1.本实用新型涉及线圈制造技术领域,尤其是一种空心线圈自动治具摆线机构。
背景技术:
2.随着无线通信和电子产品的飞速发展,空心无线线圈的应用也越来越广泛,且空心无线线圈在无线电子产品中也越来越不可缺少。现有技术中用于生产空心无线线圈的一体成型电感绕线机多为单头及多轴一体式,其中,单头绕线机存在效率低、单位成本相对较高的问题;而多轴一体式绕线机生产过程中产品一致性差且调机难度高,各轴所绕制的线圈尺寸有差异时无法微调,并且下料至同一块载具上,造成后段不良品居高不下。
技术实现要素:
3.为了解决上述问题,本实用新型提出一种空心线圈自动治具摆线机构,其具有生产效率高、可以降低成本、良品率高的特点。
4.本实用新型通过以下技术方案实现的:
5.本实用新型提出一种空心线圈自动治具摆线机构,包括下料装置、输料装置、分设在所述下料装置两侧的第一绕线装置和第二绕线装置、第一搬线装置和第二搬线装置,所述下料装置包括第一治具出料线、第二治具出料线、设于所述第一治具出料线和所述第二治具出料线之间的治具回收线,所述第一绕线装置和所述第二绕线装置分别绕制线圈,所述第一搬线装置和第二搬线装置分别将所述第一绕线装置和所述第二绕线装置所绕制的线圈装载在第一治具出料线和第二治具出料线的治具板上,并由第一治具出料线和第二治具出料线运输至所述输料装置上,所述治具回收线从所述输料装置上回收空的治具板。
6.进一步的,所述第一治具出料线上设有第一装载位,所述第二治具出料线上设有第二装载位,所述第一装载位和所述第二装载位关于所述治具回收线对称设置。
7.进一步的,所述下料装置还包括治具分配装置,所述治具分配装置将所述治具回收线上空的治具板分配到第一装载位或所述第二装载位上。
8.进一步的,所述第一装载位的结构和所述第二装载位的结构相同,均包括用于放置治具板的支撑部、用于驱动所述治具板在所述支撑部上运动的驱动部。
9.进一步的,所述支撑部设有滑行槽,所述驱动部包括插入所述滑行槽内的推动部、驱动所述推动部在所述滑行槽中滑动的驱动电机。
10.进一步的,所述第一治具出料线上设有与第一装载位对接的第一运输线,所述第二治具出料线上设有与第二装载位对接的第二运输线。
11.进一步的,所述第一运输线和所述第二运输线上方均设有第一夹取装置,第一夹取装置将满载线圈的治具板夹持并放置到所述输料装置上。
12.进一步的,所述治具回收线上方还设有第二夹取装置,所述第二夹取装置将所述输料装置上的空的治具板夹持并放置到所述治具回收线。
13.进一步的,所述第一运输线和所述第二运输线上均设有限制满载线圈的治具板移
动的限位部。
14.进一步的,所述治具分配装置包括梁部、及滑动地连接于所述梁部上的推料装置。
15.本实用新型的有益效果:
16.本实用新型提出一种空心线圈自动治具摆线机构,包括下料装置、输料装置、分设在所述下料装置两侧的第一绕线装置和第二绕线装置、第一搬线装置和第二搬线装置,所述下料装置包括第一治具出料线、第二治具出料线、设于所述第一治具出料线和所述第二治具出料线之间的治具回收线,所述第一绕线装置和所述第二绕线装置分别绕制线圈,所述第一搬线装置和第二搬线装置分别将所述第一绕线装置和所述第二绕线装置所绕制的线圈装载在第一治具出料线和第二治具出料线的治具板上,并由第一治具出料线和第二治具出料线运输至所述输料装置上,所述治具回收线从所述输料装置上回收空的治具板。通过本实用新型的结构设置,使得其具有生产效率高、可以降低成本、良品率高的特点。
附图说明
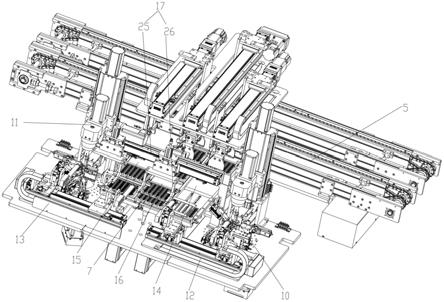
17.图1为本实用新型提出的空心线圈自动治具摆线机构的结构示意图;
18.图2为本实用新型提出的空心线圈自动治具摆线机构的结构示意图;
19.图3为本实用新型提出的空心线圈自动治具摆线机构的局部结构示意图;
20.图4为本实用新型提出的空心线圈自动治具摆线机构的局部结构分解示意图。
具体实施方式
21.为了更加清楚、完整的说明本实用新型的技术方案,下面结合附图对本实用新型作进一步说明。
22.请参考图1
‑
图4,本实用新型提出一种空心线圈自动治具摆线机构,包括下料装置1、输料装置5、分设在所述下料装置1两侧的第一绕线装置10和第二绕线装置11、第一搬线装置12和第二搬线装置13,所述下料装置1包括第一治具出料线14、第二治具出料线15、设于所述第一治具出料线14和所述第二治具出料线15之间的治具回收线16,所述第一绕线装置10和所述第二绕线装置11分别绕制线圈,所述第一搬线装置12和第二搬线装置13分别将所述第一绕线装置10和所述第二绕线装置11所绕制的线圈装载在第一治具出料线14 和第二治具出料线15的治具板7上,并由第一治具出料线14和第二治具出料线15运输至所述输料装置5上,所述治具回收线16从所述输料装置5上回收空的治具板7。
23.在本实施方式中,所述第一绕线装置10的结构和第二绕线装置11的结构相同,关于所述第一绕线装置10和第二绕线装置11的绕制线圈的过程,中国专利号为201710743030.5里面有详细的记载,在此,本实用新型不再进行赘述。
24.在本实施方式中,所述第一搬线装置12的结构和第二搬线装置13的结构相同,其均可以在空间内位移,从而将绕制好的线圈装载在第一治具出料线14 和第二治具出料线15的治具板7上。
25.进一步的,所述第一治具出料线14上设有第一装载位18,所述第二治具出料线15上设有第二装载位19,所述第一装载位18和所述第二装载位19关于所述治具回收线16对称设置。
26.在本实施方式中,空的治具板7在第一装载位18或所述第二装载位19进行装载,即
所述第一搬线装置12和第二搬线装置13将所述第一绕线装置10和所述第二绕线装置11所绕制的线圈搬运到所述第一装载位18和所述第二装载位19的治具板7上。
27.进一步的,所述下料装置1还包括治具分配装置17,所述治具分配装置17 将所述治具回收线16上空的治具板7分配到第一装载位18或所述第二装载位 19上。
28.在本实施方式中,当第一装载位18或所述第二装载位19上没有治具板7 时,所述治具分配装置17将所述治具回收线16上空的治具板7分配到第一装载位18或所述第二装载位19上,以使得所述第一搬线装置12和第二搬线装置 13继续进行搬线动作。
29.进一步的,所述第一装载位18的结构和所述第二装载位19的结构相同,均包括用于放置治具板7的支撑部30、用于驱动所述治具板7在所述支撑部30 上运动的驱动部27。
30.进一步的,所述支撑部30设有滑行槽300,所述驱动部27包括插入所述滑行槽300内的推动部270、驱动所述推动部270在所述滑行槽300中滑动的驱动电机271。
31.在本实施方式中,所述治具板7上设有用于安放绕制好的线圈的工位,这些工位呈n行*m列的方式进行排列。所述推动部270抵接所述治具板7的端部从而所述治具板7在所述支撑部30上运动。
32.进一步的,所述第一治具出料线14上设有与第一装载位18对接的第一运输线20,所述第二治具出料线15上设有与第二装载位19对接的第二运输线21。
33.在本实施方式中,所述第一运输线20和第二运输线21均采用皮带运输的方式运输携带线圈的治具板7。
34.在本实施方式中,所述第一搬线装置12和第二搬线装置13以先排列行位的方式进行搬运线圈只治具板7的工位,如所述第一搬线装置12和第二搬线装置13搬运线圈时,先排列满治具板7的工位的第a行,当排列满整行的工位后,所述驱动电机271驱动所述推动部270在所述滑行槽300中滑动以使得所述治具板7朝着第一运输线20或者第二运输线21的方向进给1行的距离,以方便所述第一搬线装置12和第二搬线装置13继续搬运线圈排列治具板7的工位的第a 1行,直至治具板7的所有工位均排列满线圈,此时,驱动电机271驱动所述推动部270在所述滑行槽300中滑动以使得推动部270将所述治具板7推入第一运输线20或者第二运输线21中。
35.进一步的,所述第一运输线20和所述第二运输线21上方均设有第一夹取装置22,第一夹取装置22将满载线圈的治具板7夹持并放置到所述输料装置5 上。
36.在本实施方式中,所述输料装置5包括上料输料线和回收输料线,上料输料线用于运输满载线圈的治具板7,回收输料线用于回收空的治具板7。
37.进一步的,所述第一运输线20和所述第二运输线21上均设有限制满载线圈的治具板7移动的限位部。所述限位部防止满载线圈的治具板7移动,以等待第一夹取装置22将满载线圈的治具板7夹取至上料输料线上。
38.进一步的,所述治具分配装置17包括梁部25、及滑动地连接于所述梁部25 上的推料装置26。
39.在本实施方式中,当第一装载位18或所述第二装载位19上没有治具板7时,所述推料装置26将所述治具回收线16上空的治具板7推到第一装载位18或所述第二装载位19上。
40.进一步的,所述治具回收线16上方还设有第二夹取装置23,所述第二夹取装置23将所述输料装置5上的空的治具板7夹持并放置到所述治具回收线16。
41.在本实施方式中,第一夹取装置22和所述第二夹取装置23均可以在立体空间内移动。所述第二夹取装置23将回收输料线上回收空的治具板7夹持并放置到所述治具回收线16。
42.在本实施方式中,由于绕制线圈及将线圈搬运至治具板7上所需时长较多,因此设置两条绕制线圈生产线及将线圈搬运生产线,配合1条空治具板7的回收线,可以充分协调配合各个工序的运作,形成最大效率的循环。
43.通过本实用新型的结构设置,使得其相比于单头绕线机存在效率低、单位成本相对较高的问题,本实用新型的空心线圈自动治具摆线机构具有生产效率高、可以降低成本的特点。而相比于多轴一体式绕线机存在生产过程中产品一致性差且调机难度高,各轴所绕制的线圈尺寸有差异时无法微调,并且下料至同一块载具上,造成后段不良品居高不下的问题,本实用新型的空心线圈自动治具摆线机构具有良品率高的特点。
44.当然,本实用新型还可有其它多种实施方式,基于本实施方式,本领域的普通技术人员在没有做出任何创造性劳动的前提下所获得其他实施方式,都属于本实用新型所保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。