变压器l型挡墙胶带贴设机构
技术领域
1.本实用新型涉及自动化设备技术领域,具体地讲,涉及一种变压器l型挡墙胶带贴设机构。
背景技术:
2.变压器l型挡墙胶带,顾名思义,一种用以贴设在变压器线槽表面且预留有一部分抵至变压器引脚的整体呈现为l形状的胶带,其主要作用在于起绝缘保护作用,以使较好隔离变压器线槽中所缠绕的多层线圈与变压器引脚,以防止使用过程中因其电性抵触发生短路等而烧坏变压器。
3.现阶段,在对变压器进行l型挡墙胶带的贴设时,基本上均为人工手动贴设,即先裁剪数块一定长度的胶带,并在变压器线槽中缠绕一定圈数第一层线圈,再在缠绕第一层线圈的变压器线槽外贴设一所裁剪的胶带,以使所贴设的胶带有一部分弯折后抵至变压器引脚,再在所贴设的胶带及第一层线圈表面缠绕一定圈数的第一层胶带,后续再在变压器线槽中第一层胶带外缠绕一定圈数第二层线圈,并在缠绕第二层线圈的变压器线槽外继续贴设一所裁剪的胶带,以使所继续贴设的胶带依然有一部分弯折后抵至变压器引脚,如此循环往复,即能实现较好隔离变压器线槽中所缠绕的多层线圈与变压器引脚。
4.但是,上述操作均需人工手动完成,使得作业效率低下,加工周期长及大大增加人工成本,并且,人工手动完成变压器线槽表面l型挡墙胶带的贴设时,人手还易触碰到所缠绕的线圈,使得所缠绕的线圈易沾染人手上灰尘及汗液等,继而影响其性能,如阻抗等,且还使得易弄坏所缠绕的线圈,使得使用寿命短。
5.而现有技术则还没发现对变压器进行l型挡墙胶带贴设的能降低成本及提高产品质量的自动化设备以供使用,因此,本专利发明人构思良久,并设计出本技术,以解决上述相关技术问题。
技术实现要素:
6.本实用新型的目的在于克服上述现有技术之不足而提供的一种变压器l型挡墙胶带贴设机构。
7.本实用新型解决现有技术问题所采用的技术方案是:一种变压器l型挡墙胶带贴设机构,用以对变压器线槽贴设l型挡墙胶带,包括主控制器,还包括:
8.基板;
9.送胶带机构;所述送胶带机构设于所述基板上,位于所述基板前侧,用以向后定向导送胶带;
10.夹带及压带机构;所述夹带及压带机构设于所述基板上,位于所述基板中部,与所述主控制器相连,用以夹持所述送胶带机构所向后定向导送的胶带;
11.前后移动机构;所述前后移动机构设于所述基板上,位于所述基板后侧而连接至所述夹带及压带机构,且与所述主控制器相连,用以驱使所述夹带及压带机构向后运动,以
向后拉扯其所夹持的胶带至变压器线槽及变压器线槽后上部变压器引脚正上方;
12.剪切机构;所述剪切机构设于所述基板上,位于所述送胶带机构与所述夹带及压带机构之间,与所述主控制器相连,用以切断所述送胶带机构所向后定向导送的胶带;
13.升降机构a;所述升降机构a设于所述基板上,位于所述基板后侧而连接于所述夹带及压带机构与所述前后移动机构之间,且与所述主控制器相连,用以驱使所述夹带及压带机构向下运动,以向下下压其所夹持的胶带至粘固于变压器线槽表面,以使所夹持的胶带后部正对变压器引脚的部分反向弯折九十度而形成为抵至变压器引脚的胶带挡墙。
14.下面对以上技术方案作进一步阐述:
15.优选的,所述基板上端面中部沿左右方向竖置有一门型过带板;
16.所述送胶带机构包括胶带固定架、胶带固定轮及胶带顶紧构件;
17.所述胶带固定架安装于所述基板前下方;
18.所述胶带固定轮固设于所述胶带固定架上,其中轴线朝左右方向设置;
19.所述胶带顶紧构件包括上过胶带块、下胶带顶紧块及用以驱动所述下胶带顶紧块上下运动的与所述主控制器相连的升降机构b;所述上过胶带块安装于所述门型过带板内顶面,其底部沿前后方向开设有过胶带槽;所述下胶带顶紧块位于所述上过胶带块正下方,其上部插至所述过胶带槽,其下部连接至所述升降机构b;所述升降机构b固设于所述门型过带板下部,以驱使所述下胶带顶紧块上下运动来顶紧/松开胶带于所述过胶带槽。
20.优选的,所述下胶带顶紧块上顶面向前下方切削形成倾斜面,以使其后上部形成尖状胶带顶紧部。
21.优选的,所述基板上端面前中部沿左右方向固设有一位于所述门型过带板前侧的导胶带杆;
22.所述送胶带机构还包括两导带限位环;两所述导带限位环套固于所述导胶带杆上,其彼此之间限定出一间距略大于胶带宽度的过带间隙。
23.优选的,所述基板上端面后中部沿左右方向竖置有一位于所述门型过带板后侧的连接于所述升降机构a的压胶板;
24.所述夹带及压带机构包括上胶带夹具、用以驱使所述上胶带夹具上下运动的弹性升降件、下胶带夹具及用以驱动所述下胶带夹具上下运动的与所述主控制器相连的升降机构c;
25.所述上胶带夹具与所述下胶带夹具上下相对;所述弹性升降件固于所述压胶板前端面,并与所述上胶带夹具相连;所述升降机构c固于所述压胶板后端面,并与所述下胶带夹具相连;
26.当通过所述升降机构c驱动所述下胶带夹具向上运动至上顶所述上胶带夹具时,所述下胶带夹具与所述上胶带夹具相向夹持从所述过胶带槽后部槽口引出的胶带。
27.优选的,所述上胶带夹具宽度略小于变压器线槽前后长度,且所述上胶带夹具底中部向下突出设有一用以下压胶带至变压器线槽表面的下压块。
28.优选的,所述弹性升降件包括连接杆固定座、压胶连接杆、压胶滑轨、压胶滑块及压胶弹簧;
29.所述连接杆固定座固装于所述压胶板前端面上部,其上端面开设有贯穿其下底面的滑孔;所述压胶连接杆可上下滑动的套固于所述滑孔内,其上部伸出至所述滑孔上端外,
并向外凸设有一圈位于所述连接杆固定座上部的限位凸缘;所述压胶滑轨竖向固设于所述压胶板前端面;所述压胶滑块固于所述压胶连接杆底部,并可上下滑动的卡设于所述压胶滑轨外;所述压胶弹簧套固于所述压胶连接杆外,并被限位于所述连接杆固定座与所述压胶滑块之间;
30.所述上胶带夹具固于所述压胶滑块下部。
31.优选的,所述下胶带夹具包括宽度略小于变压器线槽前后长度的可上顶胶带的左弹性片、宽度略小于变压器线槽前后长度的可上顶胶带的右弹性片、左l型弹性片连接板及右l型弹性片连接板;
32.所述升降机构c包括相并列的固于所述压胶板后端面的左升降机构c及右升降机构c;
33.所述左l型弹性片连接板固于所述左升降机构c下部,所述右l型弹性片连接板固于所述右升降机构c下部,且所述左l型弹性片连接板下端及所述右l型弹性片连接板下端均朝前设置;
34.所述左弹性片朝右固于所述左l型弹性片连接板下端,所述右弹性片朝左固于所述右l型弹性片连接板下端;所述左弹性片与所述右弹性片之间具有适于所述下压块通过的压带间隙。
35.优选的,所述送胶带机构从左至右相并排的设置有多个;所述夹带及压带机构从左至右也相并排的设置有多个。
36.优选的,所述剪切机构包括升降气缸、两升降滑轨、两升降滑块、切刀安装板及多个竖向设置的切刀;
37.所述基板上端面于所述门型过带板后部开设有过口b;所述升降气缸固装于所述基板底部,并从所述过口b向上伸出,且与所述主控制器相连;两所述升降滑轨对应固装于所述门型过带板后端面左右两侧;两所述升降滑块对应可上下滑动的卡设于两所述升降滑轨外;所述切刀安装板固装于两所述升降滑块后部;多个所述切刀均匀固设于所述切刀安装板上部,且多个所述切刀对应位于多个所述过胶带槽正前下方,多个所述切刀与多个所述过胶带槽之间的前后间距略大于变压器线槽前后长度。
38.本实用新型的有益效果是:
39.本实用新型所提供的变压器l型挡墙胶带贴设机构,在实施时,其设置有送胶带机构、用以向后拉扯胶带并可向下下压胶带的夹带及压带机构、用以驱使所述夹带及压带机构前后运动的前后移动机构、用以剪切胶带的剪切机构及用以驱使所述夹带及压带机构上下运动的升降机构a,如此,经所述前后移动机构即可自动驱使所述夹带及压带机构夹持着胶带而向后移动一定距离,以使向后拉扯胶带并被拉扯至位于变压器线槽及变压器线槽后上部变压器引脚正上方,而后即可通过所述剪切机构将所向后拉扯的胶带剪断,后续的,即可通过所述升降机构a自动驱使所述夹带及压带机构夹持着胶带而向下移动一定距离,以将所夹持的胶带下压至粘固于变压器线槽表面,并以使所夹持的胶带后部正对变压器引脚的部分反向弯折九十度而形成为抵至变压器引脚的胶带挡墙,继而,即实现变压器来料l型挡墙胶带的自动化贴设,整个过程全自动,使得能大大的提高作业效率,缩短加工周期,并大大的节省人工成本,还使得能有效避免人工手动操作所带来的弊端,如将手上灰尘及汗液等沾染到变压器线槽中所缠绕的线圈表面影响其性能及弄坏变压器线槽中所缠绕的线
圈等,使得本技术使用可靠,进而,本技术实用性强,使用效果好,使得必然能得到广泛推广及有效普及。
附图说明
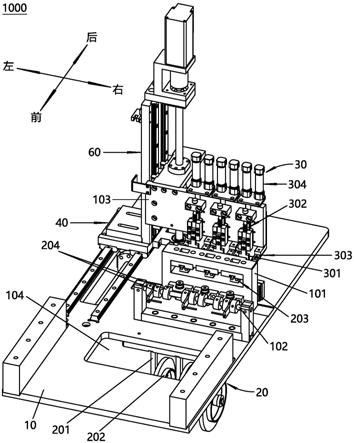
40.图1是本实用新型变压器l型挡墙胶带贴设机构的整体结构示意图一;
41.图2是本实用新型变压器l型挡墙胶带贴设机构的整体结构示意图二;
42.图3是本实用新型实施例中,所述胶带顶紧构件及所述剪切机构安装于所述门型过带板的整体结构示意图一;
43.图4是本实用新型实施例中,所述胶带顶紧构件及所述剪切机构安装于所述门型过带板的整体结构示意图二;
44.图5是本实用新型实施例中,所述胶带顶紧构件的整体结构示意图;
45.图6是本实用新型实施例中,所述夹带及压带机构安装于所述门型过带板的整体结构示意图一;
46.图7是本实用新型实施例中,所述夹带及压带机构安装于所述门型过带板的整体结构示意图二;
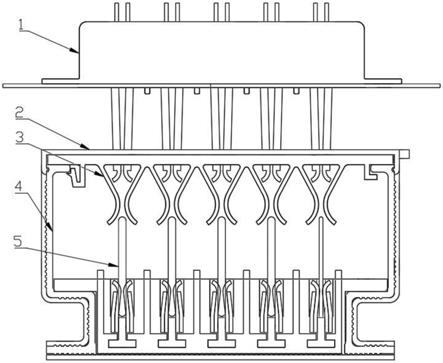
47.图8是本实用新型实施例中,所述变压器的整体结构示意图;
48.本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
49.附图标号:
50.变压器l型挡墙胶带贴设机构1000;
51.基板10;
52.门型过带板101;导胶带杆102;压胶板103;过口a104;过口b105;
53.送胶带机构20;
54.胶带固定架201;胶带固定轮202;胶带顶紧构件203;上过胶带块2031;过胶带槽20311;下胶带顶紧块2032;胶带顶紧部20321;升降机构b2033;导带限位环204;
55.夹带及压带机构30;
56.上胶带夹具301;下压块3011;弹性升降件302;连接杆固定座3021;压胶连接杆3022;限位凸缘30221;压胶滑轨3023;压胶滑块3024;压胶弹簧3025;下胶带夹具303;左弹性片3031;右弹性片3032;左l型弹性片连接板3033;右l型弹性片连接板3034;升降机构c304;左升降机构c3041;右升降机构c3042;
57.前后移动机构40;
58.剪切机构50;
59.升降气缸501;升降滑轨502;升降滑块503;切刀安装板504;切刀505;
60.升降机构a60;
61.变压器线槽2000;
62.变压器引脚3000;
具体实施方式
63.以下将结合附图及具体实施例详细说明本实用新型的技术方案,以便更清楚、直观地理解本实用新型的发明实质。
64.结合图1
‑
图8所示;
65.本实用新型所提供的一种变压器l型挡墙胶带贴设机构1000,用以对变压器的变压器线槽2000贴设l型挡墙胶带,包括主控制器,还包括:
66.基板10;
67.送胶带机构20;所述送胶带机构20设于所述基板10上,位于所述基板10前侧,用以向后定向导送胶带;
68.夹带及压带机构30;所述夹带及压带机构30设于所述基板10上,位于所述基板10中部,与所述主控制器相连,用以夹持所述送胶带机构20所向后定向导送的胶带;
69.前后移动机构40;所述前后移动机构40设于所述基板10上,位于所述基板10后侧而连接至所述夹带及压带机构30,且与所述主控制器相连,用以驱使所述夹带及压带机构30向后运动,以向后拉扯其所夹持的胶带至变压器线槽2000及变压器线槽2000后上部变压器引脚3000正上方;
70.剪切机构50;所述剪切机构50设于所述基板10上,位于所述送胶带机构20与所述夹带及压带机构30之间,与所述主控制器相连,用以切断所述送胶带机构20所向后定向导送的胶带;
71.升降机构a60;所述升降机构a60设于所述基板10上,位于所述基板10后侧而连接于所述夹带及压带机构30与所述前后移动机构40之间,且与所述主控制器相连,用以驱使所述夹带及压带机构30向下运动,以向下下压其所夹持的胶带至粘固于变压器线槽2000表面,以使所夹持的胶带后部正对变压器引脚3000的部分反向弯折九十度而形成为抵至变压器引脚3000的胶带挡墙。
72.基于上述所述,可以明确的是,本技术在具体实施时,则主要用以作为变压器l型挡墙胶带贴设机构1000使用。
73.本实用新型所提供的变压器l型挡墙胶带贴设机构1000,在实施时,其设置有相关联在一起的送胶带机构20、用以向后拉扯胶带并可向下下压胶带的夹带及压带机构30、用以驱使所述夹带及压带机构30前后运动的前后移动机构40、用以剪切胶带的剪切机构50及用以驱使所述夹带及压带机构30上下运动的升降机构a60;
74.如此,经所述前后移动机构40即可自动驱使所述夹带及压带机构30夹持着胶带而向后移动一定距离,以使向后拉扯胶带并被拉扯至位于变压器线槽2000及变压器线槽2000后上部变压器引脚3000正上方,而后即可通过所述剪切机构50将所向后拉扯的胶带剪断,后续的,即可通过所述升降机构a60自动驱使所述夹带及压带机构30夹持着胶带而向下移动一定距离,以将所夹持的胶带下压至粘固于变压器线槽2000表面,并以使所夹持的胶带后部正对变压器引脚3000的部分反向弯折九十度而形成为抵至变压器引脚3000的胶带挡墙。
75.继而,经上述连贯操作,即实现变压器来料l型挡墙胶带的自动化贴设,整个过程全自动,使得能大大的提高作业效率,缩短加工周期,并大大的节省人工成本,还使得能有效避免人工手动操作所带来的弊端,如将手上灰尘及汗液等沾染到变压器线槽2000中所缠绕的线圈表面影响其性能及弄坏变压器线槽2000中所缠绕的线圈等,使得本技术使用可靠。
76.进而,本技术实用性强,使用效果好,使得必然能得到广泛推广及有效普及。
77.优选的,在本技术方案中,所述基板10上端面中部沿左右方向竖置有一门型过带板101;
78.基于此,本技术中所述送胶带机构20则包括胶带固定架201、胶带固定轮202及胶带顶紧构件203;
79.其中,所述胶带固定架201安装于所述基板10前下方;
80.并且,所述胶带固定轮202固设于所述胶带固定架201上,其中轴线朝左右方向设置;所述基板10上端面于所述门型过带板101前部开设有适于所述胶带固定轮202外所固定的胶带卷上胶带从下往上通过的过口a104;
81.同时,所述胶带顶紧构件203包括上过胶带块2031、下胶带顶紧块2032及用以驱动所述下胶带顶紧块2032上下运动的与所述主控制器相连的升降机构b2033;所述上过胶带块2031安装于所述门型过带板101内顶面,其底部沿前后方向开设有宽度略大于胶带宽度且厚度大于胶带厚度的过胶带槽20311;所述下胶带顶紧块2032位于所述上过胶带块2031正下方,其上部插至所述过胶带槽20311,其下部连接至所述升降机构b2033;所述升降机构b2033固设于所述门型过带板101下部,以驱使所述下胶带顶紧块2032上下运动来顶紧/松开胶带于所述过胶带槽20311。
82.由此,在使用本技术之前,即可将需要使用的胶带卷固装于所述胶带固定轮202上,并牵拉胶带卷上的胶带端头至穿过所述过胶带槽20311,继而,即可通过所述升降机构b2033驱使所述下胶带顶紧块2032向上运动,以顶紧胶带于所述过胶带槽20311,以使得在不对其进行拉扯、剪切及下压时,避免其端头脱离所述过胶带槽20311。
83.而后,当需要对变压器进行l型挡墙胶带的自动化贴设时,即可先通过所述夹带及压带机构30夹持住穿过所述过胶带槽20311的胶带端头,并后续通过所述升降机构b2033驱使所述下胶带顶紧块2032向下运动,以松开胶带于所述过胶带槽20311。
84.后续的,即可使用本技术对胶带进行下一步的拉扯、剪切及下压相关动作,以实现对变压器进行l型挡墙胶带的自动化贴设。
85.进一步的,需要说明的是,在具体实施时,所定向导送的胶带为向后平置导送,其下表面为粘性面,其上表面为非粘性面。
86.由此,在本技术中,所述下胶带顶紧块2032上顶面向前下方切削形成倾斜面,以使其后上部形成尖状胶带顶紧部20321。
87.从而,在通过所述升降机构b2033驱使所述下胶带顶紧块2032向上运动,以顶紧胶带于所述过胶带槽20311时,只有抵紧面积非常小的所述尖状胶带顶紧部20321抵紧胶带下表面粘性面,使得能较好保持胶带下表面粘性面的粘性,以备后续能较好的粘设固定至变压器线槽2000表面,使得本技术使用可靠性更好。
88.再者,在本技术方案中,所述基板10上端面前中部沿左右方向固设有一位于所述门型过带板101前侧的导胶带杆102;
89.基于此,本技术中所述送胶带机构20则还包括两导带限位环204;
90.其中,两所述导带限位环204套固于所述导胶带杆102上,其彼此之间限定出一间距略大于胶带宽度的过带间隙。
91.由此,所需使用的胶带卷上释放的胶带即会经过两所述导带限位环204之间的过带间隙并被向后导送,使得不易左右移位。
92.同时,在本实施例中,所述基板10上端面后中部沿左右方向竖置有一位于所述门型过带板101后侧的连接于所述升降机构a60的压胶板103;
93.基于此,本技术中所述夹带及压带机构30包括上胶带夹具301、用以驱使所述上胶带夹具301上下运动的弹性升降件302、下胶带夹具303及用以驱动所述下胶带夹具303上下运动的与所述主控制器相连的升降机构c304;
94.其中,所述上胶带夹具301与所述下胶带夹具303上下相对;所述弹性升降件302固于所述压胶板103前端面,并与所述上胶带夹具301相连;所述升降机构c304固于所述压胶板103后端面,并与所述下胶带夹具303相连;
95.由此,当通过所述升降机构c304驱动所述下胶带夹具303向上运动至上顶所述上胶带夹具301时,所述下胶带夹具303与所述上胶带夹具301即会相向夹持从所述过胶带槽20311后部槽口引出的胶带。
96.优选的,在本技术方案中,所述上胶带夹具301宽度略小于变压器线槽2000前后长度,且所述上胶带夹具301底中部向下突出设有一用以下压胶带至变压器线槽2000表面的下压块3011。
97.且优选的,在本技术方案中,所述弹性升降件302包括连接杆固定座3021、压胶连接杆3022、压胶滑轨3023、压胶滑块3024及压胶弹簧3025;
98.其中,所述连接杆固定座3021固装于所述压胶板103前端面上部,其上端面开设有贯穿其下底面的滑孔;所述压胶连接杆3022可上下滑动的套固于所述滑孔内,其上部伸出至所述滑孔上端外,并向外凸设有一圈位于所述连接杆固定座3021上部的限位凸缘30221;所述压胶滑轨3023竖向固设于所述压胶板103前端面;所述压胶滑块3024固于所述压胶连接杆3022底部,并可上下滑动的卡设于所述压胶滑轨3023外;所述压胶弹簧3025套固于所述压胶连接杆3022外,并被限位于所述连接杆固定座3021与所述压胶滑块3024之间;
99.所述上胶带夹具301固于所述压胶滑块3024下部。
100.并且,在本技术方案中,所述下胶带夹具303包括宽度略小于变压器线槽2000前后长度的可上顶胶带的左弹性片3031、宽度略小于变压器线槽2000前后长度的可上顶胶带的右弹性片3032、左l型弹性片连接板3033及右l型弹性片连接板3034;
101.所述升降机构c304包括相并列的固于所述压胶板103后端面的左升降机构c3041及右升降机构c3042;
102.所述左l型弹性片连接板3033固于所述左升降机构c3041下部,所述右l型弹性片连接板3034固于所述右升降机构c3042下部,且所述左l型弹性片连接板3033下端及所述右l型弹性片连接板3034下端均朝前设置;
103.所述左弹性片3031朝右固于所述左l型弹性片连接板3033下端,所述右弹性片3032朝左固于所述右l型弹性片连接板3034下端;所述左弹性片3031与所述右弹性片3032之间具有适于所述下压块3011通过的压带间隙,且所述左弹性片3031与所述右弹性片3032之间的间距省略小于变压器线槽2000左右两侧宽度。
104.由上所述,可以总结,本技术对变压器进行l型挡墙胶带的自动化贴设的工作原理大致为:
105.首先,进行胶带来料的准备及变压器来料的准备;
106.将需要使用的胶带卷固装于所述胶带固定轮202上,并牵拉胶带卷上的胶带端头
经过两所述导带限位环204之间的过带间隙,以使最终从前至后穿过所述过胶带槽20311一定长度,穿过所述过胶带槽20311的胶带的长度设定为等于变压器前后长度,此时,再通过所述升降机构b2033驱使所述下胶带顶紧块2032向上运动,以顶紧胶带于所述过胶带槽20311;且通过插固变压器的治具头将变压器从后往前移送至所述过胶带槽20311正前下方合适位置;
107.其次,通过所述前后移动机构40驱使所述夹带及压带机构30向前运动至合适位置,再通过所述升降机构c304驱动所述下胶带夹具303向上运动至上顶所述上胶带夹具301,以使所述下胶带夹具303的左弹性片3031与所述上胶带夹具301下底面左部相向夹持从所述过胶带槽20311后部槽口引出的胶带左边缘,并以使所述下胶带夹具303的右弹性片3032与所述上胶带夹具301下底面右部相向夹持从所述过胶带槽20311后部槽口引出的胶带右边缘,此时,所述上胶带夹具301底中部向下突出设有的下压块3011即会抵至从所述过胶带槽20311后部槽口引出的胶带中部。
108.后续的,通过所述升降机构b2033驱使所述下胶带顶紧块2032向下运动,以松开胶带于所述过胶带槽20311;
109.再次,再通过所述前后移动机构40驱使所述夹带及压带机构30夹持着胶带而向后移动一定距离,以使向后拉扯胶带并被拉扯至位于变压器线槽2000及变压器线槽2000后上部变压器引脚3000正上方;
110.再者,再次通过所述升降机构b2033驱使所述下胶带顶紧块2032向上运动,以顶紧胶带于所述过胶带槽20311,并通过所述剪切机构50将所向后拉扯的胶带剪断,此时,所述过胶带槽20311后部依然预留有一定长度的胶带端头,相应长度的胶带端头依然设定为等于变压器前后长度;
111.然后,通过所述升降机构a60自动驱使所述夹带及压带机构30夹持着胶带而向下移动一定距离,以使所夹持的胶带下压至贴合于变压器线槽2000表面;
112.此后,通过所述升降机构c304驱动所述下胶带夹具303向下运动至使得所述左弹性片3031从变压器线槽2000左侧向下滑过,并使得所述右弹性片3032从变压器线槽2000右侧向下滑过,此时,所述下压块3011即受到所述压胶弹簧3025的反作用力,以向下顶紧胶带至变压器线槽2000表面;
113.最后,再通过所述前后移动机构40驱使所述夹带及压带机构30前后来回的运动,以控制所述下压块3011前后反复运动来将所剪切的胶带压紧贴设至变压器线槽2000表面,此时,所剪切的胶带后部正对变压器引脚3000的部分即会反向弯折九十度而形成为抵至变压器引脚3000的胶带挡墙。
114.此时,所形成的胶带挡墙即成型为l型。
115.由此,经上述连贯操作,即实现变压器来料l型挡墙胶带的自动化贴设。
116.然后,以使本技术所有机构复位至初始状态,即可准备对下一变压器来料进行l型挡墙胶带的自动化贴设。
117.优选的,在本技术方案中,所述送胶带机构20从左至右相并排的设置有多个;所述夹带及压带机构30从左至右也相并排的设置有多个。
118.即在本技术中,所述胶带固定架201、胶带固定轮202及所述胶带顶紧构件203分别从左至右相并排的设置有多个,所述导带限位环204从左至右均匀设置有多组(每组两个),
所述胶带顶紧构件203的上过胶带块2031、下胶带顶紧块2032及升降机构b2033从左至右也分别相并排的设置有多个,每个所述上过胶带块2031底部均沿前后方向开设有一所述过胶带槽20311,每个所述下胶带顶紧块2032上顶面均向前下方切削形成倾斜面,以使其后上部均形成尖状胶带顶紧部20321。
119.同步的,所述上胶带夹具301、弹性升降件302、下胶带夹具303及所述升降机构c304则也分别从左至右相并排的设置有多个。
120.基于此,在本优选方案中,所述剪切机构50则包括升降气缸501、两升降滑轨502、两升降滑块503、切刀安装板504及多个竖向设置的切刀505;
121.其中,所述基板10上端面于所述门型过带板101后部开设有过口b105;所述升降气缸501固装于所述基板10底部,并从所述过口b105向上伸出,且与所述主控制器相连;两所述升降滑轨502对应固装于所述门型过带板101后端面左右两侧;两所述升降滑块503对应可上下滑动的卡设于两所述升降滑轨502外;所述切刀安装板504固装于两所述升降滑块503后部;多个所述切刀505均匀固设于所述切刀安装板504上部,且多个所述切刀505对应位于多个所述过胶带槽20311正前下方,多个所述切刀505与多个所述过胶带槽20311之间的前后间距略大于变压器前后长度。
122.且多个所述切刀505的数量与多个所述送胶带机构20的数量及多个所述夹带及压带机构30的数量相同,并一一相对。
123.由此,则可理解:
124.一方面,使用本技术每一轮则可对多个变压器来料分别进行l型挡墙胶带的自动化贴设,使得更能大大提高作业效率,更能大大缩短加工周期,并更能大大节省人工成本。
125.另一方面,通过所述升降气缸501驱动所述升降滑块503沿着两所述升降滑轨502向上运动,即可实现多个所述切刀505对应切断多根从前往后移送的胶带,以实现胶带剪切自动化。
126.需要补充的是,在具体实施时,所述升降机构a60、升降机构b2033及所述升降机构c304均优选为气缸传动直线模组,其为现有成熟技术,在自动化设备中应用广泛并常见,所以,其细节等在此则不作详述。
127.综上所述,本技术确实能实现变压器来料l型挡墙胶带的自动化贴设,整个过程全自动,能大大提高作业效率,缩短加工周期,并大大节省人工成本,还使得能有效避免人工手动操作所带来的弊端,如将手上灰尘及汗液等沾染到变压器线槽2000中所缠绕的线圈表面影响其性能及弄坏变压器线槽2000中所缠绕的线圈等,使得本技术使用可靠。
128.相应的,本实用新型易实施,易操作,实用性强,专用性强,使得本实用新型必然具有很好的市场推广价值,本实用新型会非常的受欢迎,能得到有效普及。
129.以上所述仅为本实用新型的优选实施例,并非而因此限制了本实用新型的专利保护范围,凡是利用本实用新型的说明书及附图内容所作出的等效结构或等效流程的变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。