1.本实用新型涉及铸造领域,特别涉及一种搅拌机柱塞泵用端盖铸件腰形槽油腔底座砂芯芯盒。
背景技术:
2.铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。铸造毛坯因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了制作时间.铸造是现代装置制造工业的基础工艺之一。
3.目前,对于搅拌机柱塞泵的端盖,往往也会使用到铸造工艺。在端盖铸件进行铸造的过程中,需要通过铸造模具以及内置于铸造模具内的砂芯来配合,而对于端盖的砂芯结构而言,由于一些端盖结构的特殊性,往往会需要使用到两个砂芯共同组合的方式来形成端盖内壁的型腔。
4.在对两个砂芯进行组合时,需要在其中一个砂芯上设计出装配孔,在另一个砂芯上设计出嵌入装配孔内的装配凸起,在进行组合时,将装配凸起嵌入装配孔后,再通过胶接对装配凸起与装配孔的连接处进行固定。在上述这种结构中,在对砂芯进行成型时,又会使用到芯盒结构,芯盒结构包括两片分体式的芯盒以及内置于芯盒内的活块,活块是可以活动的。在使用芯盒进行制备砂芯上的装配孔时,活块是从芯盒的上方插入的,同时在芯盒的上端上开有一容活块插入的凹槽在活块的底端开有与装配孔的形状相对应凸起。采用上述的这种结构在从上方手工取出活块时,容易引起装配孔的形状变形和尺寸波动,导致造出的砂芯不符合产品要求,而且这种装配孔本身的尺寸都是比较小的,更容易出现这种变形的现象。
技术实现要素:
5.本实用新型要解决的技术问题是提供一种搅拌机柱塞泵用端盖铸件腰形槽油腔底座砂芯芯盒
6.为解决上述技术问题,本实用新型的技术方案为:一种搅拌机柱塞泵用端盖铸件腰形槽油腔底座砂芯芯盒,其创新点在于:包括
7.一对左右分布的左片芯盒、右片芯盒,所述左片芯盒、右片芯盒的分型面均为竖直方向,且左片芯盒、右片芯盒合模后共同形成一端盖砂芯的主型腔;
8.一设置于左片芯盒、右片芯盒下部位置的掏空块,所述掏空块的外壁与端盖砂芯的内壁的形状相一致,在掏空块的上端面上还具有数个呈环形状分布的成型柱,所述成型柱的横截面呈腰形状;
9.所述左片芯盒、右片芯盒、掏空块共同配合形成端盖砂芯型腔。
10.进一步的,所述成型柱的纵截面呈等腰梯形状,且成型柱的上底的尺寸小于成型柱的下底的尺寸。
11.进一步的,在成型柱位于远离圆心的一侧还设置有一凸块,所述圆心为各个成型柱所形成的环形的圆心,所述凸块竖直设置,凸块的侧壁与成型柱相连,凸块的底端与掏空块的上端面相固定,凸块的顶段位于掏空块的中部位置。
12.进一步的,所述凸块的顶端以及凸块的两侧端均通过弧形过渡的方式与成型柱相固定。
13.进一步的,所述凸块的纵截面呈等腰梯形状,且凸块的上底的尺寸小于凸块的下底的尺寸,所述凸块的横截面呈等腰梯形状,且凸块与成型柱相连一侧的底的长度大于凸块远离成型柱一侧的底的长度。
14.本实用新型的优点在于:在本实用新型中,将掏空块设计在芯盒的下方,并通过在掏空块上设计装配孔的成型柱,从下方自动形成所需要的装配孔,保证了与端盖砂芯装配孔尺寸的一致性和稳定性,避免了从上方手工取出活块引起的装配孔形状变形和尺寸波动。
15.对于成型柱的纵截面采用这种等腰梯形状的设计,使得成型的装配孔的尺寸为上小下大的结构,方便了后续的砂芯与掏空块之间的分离。
16.通过在成型柱的侧端加设一凸块,从而使得最终成型的端盖砂芯的装配孔的中部位置会有一个加宽的空间,从而方便了后续两个砂芯胶接时,胶嘴伸入进行操作,避免因装配孔过小而导致胶嘴难以伸入操作。
17.凸块与成型柱之间的连接处采用弧形过渡的方式,使得成型的装配孔的棱角处更加的圆滑,脱模更加的方便。
18.对于凸块的纵截面与横截面均采用等腰梯形状的结构设计,也是为了脱模的方便。
附图说明
19.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
20.图1为本实用新型的搅拌机柱塞泵用端盖铸件腰形槽油腔底座砂芯芯盒的示意图。
21.图2为本实用新型的搅拌机柱塞泵用端盖铸件腰形槽油腔底座砂芯芯盒的仰视图。
22.图3为图2的a
‑
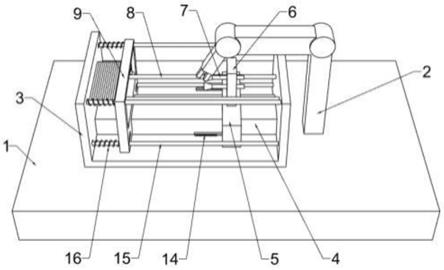
a剖视图。
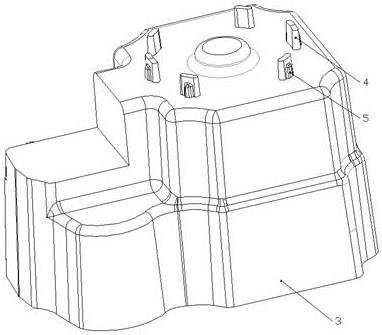
23.图4为本实用新型中掏空块的示意图。
具体实施方式
24.下面的实施例可以使本专业的技术人员更全面地理解本实用新型,但并不因此将本实用新型限制在所述的实施例范围之中。
25.如图1
‑
图4所示的一种搅拌机柱塞泵用端盖铸件腰形槽油腔底座砂芯芯盒,包括
26.一对左右分布的左片芯盒2、右片芯盒1,左片芯盒2、右片芯盒1的分型面均为竖直方向,且左片芯盒2、右片芯盒1合模后共同形成一端盖砂芯的主型腔。
27.一设置于左片芯盒2、右片芯盒1下部位置的掏空块3,掏空块3的外壁与端盖砂芯的内壁的形状相一致,在掏空块3的上端面上还具有数个呈环形状分布的成型柱4,成型柱4
的横截面呈腰形状。
28.成型柱4的纵截面呈等腰梯形状,且成型柱4的上底的尺寸小于成型柱4的下底的尺寸。对于成型柱4的纵截面采用这种等腰梯形状的设计,使得成型的装配孔的尺寸为上小下大的结构,方便了后续的砂芯与掏空块之间的分离。
29.在成型柱4位于远离圆心的一侧还设置有一凸块5,圆心为各个成型柱4所形成的环形的圆心,凸块5竖直设置,凸块5的侧壁与成型柱4相连,凸块5的底端与掏空块3的上端面相固定,凸块5的顶段位于掏空块3的中部位置。通过在成型柱4的侧端加设一凸块5,从而使得最终成型的端盖砂芯的装配孔的中部位置会有一个加宽的空间,从而方便了后续两个砂芯胶接时,胶嘴伸入进行操作,避免因装配孔过小而导致胶嘴难以伸入操作。
30.凸块5的顶端以及凸块5的两侧端均通过弧形过渡的方式与成型柱4相固定。凸块5与成型柱4之间的连接处采用弧形过渡的方式,使得成型的装配孔的棱角处更加的圆滑,脱模更加的方便。
31.凸块5的纵截面呈等腰梯形状,且凸块5的上底的尺寸小于凸块5的下底的尺寸,凸块5的横截面呈等腰梯形状,且凸块5与成型柱4相连一侧的底的长度大于凸块5远离成型柱4一侧的底的长度对于凸块5的纵截面与横截面均采用等腰梯形状的结构设计,也是为了脱模的方便。。
32.左片芯盒2、右片芯盒1、掏空块3共同配合形成端盖砂芯型腔。
33.在进行制芯的过程中,掏空块3与气缸相连,由气缸带动掏空块3运动,与左片芯盒2、右片芯盒1进行合模。
34.本实用新型中的搅拌机柱塞泵用端盖铸件腰形槽油腔底座砂芯芯盒,将掏空块设计在芯盒的下方,并通过在掏空块上设计装配孔的成型柱,从下方自动形成所需要的装配孔,保证了与端盖砂芯装配孔尺寸的一致性和稳定性,避免了从上方手工取出活块引起的装配孔形状变形和尺寸波动。
35.本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。