外推送;
18.s6、当s4中码垛至模台牵引小车顶部的模台堆叠至一定量后,通过轨道式链条牵引回转机构推动模台牵引小车移动至拆垛工位处,再通过第二起吊码垛机将模台输送至拆模工位;
19.s7、拆模工位拆模后,通过吊装工位将拆模后的模台吊装至清理工位后再循环s1的作业。
20.作为上述技术方案的进一步描述:
21.所述s7中吊装工位设置有吊装组件。
22.作为上述技术方案的进一步描述:
23.所述s6中模台牵引小车移动至拆垛工位处后可通过轨道式链条牵引回转机构带动模台牵引小车向码垛工位方向移动。
24.综上所述,由于采用了上述技术方案,本发明的有益效果是:
25.采用循环闭合式生产线,通过连续的拆模工位、吊装工位、清理工位、喷涂工位、支模工位、布筋工位、布料振捣工位、静置工位和拉毛工位,集成连续的完成模台拆模、模台吊装至清理工位、模台清理、模台喷油、模台支模、模台布筋、填料压实、静置成型和拉毛作业,保障了pc构件生产的连续性,再通过第一起吊码垛机将模台和pc构件整体输送至码垛工位处,在码垛工位脱模后,pc构件输送至蒸养工位处进行养护,并且通过推进机构将pc构件连续输送至指定位置,而脱模后的模台通过模台牵引小车以及第二起吊码垛机将模台输送至拆模工位实现循环,从而保障了工作的连续性,提升工作的效率。
附图说明
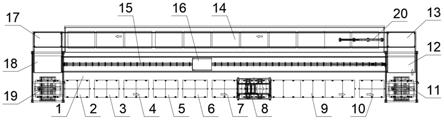
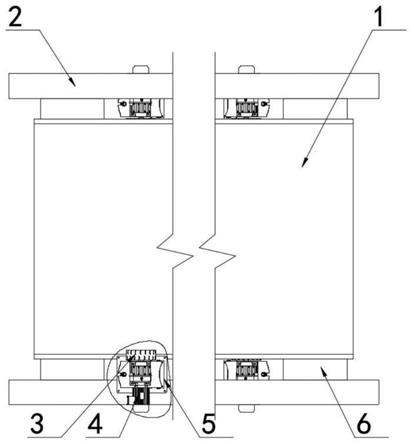
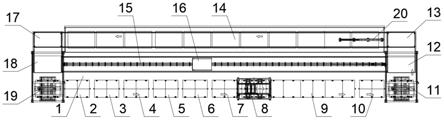
26.图1示出了根据本发明实施例提供的一种pc构件的模台快速转换式生产系统及生产方法的示意图。
27.图例说明:
28.1、工作机架;2、拆模工位;3、吊装工位;4、清理工位;5、喷涂工位;6、支模工位;7、布筋工位;8、布料振捣工位;9、静置工位;10、拉毛工位;11、第一起吊码垛机;12、码垛工位;13、车盘横移摆渡工位;14、蒸养工位;15、轨道式链条牵引回转机构;16、模台牵引小车;17、车盘摆渡工位;18、拆垛工位;19、第二起吊码垛机;20、推进机构。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
30.实施例:请参阅图1,本发明提供一种技术方案:一种pc构件的模台快速转换式生产系统,包括工作机架1,工作机架1的顶部从左往右依次设置有拆模工位2、吊装工位3、清理工位4、喷涂工位5、支模工位6、布筋工位7、布料振捣工位8、静置工位9和拉毛工位10,工作机架1的顶部靠近拆模工位2的左侧安装有第二起吊码垛机19,工作机架1的顶部靠近拉毛工位10的右侧安装有第一起吊码垛机11,工作机架1的顶部靠近第一起吊码垛机11的后侧设置有码垛工位12,工作机架1的顶部靠近第二起吊码垛机19的后侧设置有拆垛工位18,工作机架1的顶部位于码垛工位12和拆垛工位18之间安装有轨道式链条牵引回转机构15,且轨道式链条牵引回转机构15的顶部安装有模台牵引小车16,工作机架1的顶部靠近拆垛工位18的后侧设置有车盘摆渡工位17,工作机架1的顶部靠近码垛工位12的后侧设置有车盘横移摆渡工位13,工作机架1的顶部位于车盘摆渡工位17和车盘横移摆渡工位13之间安装有推进机构20,工作机架1的顶部位于车盘摆渡工位17和车盘横移摆渡工位13之间设置有多组蒸养工位14,静置工位9设置有多组,布料振捣工位8处安装有布料机。
31.一种pc构件的模台快速转换式生产方法,由以下步骤组成:
32.s1、通过清理工位4将模台清理结束后,移动至喷涂工位5喷油,再移动至支模工位6支模后,再移动至布筋工位7完成钢筋布置,之后再输送至布料振捣工位8完成物料添加压实;
33.s2、填料压实后的模台移动至静置工位9进行静置成型;
34.s3、成型后的pc构件输送至拉毛工位10进行拉毛作业;
35.s4、拉毛作业后的模台和pc构件块通过第一起吊码垛机11放置在码垛工位上12,在码垛工位12处进行脱模,脱模后的模台再通过第一起吊码垛机11码垛至模台牵引小车16顶部;
36.s5、脱模后的pc构件移动至车盘横移摆渡工位13,通过车盘横移摆渡工位13输送至蒸养工位14进行养护,并且,通过车盘推进机构20将pc构件连续向车盘摆渡工位17方向输送,再通过车盘摆渡工位17将养护后的pc构件向外推送;
37.s6、当s4中码垛至模台牵引小车16顶部的模台堆叠至一定量后,通过轨道式链条牵引回转机构15推动模台牵引小车16移动至拆垛工位18处,再通过第二起吊码垛机19将模台输送至拆模工位2;
38.s7、拆模工位2拆模后,通过吊装工位3将拆模后的模台吊装至清理工位4后再循环s1的作业,s7中吊装工位3设置有吊装组件,s6中模台牵引小车16移动至拆垛工位18处后可通过轨道式链条牵引回转机构15带动模台牵引小车16向码垛工位12方向移动,本方案中,采用循环闭合式生产线,通过连续的拆模工位2、吊装工位3、清理工位4、喷涂工位5、支模工位6、布筋工位7、布料振捣工位8、静置工位9和拉毛工位10分别完成模台拆模、模台吊装至清理工位、模台清理、模台喷油、模台支模、模台布筋、填料压实、静置成型和拉毛作业,保障了pc构件生产的连续性,再通过第一起吊码垛机11将模台和pc构件整体输送至码垛工位处12,在码垛工位12脱模后,pc构件通过车盘横移摆渡工位13向蒸养工位14输送,并且,通过推进机构20输送至车盘摆渡工位17后向外输送,而脱模后的模台通过模台牵引小车16以及第二起吊码垛机19将模台输送至拆模工位2实现循环,从而保障了工作的连续性,提升工作
的效率。
39.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。