1.本实用新型属于人工器官制造技术领域,尤其涉及一种制备活体器官的专用模具;特别涉及到一种带多分支垂直通道的生物型人工器官制造过程中一组以上垂直分支并方便组合拆卸的专用模具及其使用方法。
背景技术:
2.在现阶段,人体器官缺损、衰竭或损伤等情况的发生往往会导致器官功能障碍并严重影响患者的正常生活甚至危及生命。现阶段临床上治疗此类疾病的常用方法是器官移植,但供体器官严重短缺,以及器官移植后为抑制患者免疫排斥反应需长期使用免疫抑制药物等缺点都严重制约着器官移植这一技术的应用和发展。为了解决终末期器官损伤类疾病对人们健康的影响,1987年美国国家科学基金会正式确立了组织工程学。作为一门将细胞生物学和材料科学相结合,进行体外或体内构建组织和器官的新兴学科,组织工程学在其研究领域中,可以实现利用患者自体细胞进行体外培养,最终研制出符合患者自身需求的人工器官,这既可以减少因供体器官不足而导致的患者错失治疗时机的现象,又可以避免器官移植后的免疫排斥反应,为众多组织缺损、器官功能衰竭患者的治疗带来了新的希望。
3.现阶段组织工程学的成果主要集中在结构相对简单的骨组织及皮肤组织的制备,而对复杂器官的研究迟迟难以取得突破。主要原因是复杂的器官往往需要更复杂的细胞构成,以及血管、神经、胆管、气管等管状网络体系。尤其是血管网络的构建,是在体外培养复杂组织器官的关键环节。血管网络承担着为器官的各部分组织细胞提供充足的氧气和营养的同时将代谢废物排出体外的重要作用。研究表明,肝细胞在毛细血管周围100~200μm的范围内才容易存活,否则很快会因氧气和营养物质的缺乏而死亡,缺乏足够精细的血管网络将很难实现体积较大的组织的构建。除此以外,其他的一些管状结构在器官构建中也非常重要,如果不能很好的构建这些管状结构,将很难维持正常的组织结构和生理功能。因此,血管和神经等分支管道的构建已经成为了人工器官制造领域的研究热点。
4.发明专利(申请号为202010361588.9)《制备复杂器官的专用组合模具及其制备肝脏前体的方法》中提出了一种仿肝小叶结构的组合模具,用于制备拥有血管和胆管网络的肝脏前体并介绍了制备方法。但该专用组合模具只有一根一级通道,不能同时制备不同类型的管道,并且小分支的长短固定,不能根据外模具的大小进行调整,仅适合制备肝脏前体,对于其他复杂器官的制备不理想。
5.发明专利(申请号为201910682212.5)《可拆卸式专用模具及制备多分支通道人工器官前体的方法》中提出了一种用于制备多分支通道的人工器官前体的专用模具以及相应的制备方法。该专用模具内部通道模具是可拆卸的,从已成型的细胞基质层中取出时不会对已成型的结构造成破坏,但存在拆卸操作比较困难,以及加料口过小,操作不便的问题。
6.发明专利(申请号为201510419730.x)《一种制备带多分支通道的组织器官前体的方法及专用模具》中提出了一种制备带多分支通道的组织器官前体的方法及专用模具,其
缺点在于中间步骤过多,大小管道间易错位。若加入的水凝胶溶液有一定的粘稠度,则很难充满整个内腔,一体型分支内模具从细胞基质层中取出时会对已成形的细胞基质层造成破坏。
技术实现要素:
7.本实用新型就是针对现有技术存在的缺陷,提供一种制备活体器官的专用模具,旨在现有工作的基础上,使用方便组合拆卸的内模具及多级外模具形成具有不同细胞基质层的带有多分支垂直通道的人工器官,以克服现有技术难以实现含多分支垂直通道人工器官的多种形状精确构建。
8.为实现上述目的,本实用新型采用如下技术方案,包括底模具、至少一内模具及至少一外模具;所述底模具内壁形成由下至上半径逐级增大的(多层)环形阶梯,底模具的底面上设置有凹槽;外模具的个数与阶梯层数相对应,外模具为两端敞开的套形结构(或环形结构);外模具放置于对应的阶梯上,形成顶部敞开式结构;内模具与凹槽的个数相同,每个内模具对应一个凹槽,每个内模具包括用于模拟血管、胆管、神经、气管二级分支通道的横向模具,及用于模拟一级通道分支的纵向模具;使用时,纵向模具嵌入(塞进)底模具的相应凹槽内,凹槽直径与纵向模具直径相同。
9.进一步地,所述阶梯数有3个,外模具有3个,且每个外模具均为两端敞开的套形结构(环形结构);3个外模具分别为:内层外模具、中层外模具、外层外模具;3个外模具放置于对应的阶梯上;下一级外模具与其相邻的上一级外模具间无缝贴合;每层外模具的内腔的轮廓均与要制造的人工器官形状一致。
10.进一步地,横向模具插接于(或紧紧塞入)纵向模具上预留的孔洞内。
11.进一步地,内层外模具放置于一层阶梯,中层外模具放置于二层阶梯,外层外模具放置于三层阶梯;且放置后,3个外模具中心共线,且外模具顶部平齐。
12.进一步地,外模具与其对应的阶梯在接触处无缝贴合。
13.进一步地,底模具为上方敞开的盘状结构,该盘状结构的底面可以为平面、凹面或者凸面中的任意一种。
14.进一步地,所述凹槽为圆形凹槽。
15.进一步地,纵向模具的横截面可以是圆形、方形、椭圆形中的任意一种,纵向模具上的孔洞与横向模具的圆柱直径一致;外模具采用硬质无生物毒性材料,内模具采用无生物毒性材料制成。
16.更进一步地,所述硬质无生物毒性材料包括高分子材料,所述无生物毒性材料包括合成纤维、聚乙烯、聚氯乙烯或光敏树脂中任意一种。
17.进一步地,横向模具在穿过纵向模具上的孔洞后,可以沿水平方向调整具体位置(相对纵向模具进入深度不同),用以配合不同内径的外模具使用。
18.与现有技术相比本实用新型有益效果。
19.本实用新型采用方便组合拆卸的组合模具制备带多分支垂直内部通道的活体器官。两组内模具中由横向模具构成的二级通道互不连通,可以形成两种相同或不同类型的垂直通道,分层灌注得到不同的细胞基质层,模具可自由组合,拆装简便,脱模时尽可能减少对已成型细胞基质层的破坏,内外底模具尺寸、形状等可以根据待成形的器官前体进行
调整。
附图说明
20.下面结合附图和具体实施方式对本实用新型做进一步说明。本实用新型保护范围不仅局限于以下内容的表述。
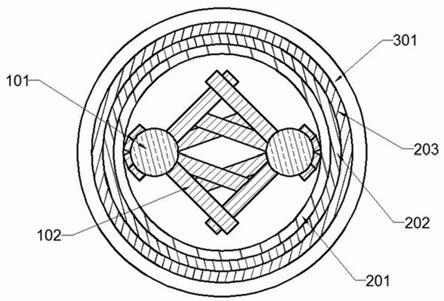
21.图1是专用模具的整体俯视图。
22.图2是底模具外观图。
23.图3是一组内模具的结构示意图。
24.图4是带多分支垂直通道的人工器官成型图(以含有三种不同细胞基质层的器官为例)。
25.图5是专用模具整体示意图(虚线为被遮挡部分)。
26.图中,101为纵向模具、102为横向模具、201为内层外模具、202为中层外模具、203为外层外模具、301为底模具、401为第一种细胞基质层、402为第二种细胞基质层、403为第三种细胞基质层、404为中空管道。
具体实施方式
27.如图1
‑
5所示,401为第一种细胞基质层;402为第二种细胞基质层;403为第三种细胞基质层;404为中空管道,用于血管、胆管、气管、尿道、神经等管状或树枝状网络构建。
28.本实用新型所述专用模具包括底模具,至少一组内模具和至少一组外模具组成。其中,内模具由模拟血管、胆管、神经、气管二级分支通道的横向模具嵌入模拟其一级通道分支的纵向模具上预留的相应孔洞实现。内模具通过纵向模具嵌入底模具上的相应凹槽中进行固定。纵向模具形状为圆柱体、方形、椭圆形,其上有一组(如四个)圆形孔洞,这些孔洞直径与横向模具的圆柱直径一致,使得横向模具嵌入纵向模具中后两者连接的缝隙极小。每组横向模具与一个纵向模具相嵌构成一组内模具。底模具为由下而上逐级扩大的阶梯状,三级阶梯数分别对应三级外模具数量,底模具底面可以为平面、凹面或者凸面,底模具上面分布两个尺寸完全一致的圆形小凹槽,凹槽直径与纵向模具直径完全一致。三级外模具的轴线位于同一直线,每级外模具下端外部尺寸均与底模具相应级数阶梯的外部表面所围成的面尺寸相同,下一级外模具的内腔与上一级外模具的外腔之间尺寸一致,且每级外模具的内腔的轮廓都可设计为与所制造的人工器官形状一致。每组外模具上部敞开,便于加料。
29.所述的一种制备活体器官的专用模具,外模具采用硬质无生物毒性材料,如合成高分子等,内模具由无生物毒性材料制成相应实心管状模具。这些材料可以为合成纤维、聚乙烯、聚氯乙烯或光敏树脂但不局限于这几种材料。
30.所述的一种制备活体器官的专用模具,内模具由两级可拆卸式模具组成,拆分时可先拆除横向模具再拆除纵向模具,减少对已成型的细胞基质层造成破坏。
31.一种制备活体器官的专用模具包括以下步骤:
32.1)制备质量体积浓度为0.5%~200%的水凝胶溶液作为基质溶液,提取或购买动物细胞制成细胞悬浮液,细胞密度为1
×
103~5
×
107个/ml,将基质溶液与细胞悬浮液按体积比1:9~9:1混合制成含细胞的基质溶液,重复上述步骤制作三种含有不同细胞的基质溶
液。水凝胶溶液一般可取用明胶、海藻酸钠、胶原蛋白、琼脂糖、透明质酸、纤维蛋白原、壳聚糖、丝素蛋白、普朗尼克、聚乙二醇等材料中的一种或者几种,以多种材料相互混合得到的水凝胶溶液效果较佳。
33.2)制备质量百分浓度为1%~30%的合成高分子溶液,合成高分子材料采用聚氨酯、聚己内酯、聚碳酸酯、聚乳酸、聚乙二醇、聚羟基酸酯中的一种或几种材料的复合物,用于溶解合成高分子材料的有机溶剂采用四乙二醇、乙二醇、异丙醇或 1,4
‑
二氧六环。
34.3)使用3d打印技术,将无细胞毒性的材料打印制成专用模具的各个组成部分。四个横向模具安装到纵向模具孔洞内,这样构建成一组内模具。根据不同需求可先将含细胞的基质溶液在内模具上涂覆一层,以构成血管、胆管、神经、气管等结构。再将该组内模具中的纵向模具安装到底模具上的一个定位凹槽内,完成对该组内模具的定位。再将另一组内模具用相同的方法组装,并根据需求进行涂覆,以构成和第一组内模具不同的结构,并安装到底模具上的另一个定位凹槽内。将内层外模具安装到底模具的内侧阶梯上,沿水平方向调整横向模具的位置,使其一端贴近内层外模具的内壁。将一种含有细胞的基质溶液从上端加入到模具内腔中,使用物理或化学交联制成第一层细胞基质层。灌注细胞前保证两组内模具互不连接,互不干扰。
35.4)去除内层外模具,并拆除横向内模具,将较大的中层外模具安装到底模具的相应阶梯上,通过加料口向中层内模具与已形成的细胞基质层之间的空腔中加入含有第二种细胞的基质溶液,并进行交联,制成第二层细胞基质层。
36.5)去除中层外模具,安装外层外模具到底模具相应阶梯上,重复步骤3)的加料步骤制备出第三层细胞基质层。
37.6)将外层外模具和底模具去除,拆除纵向模具,这样可以减少对已形成的细胞基质层的破坏,最终获得相对较完整的含多分支通道的活体器官。
38.7)多分支通道结构在器官前体成型前或后,可以加入内皮细胞生长因子、细胞转移因子或肝细胞生长因子中的一种或几种,以及肝素、紫杉醇或硫酸化壳聚糖中的一种或几种,诱导通道表层细胞分化形成血管、胆管、气管、神经等管状或树枝状网络。
39.进一步地,水凝胶溶液取用明胶、海藻酸钠、胶原蛋白、琼脂糖、透明质酸、纤维蛋白原、壳聚糖、丝素蛋白、普朗尼克、聚乙二醇等材料中的一种或者几种,以多种材料相互混合得到的水凝胶溶液效果较佳。
40.进一步地,可以成形多层含有不同细胞的细胞基质层,完成多种细胞组织的组装。
41.进一步地,多分支垂直通道结构在人工器官前体成型前或后,可以加入内皮细胞生长因子、细胞转移因子或肝细胞生长因子中的一种或几种,以及肝素、紫杉醇或硫酸化壳聚糖中的一种或几种,诱导通道表层细胞分化形成血管、胆管、气管、神经等管状网络。
42.进一步地,灌注细胞前保证两组内模具互不连接,互不干扰,涂覆时保证每个管状通道表面细胞基质层有一定的厚度。
43.实施例1:制备带多分支血管、胆管的活体肝脏。
44.1)使用3d打印技术,用无细胞毒性的光敏树脂材料打印制成专用模具的各个组成部分,包括2个纵向模具,8个横向模具,1个三级底模具,以及不同级数的外模具各一个。将四个横向模具安装到纵向模具上的孔洞内,构建成一组内模具。
45.2)将1%明胶、2%海藻酸钠共混溶于pbs溶液中作为基质溶液1,将2%海藻酸钠、1%纤
维蛋白原共混溶于pbs溶液中作为基质溶液2,配制20iu/ml凝血酶溶液和2%氯化钙溶液,购买或提取脂肪干细胞、内皮细胞生长因子、胆管上皮细胞、肝星状细胞、肝窦内皮细胞和肝细胞分别制成细胞悬浮液,细胞密度为1
×
106个/ml,配备浓度为 10%(w/v)的聚氨酯/四乙二醇溶液作为合成高分子溶液,并加入1%(w/v)的肝素。
46.3)对一组内模具进行血管化处理制成血管内模具,具体方法是将基质溶液2与含有脂肪干细胞和内皮细胞生长因子的细胞悬浮液按1:1体积比混合制成的含细胞基质溶液,并涂覆在内模具表面,用氯化钙溶液和凝血酶溶液先后进行化学交联,以形成血管结构。将基质溶液2与含有胆管上皮细胞的细胞悬浮液按1:2体积比混合制成的含细胞基质溶液,并涂覆在另一组内模具表面,用氯化钙溶液和凝血酶溶液先后进行化学交联,即形成胆管结构。以上涂覆均应充分,以使每一组内模具上的含细胞基质层都具有一定厚度。
47.4)将每组内模具中的纵向模具插入到底模具的定位凹槽内,两组内模具保持一定距离,随后将内层外模具插入到底模具的第一级阶梯上。 将基质溶液2与含有肝细胞的细胞悬浮液按1:1体积比混合制成的含细胞基质溶液,通过外模具上端开口灌注入模具内腔中,加入氯化钙和凝血酶溶液先后使其交联,形成第一层稳定的细胞基质层,其中含有一组血管通道及一组胆管通道。
48.5)去除内层外模具,并拆除横向模具,将中层外模具安装到底模具的第二级阶梯上,将基质溶液1与含有肝细胞和肝星状细胞的细胞悬浮液按1:1体积比混合制成的含细胞基质溶液,通过外模具上端开口灌注入模具内腔中,随后通过氯化钙溶液进行化学交联,形成另一层稳定的细胞基质层。
49.6)去除中层外模具,将外层外模具安装到底模具的第三级阶梯上,将基质溶液1与含有肝细胞和肝窦内皮细胞的细胞悬浮液按1:1体积比混合制成的含细胞基质溶液,通过加料口灌注入模具内腔中,随后通过氯化钙溶液进行化学交联,形成第三层稳定的细胞基质层。
50.7)将合成高分子溶液喷洒到所成形的多细胞基质层表面,经萃取后形成合成高分子材料层,去除底座模具。
51.8)将纵向内模具缓慢抽出,在尽可能少的破坏细胞基质层的情况下可以获得较为完整的具有多层不同细胞基质层的活体肝脏。
52.实施例2:制备带多分支血管、神经的活体心脏。
53.1)使用3d打印技术,将无细胞毒性的光敏树脂材料打印制成专用模具的各个组成部分,包括2个纵向模具,8个横向模具,1个三级底模具,以及内层外模具一个。将四个横向模具安装到纵向模具上的孔洞内,构建成一组内模具。
54.2)将2%纤维蛋白原、1%琼脂糖共混溶于pbs作为基质溶液1,配制5%明胶溶液作为基质溶液2,配制20iu/ml凝血酶溶液,购买内皮细胞、血旺细胞和心肌细胞制成细胞悬浮液,内皮细胞悬浮液、血旺细胞悬浮液的细胞密度均为1
×
106个/ml,心肌细胞悬浮液的细胞密度为1
×
105个/ml,将基质溶液与细胞悬浮液分别按1:1体积比混合制成含细胞的基质溶液,配备浓度为 15%(w/v)的聚氨酯/四乙二醇溶液作为合成高分子溶液,并加入2%(w/v)的紫杉醇。
55.3)对一组内模具进行血管化处理制成血管内模具,具体方法是将基质溶液1与含有内皮细胞的细胞悬浮液按1:2体积比混合制成的含细胞基质溶液,涂覆在一组内模具表
面,并用凝血酶溶液进行化学交联,即构成血管结构。涂覆均应充分,以使内模具上的含细胞基质层都具有一定厚度。另外一组内模具不做处理作为神经内模具。
56.4)将每组内模具中的纵向模具插入到底模具的定位凹槽内,两组内模具保持一定距离,随后将内层外模具插入到底模具的第一级阶梯上。 将基质溶液1与含有心肌细胞的细胞悬浮液按1:1体积比混合制成的含细胞基质溶液,通过外模具上端开口灌注入模具内腔中,加入凝血酶溶液使其进行化学交联,形成一层稳定的细胞基质层,其中含有一组血管通道及一组神经管状通道。
57.5)去除内层外模具,并拆除横向模具,将合成高分子溶液喷洒到成形的细胞基质层表面,经萃取后形成合成高分子材料层,去除底座模具。
58.6)将纵向模具缓慢抽出,尽可能少的破坏细胞基质层。
59.7)将基质溶液2与含有血旺细胞的细胞悬浮液按1:1体积比混合制成的含细胞基质溶液灌注进之前预留的神经通道,经20分钟37℃以下的物理交联后,使其成型,构成神经管状通路,从而制得较为完整的带多分支血管和神经的活体心脏。
60.实施例3:制备带多分支血管和尿道的活体膀胱。
61.1)使用3d打印技术,将无细胞毒性的光敏树脂材料打印制成专用模具的各个组成部分,包括2个纵向模具,8个横向模具,1个三级底模具,以及内层外模具一个。将四个横向模具安装到纵向模具上的孔洞内,构建成一组内模具。
62.2)配制含2%明胶和3%海藻酸钠的混合溶液作为基质溶液,2%氯化钙溶液,购买内皮细胞、尿道上皮细胞和膀胱细胞制成细胞悬浮液,细胞密度均为1
×
106个/ml,将基质溶液与细胞悬浮液分别按1:1体积比混合制成含细胞的基质溶液,配备20%聚氨酯/四乙二醇溶液作为合成高分子溶液,并加入1%的紫杉醇。
63.3)对一组内模具进行血管化处理制成血管内模具,具体方法是在一组内模具表面涂敷一层含内皮细胞的基质溶液,并用氯化钙溶液进行化学交联,即构成血管结构。对另一组内模具进行处理使其作为尿道内模具,具体方法是在内模具表面涂敷一层含尿道上皮细胞的基质溶液,并用氯化钙溶液进行化学交联,即形成尿道结构。以上涂覆均应充分,以使每一组内模具上的含细胞基质层都具有一定厚度。
64.4)将每组内模具中的纵向模具插入到底模具的定位凹槽内,两组内模具保持一定距离,随后将内层外模具插入到底模具的第一级阶梯上。 将含有膀胱细胞的细胞基质溶液通过外模具上端开口注入模具内腔中,加入氯化钙溶液进行化学交联,形成第一层稳定的细胞基质层,其中含有一组血管通道和一组尿道通道。
65.5)去除内层外模具,并拆除横向模具,将合成高分子溶液喷洒到所成形的细胞基质层表面,经萃取后形成合成高分子材料层,去除底座模具。
66.6)将纵向模具缓慢抽出,尽可能少的破坏细胞基质层,从而制得较为完整的带多分支血管和尿道的活体膀胱。
67.实施例4:制备带多分支血管和气管的活体肺。
68.1)使用3d打印技术,将无细胞毒性的光敏树脂材料打印制成专用模具的各个组成部分,包括2个纵向模具,8个横向模具,1个三级底模具,以及中层外模具一个。将四个横向模具安装到纵向模具上的孔洞内,构建成一组内模具。
69.2)将5%纤维蛋白原溶液作为基质溶液;配制20iu/ml凝血酶溶液,购买内皮细胞和
肺细胞制成细胞悬浮液,细胞密度都为5
×
10个/ml;将基质溶液与细胞悬浮液分别按1:2体积比混合制成含细胞的基质溶液;配备5%的聚氨酯/乙二醇溶液作为合成高分子溶液,并加入1%的紫杉醇。
70.3)对一组内模具进行血管化处理制成血管内模具,具体方法是在一组内模具表面涂敷一层含内皮细胞的基质溶液,并用凝血酶溶液进行化学交联,即构成血管结构。涂覆均应充分,以使内模具上的含细胞基质层都具有一定厚度。另一组内模具作为气管,暂不进行处理。
71.4)将每组内模具中的纵向模具插入到底模具的定位凹槽内,两组内模具保持一定距离,随后将中层外模具插入到底模具的第二级阶梯上。将含有肺细胞的细胞基质溶液通过外模具上端开口灌注入模具内腔中,加入凝血酶溶液进行化学交联,形成一层稳定的细胞基质层,其中含有一组血管通道和一组气管通道。
72.5)去除中层外模具,并拆除横向模具,将合成高分子溶液喷洒到所成形的细胞基质层表面,经萃取后形成合成高分子材料层,去除底座模具。
73.6)将纵向内模具缓慢抽出,尽可能少的破坏细胞基质层,从而制得较为完整的带多分支血管和气管的活体肺。
74.实施例5:制备带多分支血管和乳管的活体乳房。
75.1)使用3d打印技术,将无细胞毒性的光敏树脂材料打印制成专用模具的各个组成部分,包括2个纵向模具,8个横向模具,1个三级底模具,以及中层外模具一个。将四个横向模具安装到纵向模具上的孔洞内,构建成一组内模具。
76.2)将5%明胶、1%琼脂糖共混溶于pbs溶液中作为基质溶液,提取或购买脂肪干细胞和乳腺上皮细胞,购买内皮细胞生长因子和脂肪细胞生长因子,两种生长因子分别与脂肪干细胞混合制成细胞悬浮液,细胞密度为1
×
107个/ml,乳腺上皮细胞单独制成细胞悬浮液,细胞密度为1
×
106个/ml,将基质溶液与细胞悬浮液分别按1:1体积比混合制成含细胞的基质溶液,配备浓度为 10%(w/v)的聚氨酯/四乙二醇溶液作为合成高分子溶液,并加入1%(w/v)的肝素。
77.3)对一组内模具进行血管化处理制成血管内模具,具体方法是在内模具表面涂敷一层含有脂肪干细胞和内皮细胞生长因子的基质溶液,经20分钟37℃以下的物理交联,形成内皮细胞层。另一组内模具进行乳管化处理制成乳管内模具,具体方法是在内模具表面涂覆一层含有乳腺上皮细胞的基质溶液,经20分钟37℃以下的物理交联,以构成乳管结构。涂覆均应充分,以使内模具上的含细胞基质层都具有一定厚度。
78.4)将每组内模具中的纵向内模具插入到底模具的定位凹槽内,两组内模具保持一定距离,随后将中层外模具插入到底模具的第二级阶梯上。将含有脂肪干细胞和脂肪细胞生长因子的细胞基质溶液通过外模具上端开口灌注入模具内腔中,经20分钟37℃以下的物理交联,形成一层稳定的细胞基质层,其中含有一组血管通道和一组乳管通道。
79.5)去除中层外模具,并拆除横向内模具,将合成高分子溶液喷洒到成形的细胞基质层表面,经萃取后形成合成高分子材料层,去除底座模具。
80.7)将纵向模具缓慢抽出,在尽可能少的破坏细胞基质层的情况下可以获得较为完整的带多分支血管及气管的活体乳房。
81.实施例6:制备带多分支血管、神经的活体大脑。
82.1)使用3d打印技术,将无细胞毒性的光敏树脂材料打印制成专用模具的各个组成部分,包括2个纵向模具,8个横向模具,1个三级底模具,以及外层外模具一个。将四个横向模具安装到纵向模具上的孔洞内,构建成一组内模具。
83.2)将3%明胶、1%纤维蛋白原共混溶于pbs溶液中作为基质溶液,配制20iu/ml凝血酶溶液,提取或购买脂肪干细胞细胞和大脑胶质细胞,购买内皮细胞生长因子神经细胞生长因子,两种生长因子分别与脂肪干细胞混合制成细胞悬浮液,细胞密度为1
×
105个/ml,大脑胶质细胞单独制成细胞悬浮液,细胞密度为1
×
106个/ml,将基质溶液与细胞悬浮液分别按1:1体积比混合制成含细胞的基质溶液,配备浓度为 10%(w/v)的聚乳酸/四乙二醇溶液作为合成高分子溶液,并加入1%(w/v)的肝素。
84.3)对一组内模具进行血管化处理制成血管内模具,具体方法是在内模具表面涂敷一层含脂肪干细胞和内皮细胞生长因子的基质溶液,并用凝血酶溶液进行化学交联,形成内皮细胞层。对另一组内模具进行神经化处理,具体方法是在另一组模具表面涂敷一层含脂肪干细胞和神经细胞生长因子的基质溶液,并用凝血酶溶液进行化学交联,形成神经细胞层。涂覆均应充分,以使内模具上的含细胞基质层都具有一定厚度。
85.4)将上述制备的内模具组合中的纵向内模具插入到底模具的定位凹槽内,两组内模具保持一定距离,随后将外层外模具插入到底模具的第三级阶梯上。将含有大脑胶质细胞的细胞基质溶液通过外模具上端开口灌注入模具内腔中,加入凝血酶使其交联,形成稳定的大脑胶质细胞基质层,其中含有一组血管通道及一组神经通道。
86.5)将合成高分子溶液喷洒到成形的细胞基质层表面,经萃取后形成合成高分子材料层,去除底模具。
87.6)将纵向模具缓慢抽出,在尽可能少的破坏细胞基质层的情况下可以获得较为完整的具有多层不同细胞基质层的活体大脑。
88.可以理解的是,以上关于本实用新型的具体描述,仅用于说明本实用新型而并非受限于本实用新型实施例所描述的技术方案,本领域的普通技术人员应当理解,仍然可以对本实用新型进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。