:
1.本实用新型涉及卡簧配装技术领域,特指一种轴卡胶轮装配设备。
背景技术:
2.卡簧(外文名circlip),也叫挡圈或扣环,属于紧固件的一种,供装在机器、设备的轴槽或孔槽中,起着阻止轴上或孔上的零件轴向运动的作用。
3.传统的卡簧安装采用的是手工装配,由于人工安装卡簧效率低,且安装较为复杂,通常需要安装几次才能成功,费时费力,人工劳动强度大,成本高。
4.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
5.本实用新型的目的在于克服现有技术的不足,提供一种轴卡胶轮装配设备。
6.为了解决上述技术问题,本实用新型采用了下述技术方案:该轴卡胶轮装配设备,包括:机架、安装于所述机架上并用于排列送出卡簧的送料装置、设置于所述送料装置末端并用于将卡簧安装到工件上的卡装装置、设置于所述卡装装置旁侧并用于将所述卡簧压紧到所述工件上的压紧装置及设置于所述压紧装置旁侧的出料导槽,所述卡装装置与所述压紧装置之间设置有振动盘调速器。
7.进一步而言,上述技术方案中,所述卡装装置包括有安装于所述机架上的第一支撑座、安装于所述第一支撑座上并用于对接所述送料装置的导料座、设置于所述第一支撑座一侧并用于将所述卡簧从所述导料座上顶出的推动板、安装于所述第一支撑座上并用于夹住限定所述推动板的盖板、安装于所述盖板上并用于撑开所述卡簧的上料治具及安装于所述机架上并用于驱动所述推动板移动的第一驱动装置,所述第一支撑座两侧分别设置有用于承放工件的第一定位治具及用于检测是否有放置所述工件的限位装置。
8.进一步而言,上述技术方案中,所述第一支撑座上端设置有用于供所述工件一端穿过的第一通孔,所述第一限位装置位于所述第一通孔的另一侧;所述第一支撑座内设置有供所述推动板一端的第一行程槽,所述盖板上设置有供所述上料治具移动的第二行程槽,所述第一通孔外围成型有用于定位所述卡簧以供所述工件穿过的沉槽,所述上料治具上成型有用于逐渐打开所述卡簧的v型块,所述推动板上端成型有与所述v型块匹配的v型槽。
9.进一步而言,上述技术方案中,所述第一支撑座中部成型有用于安装所述导料座的t型槽孔,所述导料座下部成型有与所述t型槽孔对应的t型底块,该t型底块上成型有与所述第一送料装置对接并用于套设所述卡簧的柱形凸部;所述推动板上部成型有第三行程槽,所述导料座前端伸入所述第三行程槽内以便于所述卡簧移动到上料治具上。
10.进一步而言,上述技术方案中,所述第三行程槽底部成型有贯穿所述推动板的行程通孔,所述上料治具上成型有伸入所述行程通孔内的限位凸块;所述上料治具上端成型有与所述第一通孔对应的第一圆弧缺口,所述盖板上端成型有与所述第一圆弧缺口对应的
第二圆弧缺口,所述盖板一侧成型与所述第一定位治具对应并用于所述工件靠近移动的行程缺口。
11.进一步而言,上述技术方案中,所述限位装置包括有安装于所述机架上的z型支架、安装于所述z型支架端部并与所述第一通孔对应的限位挡轴及安装于所述限位挡轴上并用于检测所述第一定位治具上有无所述工件的第二接近开关。
12.进一步而言,上述技术方案中,所述压紧装置包括有安装于所述机架上的第二支撑座、安装于所述第二支撑座上并用于承放所述工件的第二定位治具、设置于所述第二定位治具一侧并用于将所述卡簧压入所述工件上的冲压模组、设置于所述第二定位治具另一侧并用于配合所述冲压模组定位所述工件的限位挡板、贯穿设置于所述第二定位治具和所述第二支撑座内并用将所述工件顶出至所述出料导槽的下料顶板及用于驱动所述下料顶板上下移动的第二驱动装置,所述限位挡板上设置有用于检测所述第二定位治具上有无所述工件的第一接近开关。
13.进一步而言,上述技术方案中,所述冲压模组包括有设置于所述第二支撑座一侧的第一支撑板、安装于所述第一支撑板上并与所述第二定位治具水平等高的导向套、安装于所述导向套上并用于将所述卡簧压紧到所述工件上的冲压轴套及用于驱动所述冲压轴套向所述工件移动完成冲压的第三驱动装置,所述第三驱动装置通过第二支撑板支撑与所述第二定位治具等高。
14.进一步而言,上述技术方案中,所述出料导槽两侧通过第三支撑板和第四支撑板倾斜安装于所述第二定位治具旁侧,其中,所述第三支撑板上成型有两条间隔分布的第一竖直安装槽,所述第四支撑板上成型有两条与所述第一竖直安装槽对应的第二竖直安装槽,所述出料导槽两侧成型有通过螺栓分别与所述第一竖直安装槽和所述第二竖直安装槽固定的第一条形安装槽和第二条形安装槽。
15.进一步而言,上述技术方案中,所述送料装置包括有安装于所述机架上的支撑架、安装于所述支撑架上并用于将所述卡簧排列送出的振动盘及连接所述振动盘出料端与所述卡装装置的送料导轨,所述机架前端设置有用于多个排列分布的控制按钮,所述机架侧边设置有电源开关。
16.采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:本实用新型中采用送料装置将卡簧逐个排列送到卡装装置中,通过将工件端部插入到卡装装置内,由卡装装置将卡簧装配到工件上,再将工件转移到压紧装置中,由压紧装置将卡簧压紧到工件上,完成卡簧的安装,装配效率和装配精度均高人工操作,减轻工人劳动强度,降低生产成本。
附图说明:
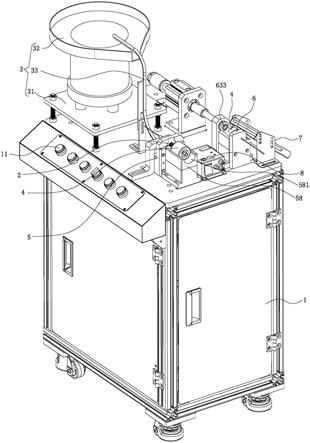
17.图1是本实用新型的立体图一;
18.图2是本实用新型的立体图二;
19.图3是本实用新型中卡装装置的分解图一;
20.图4是本实用新型中卡装装置的分解图一;
21.图5是本实用新型中压紧装置的分解图;
22.图6是本实用新型中出料导槽的立体图。
具体实施方式:
23.下面结合具体实施例和附图对本实用新型进一步说明。
24.见图1至图6所示,为一种轴卡胶轮装配设备,其包括:机架1、安装于所述机架1上并用于排列送出卡簧2的送料装置3、设置于所述送料装置3末端并用于将卡簧2安装到工件4上的卡装装置5、设置于所述卡装装置5旁侧并用于将所述卡簧2压紧到所述工件4上的压紧装置6及设置于所述压紧装置6旁侧的出料导槽7,所述卡装装置5与所述压紧装置6之间设置有振动盘调速器8。采用送料装置3将卡簧2逐个排列送到卡装装置5中,通过将工件4端部插入到卡装装置5内,由卡装装置5将卡簧2装配到工件4上,再将工件4转移到压紧装置6中,由压紧装置6将卡簧2压紧到工件4上,完成卡簧2的安装,装配效率和装配精度均高人工操作,减轻工人劳动强度,降低生产成本。所述振动盘调速器8为市面常规调速器。
25.所述卡装装置5包括有安装于所述机架1上的第一支撑座51、安装于所述第一支撑座51上并用于对接所述送料装置3的导料座52、设置于所述第一支撑座51一侧并用于将所述卡簧2从所述导料座52上顶出的推动板53、安装于所述第一支撑座51上并用于夹住限定所述推动板53的盖板54、安装于所述盖板54上并用于撑开所述卡簧2的上料治具55及安装于所述机架1上并用于驱动所述推动板53移动的第一驱动装置56,所述第一支撑座51两侧分别设置有用于承放工件4的第一定位治具57及用于检测是否有放置所述工件4的限位装置58。
26.所述第一支撑座51上端设置有用于供所述工件4一端穿过的第一通孔511,所述第一限位装置58位于所述第一通孔511的另一侧;所述第一支撑座51内设置有供所述推动板53一端的第一行程槽512,所述盖板54上设置有供所述上料治具55移动的第二行程槽541,所述第一通孔511外围成型有用于定位所述卡簧2以供所述工件4穿过的沉槽513,所述上料治具55上成型有用于逐渐打开所述卡簧2的v型块551,所述推动板53上端成型有与所述v型块551匹配的v型槽531。
27.所述第一支撑座51中部成型有用于安装所述导料座52的t型槽孔514,所述导料座52下部成型有与所述t型槽孔514对应的t型底块521,该t型底块521上成型有与所述第一送料装置3对接并用于套设所述卡簧2的柱形凸部522;所述推动板53上部成型有第三行程槽532,所述导料座52前端伸入所述第三行程槽532内以便于所述卡簧2移动到上料治具55上。
28.所述第三行程槽532底部成型有贯穿所述推动板53的行程通孔533,所述上料治具55上成型有伸入所述行程通孔533内的限位凸块552;所述上料治具55上端成型有与所述第一通孔511对应的第一圆弧缺口553,所述盖板54上端成型有与所述第一圆弧缺口553对应的第二圆弧缺口542,所述盖板54一侧成型与所述第一定位治具57对应并用于所述工件4靠近移动的行程缺口543。
29.所述限位装置58包括有安装于所述机架1上的z型支架581、安装于所述z型支架581端部并与所述第一通孔511对应的限位挡轴582及安装于所述限位挡轴582上并用于检测所述第一定位治具57上有无所述工件4的第二接近开关583。所述第一定位治具57上端成型有用于承放工件4的第一圆弧滑槽571,该第一圆弧滑槽571一端对接行程缺口543。所述z型支架581端部设置有安装调节所述限位挡轴582的夹槽,通过螺栓松开和压紧夹槽可伸缩调节限位挡轴582的位置,使限位挡轴582在与工件4端部接触抵压时,工件4上的卡簧安装部能够穿过沉槽513,以确保卡簧2能够抱紧到工件4上,而第二接近开关583在检测到有工
件4放置到第一定位治具57上后,触发控制第一驱动装置56快速将卡簧2顶升到位,便于后续安装。
30.其中,卡装装置5工作时,由第一驱动装置56驱动推动板53向上移动将导料座52端部的卡簧2顶升到沉槽513内,在此过程中,卡簧2首先带动上料治具55向上移动,当上料治具55上端与支撑座51抵压无法移动时,卡簧2继续被向上顶出,由v型块551将卡簧2撑开,最终卡簧2以扩张的状态处于沉槽513内,以便于工件4的端部穿过卡簧2。而当工件4穿过卡簧2后,第一驱动装置56驱动推动板53下降,并在行程通孔533上端与限位凸块552接触后带动撑开治具55下降,使卡簧2收拢抱紧工件4,完成卡装。
31.所述压紧装置6包括有安装于所述机架1上的第二支撑座61、安装于所述第二支撑座61上并用于承放所述工件4的第二定位治具62、设置于所述第二定位治具62一侧并用于将所述卡簧2压入所述工件4上的冲压模组63、设置于所述第二定位治具62另一侧并用于配合所述冲压模组63定位所述工件4的限位挡板64、贯穿设置于所述第二定位治具62和所述第二支撑座61内并用将所述工件4顶出至所述出料导槽7的下料顶板65及用于驱动所述下料顶板65上下移动的第二驱动装置66,所述限位挡板64上设置有用于检测所述第二定位治具62上有无所述工件4的第一接近开关67。所述第二定位治具62上端成型有用于承放工件4的第二圆弧滑槽621。所述下料顶板65上部为朝向出料导槽7一侧的倾斜端面,在进行压紧卡簧2时,下料顶板65上端面位于第二圆弧滑槽621切线一下,而当出料时,由第二驱动装置66推动上料顶板65向上移动将工件4推出到出料导槽7中。
32.其中,压紧装置6工作时,当第一接近开关67检测到有工件4放置到第二定位治具62上后,控制冲压模组63向工件4靠拢,由冲压轴套633套设到工件4端部并推动卡簧2移动到工件4内侧安装槽中,在卡簧2压紧后,由第二驱动装置66推动下料顶板65将工件4从第二定位治具62的第二圆弧滑槽621中顶出,落入到出料导槽7内,实现自动出料。
33.所述冲压模组63包括有设置于所述第二支撑座61一侧的第一支撑板631、安装于所述第一支撑板631上并与所述第二定位治具62水平等高的导向套632、安装于所述导向套632上并用于将所述卡簧2压紧到所述工件4上的冲压轴套633及用于驱动所述冲压轴套633向所述工件4移动完成冲压的第三驱动装置634,所述第三驱动装置634通过第二支撑板支撑与所述第二定位治具62等高。
34.所述出料导槽7两侧通过第三支撑板71和第四支撑板72倾斜安装于所述第二定位治具62旁侧,其中,所述第三支撑板71上成型有两条间隔分布的第一竖直安装槽711,所述第四支撑板72上成型有两条与所述第一竖直安装槽711对应的第二竖直安装槽721,所述出料导槽7两侧成型有通过螺栓分别与所述第一竖直安装槽711和所述第二竖直安装槽721固定的第一条形安装槽73和第二条形安装槽74。
35.所述送料装置3包括有安装于所述机架1上的支撑架31、安装于所述支撑架31上并用于将所述卡簧2排列送出的振动盘32及连接所述振动盘32出料端与所述卡装装置5的送料导轨33,所述机架1前端设置有用于多个排列分布的控制按钮11,所述机架1侧边设置有电源开关12。
36.其中,第一驱动装置56、第二驱动装置66及第三驱动装置634均为气缸,第一接近开关67和第二接近开关583均为常规检测装置。
37.综上所述,本实用新型工作时,首先将若干卡簧2放置到送料装置3内,由送料装置
3将卡簧2排列逐个送至卡装装置5;进一步,卡簧2经导料座52移动到推动板53移动行程中,由第一驱动装置56驱动推动板53向上移动,将卡簧2从导料座52顶升到沉槽513处,并经上料治具55的v型块551将卡簧2撑开;进一步,由人工提取工件4放置到第一定位治具57上,并推动工件4沿圆弧滑槽571移动将安装部插入第一通孔511中,当工件4端部穿过第一通孔511与限位挡轴582接触后,第一驱动装置56驱动推动板53向下移动,使卡簧2收拢抱紧到工件4上,完成卡簧2的装配;进一步,由工人将工件4从卡装装置5转移到压紧装置6处,通过第三驱动装置634驱动冲压轴套633将卡簧2推入到工件4内侧,完成卡簧2压紧,再由第二驱动装置66推动下料顶板65将工件4顶出第二定位治具62到出料导槽7中,实现自动下料。
38.当然,以上所述仅为本实用新型的具体实施例而已,并非来限制本实用新型实施范围,凡依本实用新型申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。