1.本实用新型涉及一种注塑机制作技术领域,尤其指一种锥双螺杆机筒。
背景技术:
2.现有一种申请号为cn201420226723.9名称为《一种机筒的锥形双螺杆》的中国实用新型专利公开了一种机筒的锥形双螺杆,包括螺杆体;所述螺杆体两端分别为大端和小端;所述螺杆体由5段不同螺距的螺杆段组成;所述螺杆段设置在大端和小端之间;所述大端尺寸为66.88mm;所述小端尺寸为29.7~29.9mm。该实用新型的机筒的锥形双螺杆,通过增大了大端的尺寸,稍微缩小小端的尺寸,提高了螺杆的压缩比;现配机器不用大的改动就可以使用,从而提高塑化性能,同时加快了生产效率。然而,该锥形双螺杆的杆体采用实心结构重量重,装入机筒时需要使用高功率的吊车,装配不方便,而且在制作螺棱时,安装固定也不方便,因此该锥形双螺杆的结构还需进一步改进。
技术实现要素:
3.本实用新型所要解决的技术问题是针对上述现有技术现状而提供一种螺杆重量轻,装配方便的锥双螺杆机筒。
4.本实用新型解决上述技术问题所采用的技术方案为:本锥双螺杆机筒,包括机筒和两根锥形螺杆,在机筒中部轴向设置有能穿过螺杆的锥双通孔,所述螺杆包括杆体和设置在杆体表面的螺棱,所述螺棱分为进料段、熔融段和出料段,其特征在于:所述杆体和螺棱是由空心的胚体一体加工而成的整体结构,所述胚体是锥形体,所述锥形体的两端均为截面是圆形的平面,尾端平面圆直径是顶端平面圆直径的2倍,在顶端平面的中部设置有锥形头,在尾端平面的中部设置有传动凸柱,在锥形体的外表面上轴向间隔地分布有用于分段加工的环形槽,在胚体中部设置贯穿传动凸柱并伸入至胚体前端的胚体凹腔,所述胚体凹腔的底面位于顶端平面上。
5.作为改进,所述胚体凹腔由第一腔体、第二腔体和第三腔体组成,第一腔体的腔体直径大于第二腔体的腔体直径,第二腔体的腔体直径大于第三腔体的腔体直径,第一腔体经第一倒角腔与第二腔体相连接,第二腔体经第二倒角腔与第三腔体相连接,在第三腔体的底面上设置有伸入锥形头内部的第三倒角腔。
6.进一步改进,与传动凸柱对应的第一腔体的直径大于与胚体对应的第一腔体的直径,在与传动凸柱对应的第一腔体的内壁上设置有环形的密封槽。
7.作为改进,所述进料段为双螺棱,所述进料段包括进料一段和进料二段,所述进料一段和进料二段首尾连接,且所述进料二段的螺棱间距小于进料一段的螺棱间距,所述进料二段的螺棱宽度小于进料一段的螺棱宽度。
8.进一步改进,所述熔融段包括熔融一段、熔融二段和熔融三段,所述熔融一段、熔融二段、熔融三段为单螺棱,所述熔融一段和熔融二段首尾连接在一起,熔融二段和熔融三段分隔设置,在所述熔融二段上设置有螺旋槽。
9.进一步改进,所述出料段是三螺棱,所述出料段包括出料一段和出料二段,出料一段的螺棱间距大于出料二段的螺棱间距,出料一段的螺棱宽度大于出料二段的螺棱宽度。
10.进一步改进,出料一段和出料二段间隔设置,出料一段和熔融三段间隔设置。
11.进一步改进,熔融段、出料段、进料二段以及进料一段的尾部是耐腐蚀合金制作而成的合金段,所述合金段的长度为1100~1200mm,所述螺棱段的总长度为1400~1500mm。
12.作为改进,所述机筒由机筒一段和机筒二段组成,机筒的排气口位于机筒二段的外壁中部,在机筒一段的内壁上设置有合金层,在所述机筒二段的内孔中贯穿设置有合金套,合金套的一端开口与机筒一段内壁的合金层开口相对合,在靠近机筒二段出口的机筒二段外壁上设置有温控管安装槽。
13.进一步改进,所述温控管安装槽呈螺旋形,且温控管安装槽的径向截面直径沿机筒轴向逐渐减小
14.与现有技术相比,本实用新型的优点在于:胚体在加工成螺杆时定位方便,有助于提高螺棱的加工效率,制得螺杆后螺杆整体重量轻,移动搬运更省力,也降低了螺杆与机筒安装配合的难度,提高锥双螺杆机筒的组装效率;可优选采用直径依次减小的三个腔体组成胚体的凹腔,从而保持一定的杆体厚度,同时也降低了胚体的打孔难度;可优选在第一腔体上设置环形的密封槽,通过密封圈和密封盖密封螺杆的凹腔,保持凹腔内部清洁。
附图说明
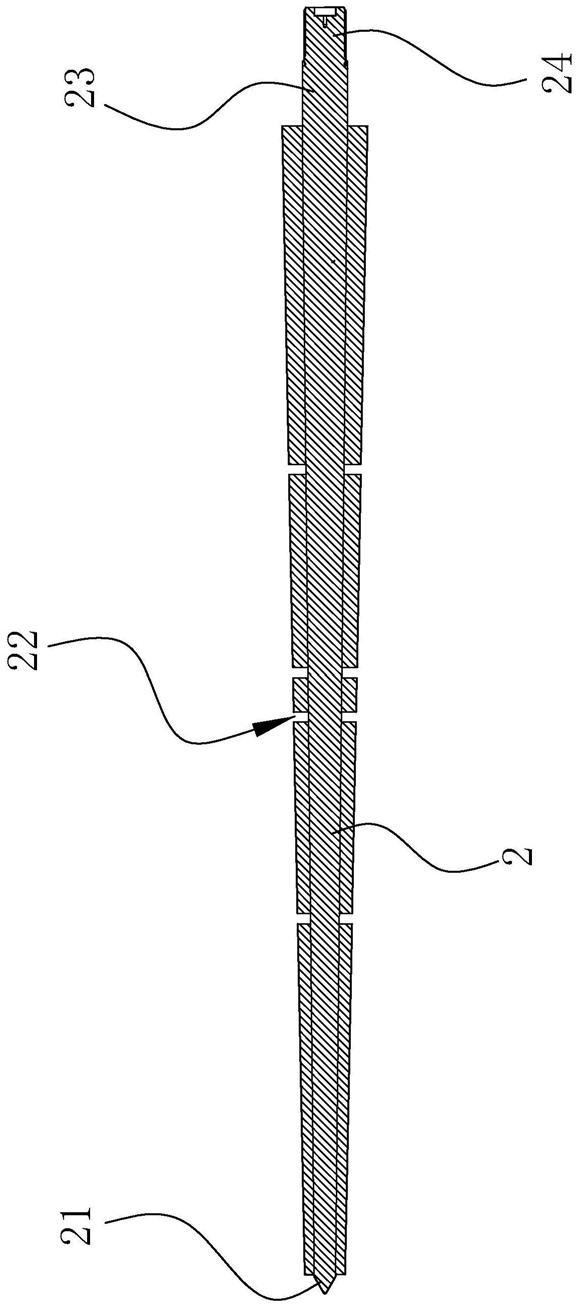
15.图1为本实用新型实施例采用胚体沿中心轴线所在平面的剖面图;
16.图2为图1中传动凸柱部分的放大图;
17.图3是图1中制得的螺杆的正面投影图;
18.图4是图3中螺杆相适配的机筒的正面投影图;
19.图5是图4的侧面投影图;
20.图6是图4中处于另一个角度的侧面投影图;
21.图7是图4中i部分的放大图。
具体实施方式
22.以下结合附图实施例对本实用新型作进一步详细描述。
23.如图1至图7所示,本实施例的锥双螺杆机筒,包括机筒和两根锥形螺杆,在机筒中部轴向设置有能穿过螺杆的锥双通孔33,螺杆包括杆体1和设置在杆体1表面的螺棱,螺棱分为进料段a、熔融段b和出料段c,杆体1和螺棱是由空心的胚体2一体加工而成的整体结构,胚体2是锥形体,锥形体的两端均为截面是圆形的平面,尾端平面圆直径是顶端平面圆直径的2倍,在顶端平面的中部设置有锥形头21,在尾端平面的中部设置有传动凸柱22,在锥形体的外表面上轴向间隔地分布有用于分段加工的环形槽23,在胚体2中部设置贯穿传动凸柱22并伸入至胚体2前端的胚体凹腔,胚体凹腔的底面位于顶端平面上。胚体凹腔由第一腔体24、第二腔体25和第三腔体26组成,第一腔体24的腔体直径大于第二腔体25的腔体直径,第二腔体25的腔体直径大于第三腔体26的腔体直径,第一腔体24经第一倒角腔241与第二腔体25相连接,第二腔体25经第二倒角腔251与第三腔体26相连接,在第三腔体26的底面上设置有伸入锥形头21内部的第三倒角腔261。与传动凸柱22对应的第一腔体24的直径
大于与胚体2对应的第一腔体24的直径,在与传动凸柱22对应的第一腔体24的内壁上设置有环形的密封槽27。
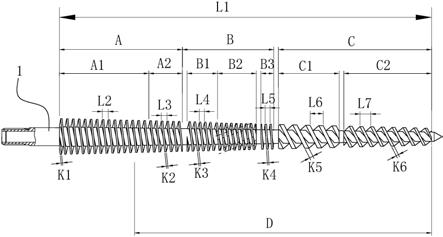
24.进料段a为双螺棱,进料段a包括进料一段a1和进料二段a2,进料一段a1和进料二段a2首尾连接,且进料二段a2的螺棱间距小于进料一段a1的螺棱间距,进料二段a2的螺棱宽度小于进料一段a1的螺棱宽度。进料一段的螺棱间距l2为23mm,进料二段的螺棱间距l3为20mm。进料一段的螺棱宽度k1为8.2mm,进料二段的螺棱宽度k2为7mm。进料一段a1的长度为343mm,进料二段a2的长度为130mm。
25.熔融段b包括熔融一段b1、熔融二段b2和熔融三段b3,熔融一段b1、熔融二段b2、熔融三段b3为单螺棱,熔融一段b1和熔融二段b2首尾连接在一起,熔融二段b2和熔融三段b3分隔设置,在熔融二段b2上设置有螺旋槽。熔融一段的螺棱间距l4为18mm,熔融一段的螺棱宽度k3为5.7mm。熔融一段b1的长度为120mm,熔融二段b2的长度为150mm,熔融三段b3的长度为50mm。熔融三段的螺棱间距l5为25mm,熔融三段的螺棱宽度k4为8.7mm。
26.出料段c是三螺棱,出料段c包括出料一段c1和出料二段c2,出料一段c1的螺棱间距大于出料二段c2的螺棱间距,出料一段c1的螺棱宽度大于出料二段c2的螺棱宽度。出料一段c1和出料二段c2间隔设置,出料一段c1和熔融三段b3间隔设置。出料一段的螺棱间距l6是50mm,出料二段的螺棱间距l7为41mm,出料一段的螺棱宽度k5为14.5mm,出料二段的螺棱宽度k6为12mm。出料一段c1的长度为235mm,出料二段c2的长度为340mm。
27.熔融段b、出料段c、进料二段a2以及进料一段a1的尾部是耐腐蚀合金制作而成的合金段d,合金段d的长度为1100~1200mm,螺棱段的总长度l1为1400~1500mm。
28.机筒由机筒一段e和机筒二段f组成,机筒的排气口位于机筒二段f的外壁中部,在机筒一段e的内壁上设置有合金层,在机筒二段f的内孔中贯穿设置有合金套31,合金套31的一端开口与机筒一段e内壁的合金层开口相对合,在靠近机筒二段f出口的机筒二段f外壁上设置有温控管安装槽32。温控管安装槽32呈螺旋形,且温控管安装槽32的径向截面直径沿机筒轴向逐渐减小。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。