1.本实用新型涉及管材加工技术领域,特别涉及一种料架模块。
背景技术:
2.随着激光切割技术的成熟,由于激光切割经济高效,在制造业的多个领域中得到广泛的应用,其中也给管料的切割和加工带来了极大的便利。
3.在现有的激光切管设备中,由于所要加工的管材的类型和规格繁多,尽管现有一些上下料架辅助工作人员实行上下料,但是现有的上下料架所能存储和运输的管材种类单一,也只能搬运特定规格的管材,适用性差。所以目前管材的上下料主要还是采用人工方式居多,工作人员劳动强度大,另外,现有上料架和下料架为独立设计,上料架和下料架中没有可通用的部件模块,造成生产难度大,生产效率低,零件数量和占地空间多。
4.为此亟需研发一种能够由多个料架模块组成上料架和下料架,更好地辅助工作人员对各种规格和种类的管材实现上下料。
5.可见,现有技术还有待改进和提高。
技术实现要素:
6.鉴于上述现有技术的不足之处,本实用新型的目的在于提供一种料架模块,旨在至少解决现有技术中存在的技术问题之一。
7.为了达到上述目的,本实用新型采取了以下技术方案:
8.一种料架模块,包括机架、设置在机架上的储料机构和横移运料机构;所述储料机构上设有若干个用于储放工件的储料工位;所述横移运料机构用于将储料工位上的待加工工件移送至切管机上或者将切管机上已完成加工的工件移送至储料机构的储料工位上;
9.所述储料机构包括可转动地设置在机架上的主动链轮、从动链轮、以及绕设在主动链轮和从动链轮上的链条;所述储料工位设置在所述链条的外侧,所述储料工位中可设置多块沿链条运动路径排布且与链条可拆卸连接的支承板;所述储料工位中可设有用于承托圆管且与链条可拆卸连接的圆管支承。
10.所述圆管支承包括小管径圆管支承块、中管径圆管支承组件、大管径圆管支承组件。
11.所述横移运料机构包括滑动设置在机架上的横移滑板、可上下移动地设置在横移滑板上的升降滑板、用于驱动横移滑板横向移动的横移驱动机构、用于驱动升降滑板上下移动的升降机构、设置在升降滑板顶部的承料组件、设置在升降滑板上的对夹定位机构;所述对夹定位机构用于将工件夹紧至设定位置实现定位,所述承料组件用于支撑工件。
12.所述对夹定位机构包括两个对称设置且滑动设置在升降滑板上的夹块、以及用于驱动两个夹块相互靠近或远离的夹块驱动机构;两个夹块设置在承料组件的一旁且可相对升降滑板横向移动。
13.所述夹块驱动机构包括设置在升降滑板上的气缸支架、竖直朝上设置在气缸支架
上的驱动气缸,所述驱动气缸的活塞杆端部设有牵引块,两个夹块分别通过拉杆与牵引块连接。
14.所述横移驱动机构包括两根沿横向延伸且对称地设置在机架侧面上的第一导轨、固设在机架侧面上且沿横向延伸的第一齿条、安装在横移滑板上的第一电机、套设在第一电机主轴上的第一齿轮;所述第一齿条与第一齿轮啮合传动,所述横移滑板通过第一滑块与所述第一导轨滑动连接。
15.所述升降机构包括两根沿竖向延伸且对称地设置在横移滑板上的第二导轨、固设在横移滑板上且沿竖向延伸的第二齿条、安装在升降滑板上上的第二电机、套设在第二电机主轴上的第二齿轮;所述第二齿条与第二齿轮啮合传动,所述升降滑板通过第二滑块与所述第二导轨滑动连接。
16.所述承料组件为导辊,导辊的两端通过承接座固定在升降滑板的顶部。
17.所述承料组件为v型块,所述v型块的两侧通过连接块固定在升降滑板的顶部。
18.有益效果:
19.与现有技术相比,本实用新型提供的料架模块,料架模块为上料和下料通用设计,大大简化了上下料架的结构,减少生产的难度,提高生产效率;上下料架中料架模块的数量可根据激光切管机的可加工长度和位置进行增减,进一步提高了通用性。另外,多个料架模块上的储料机构可通过联动机构传动连接,只需一个驱动装置即可带动所有储料机构同步运动;而每个料架模块上的横移运料机构配置独立动力且均与控制中心电性连接,上料或下料时控制中心控制所有横移运料机构同步运动,将储料工位上的待加工工件移送至激光切管机上或者将激光切管机上已完成加工的工件移送至储料机构的储料工位上;在切管过程中,横移运料机构还可以为工件提供随动支撑,辅助激光切管机切割工件,提高加工精度。
附图说明
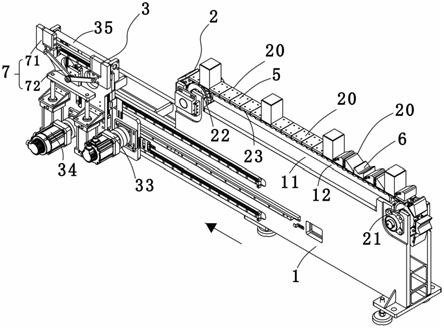
20.图1为本实用新型提供的料架模块的立体图一。
21.图2为本实用新型提供的料架模块的立体图二。
22.图3为本实用新型提供的料架模块中,储料机构用于运载矩形管的结构示意图。
23.图4为本实用新型提供的料架模块中,储料机构用于运载圆管的结构示意图。
24.图5为本实用新型提供的料架模块中,小管径圆管支承块对小管径圆管进行定位的示意图。
25.图6为本实用新型提供的料架模块中,中管径圆管支承组件对中管径圆管进行定位的示意图。
26.图7为本实用新型提供的料架模块中,大管径圆管支承组件对大管径圆管进行定位的示意图。
27.图8为本实用新型提供的料架模块中,链条的结构示意图。
28.图9为本实用新型提供的料架模块中,横移运料机构用于搬运矩形管时的立体图。
29.图10为本实用新型提供的料架模块中,横移运料机构用于搬运圆管时的立体图。
30.图11为本实用新型提供的料架模块中,对夹定位机构的工作原理图。
31.图12为多个本实用新型提供的料架模块装配成上料架的俯视图。
32.主要元件符号说明:1
‑
机架、2
‑
储料机构、3
‑
横移运料机构、20
‑
储料工位、21
‑
主动链轮、22
‑
从动链轮、23
‑
链条、5
‑
支承板、6
‑
圆管支承、61
‑
小管径圆管支承块、62
‑
中管径圆管支承组件、63
‑
大管径圆管支承组件、611
‑
v型定位槽、621
‑
第一直角三角块、622
‑
第一v型定位口、631
‑
第二直角三角块、632
‑
第二v型定位口、24
‑
分隔柱、11
‑
支撑底板、12
‑
托板、231
‑
内链节、232
‑
外链节、2321
‑
外链板、2322
‑
托耳、2323
‑
安装孔、31
‑
横移滑板、32
‑
升降滑板、33
‑
横移驱动机构、34
‑
升降机构、35
‑
承料组件、7
‑
对夹定位机构、351
‑
导辊、352
‑
v型块、353
‑
承接座、354
‑
连接块、71
‑
夹块、711
‑
第三导轨、712
‑
第三滑块、72
‑
夹块驱动机构、73
‑
垫块、721
‑
气缸支架、722
‑
驱动气缸、723
‑
牵引块、724
‑
拉杆、725
‑
第四导轨、726
‑
第四滑块、331
‑
第一导轨、332
‑
第一齿条、333
‑
第一电机、334
‑
第一滑块、341
‑
第二导轨、342
‑
第二齿条、343
‑
第二电机、344
‑
第二滑块。
具体实施方式
33.本实用新型提供一种料架模块,为使本实用新型的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本实用新型进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型的保护范围。
34.本文中,横向为图1和图12中箭头所指示的方向,纵向为在水平投影下,与横向相互垂直的方向。
35.请参阅图1
‑
12,本实用新型提供一种料架模块,包括机架1、设置在机架1上的储料机构2和横移运料机构3;所述储料机构2上设有若干个用于储放工件的储料工位20;所述横移运料机构3用于将储料工位20上的待加工工件移送至切管机上或者将切管机上已完成加工的工件移送至储料机构2的储料工位20上。需要理解的是,此处工件可以为圆管、矩形管、工字钢、槽钢、角铁等不同形状的型材。
36.在实际应用中,由于待加工的工件较长(如3m
‑
12m),所以需要通过多个料架模块共同对待加工的工件进行承托,料架模块为上料和下料通用设计,即上料架由多个料架模块组成、下料架能够也由多个料架模块组成,上料架和下料架区别仅在于料架模块的运动方向不同,大大简化了上下料架的结构,减少生产的难度,提高生产效率;另外,上下料架中料架模块的数量可根据激光切管机的可加工长度和位置进行增减,进一步提高了通用性。
37.见图12所示,多个料架模块10上的储料机构2通过联动机构传动连接,只需一个驱动装置94即可带动所有储料机构2同步运动;而每个料架模块上的横移运料机构3配置独立动力且均与控制中心电性连接,上料或下料时控制中心控制所有横移运料机构3同步运动,将储料工位20上的待加工工件移送至激光切管机93上或者将激光切管机93上已完成加工的工件移送至储料机构2的储料工位20上;在切管过程中,横移运料机构3还可以为工件提供随动支撑,辅助激光切管机切割工件,提高加工精度;而且为了使横移运料机构3能够对激光切管机上的卡盘组件移动实现避让,当激光切管机的卡盘组件逐渐靠近某个横移运料机构3至设定距离时,控制中心控制该横移运机构退出,即横移移动机构朝储料机构2移动,取消对工件提供随动支撑。
38.为了能够使激光切割装置具有良好的加工节奏,减少待机时间,见图1和图2所示,所述储料工位20设置3个或3个以上,每个储料工位20对应承载一个工件,用户可提前将待加工的型材或管材放置在储料工位20上。
39.具体的,见图1和图2所示,所述储料机构2包括可转动地设置在机架1上的主动链轮21、从动链轮22、以及绕设在主动链轮21和从动链轮22上的链条23;所述储料工位20设置在所述链条23的外侧,所述储料工位20中可设置多块沿链条23运动路径排布且与链条23可拆卸连接的支承板5;所述储料工位20中可设有用于承托圆管92且与链条23可拆卸连接的圆管支承6。当储料工位20根据加工计划需要存放矩形管、字钢、槽钢、角铁等工件时,工作人员选取支承板5安装在链条23上,然后将上述工件水平放置在支承板5上;料架模块作为上料架的一部分时,主动链轮21正向运动,带动从动链轮22和链条23运动,使储料工位20上工件依次移送至横移夹料装置的取料处,最后工件通过横移夹料装置将管材对中定位,搬运至激光切管装置上实现加工。料架模块作为下料架的一部分时,主动链轮21反向运动,新的储料工位20移送至储料机构2的接料处,从而取代上一个已存有工件的储料工位20。
40.当储料工位20根据加工计划需要存放圆管92时,工作人员选取圆管支承6安装在链条23上,然后将圆管92放置在圆管支承6上,防止圆管滚动移位。
41.由此可见,所述储料机构2能够储存多种不同形状的管材或型材,适用性高,便于工作人员放入或取走管材或型材。
42.具体的,请参阅图8,所述链条23包括多组内链节231和外链节232,相邻的内链节231通过外链节232连接;每组外链节232包括一对对称设置的外链板2321,每块所述外链板2321上设有托耳2322,每个托耳2322上开设有安装孔2323,
43.优选的,请参阅图3,所述支承板5的底面开设有与安装孔2323相对应的螺纹孔51,每个托耳2322的安装孔2323处分别自下而上穿过一根螺钉(图中未画出),每根螺钉分别拧入对应的支承板5的螺纹孔中,支承板5可针对矩形管、工字钢、槽钢、角铁等具有平面形状的型材进行支承。同样地,卸下螺钉,即可将支承板5更换成圆管支承6。
44.请参阅图4,为了使储料机构2适用于更多不同管径规格的圆管,所述圆管支承6包括小管径圆管支承块61、中管径圆管支承组件62、大管径圆管支承组件63。小管径圆管支承块61、中管径圆管支承组件62、大管径圆管支承组件63分别针对特定管径范围的圆管进行支承定位,使圆管搬运过程中更稳定、位置更准确。具体的,小管径圆管支承块61适用于对φ50~φ160mm管径的圆管实现支承,中管径圆管支承组件62适用于对φ160~φ400mm管径的圆管实现支承,大管径圆管支承组件63适用于对φ400~φ500mm管径的圆管实现支承,即可储圆管的管径范围为φ50~φ500mm。
45.具体的,见图5所示,所述小管径圆管支承块的顶部开设有v型定位槽611,将圆管放置在v型定位槽611中即能对圆管进行定位,防止圆管在搬运过程中发生自运动,所述小管径圆管支承块与托耳2322螺钉连接,拆装便捷。
46.进一步的,见图6所示,所述中管径圆管支承组件62包括两个对称的第一直角三角块621,两个第一直角三角块621之间形成第一v型定位口622,圆管放置在第一v型定位口622中即能对圆管进行定位,防止圆管在搬运过程中发生自运动;所述第一直角三角块621与托耳2322螺钉连接,拆装便捷。
47.进一步的,见图7所示,所述大管径圆管支承组件63包括两个对称的第二直角三角块631,两个第二直角三角块631之间形成第二v型定位口632,圆管放置在第二v型定位口632中即能对圆管进行定位,防止圆管在搬运过程中发生自运动,所述第二直角三角块631与托耳2322螺钉连接,拆装便捷。
48.为了使用户能够根据圆管的管径合理选取对应的支承件,所述小管径圆管支承块61、中管径圆管支承组件62、大管径圆管支承组件63上分别雕刻有适用的管径范围标识,通过管径范围标识,工作人员更易于将中管径圆管支承组件62和大管径圆管支承组件63区分开。
49.在实际应用中,请参阅图5
‑
7,为了减少对圆管支承6的频繁拆装,同时也提高储料工位20的紧凑性,所述储料工位20上设有5组外链节232,当要支承小管径的圆管时,所述小管径圆管支承块61安装在5组外链节232中最中间的外链节232的托耳2322上(即第三个外链节232上),中管径圆管支承组件62安装在第二和第四个外链节232的托耳2322上,大管径圆管支承组件63安装在第一和第五个外链节232的托耳2322上;当要支承中管径的圆管时,拆卸小管径圆管支承块61,中管径圆管支承组件62安装在第二和第四个外链节232的托耳2322上,大管径圆管支承组件63可以保留在第一和第五个外链节232上不用拆卸;当要支承大管径的圆管时,拆卸小管径圆管支承块61,中管径圆管支承组件62和大管径圆管支承组件63对调位置,即大管径圆管支承组件63安装在第二和第四个外链节232的托耳2322上,中管径圆管支承组件62安装在第一和第五个外链节232的托耳2322上。
50.优选的,请参阅图3和图4,相邻两个储料工位20之间设有分隔柱24,分隔柱24能够将两个储料工位20上的工件分隔开,防止相邻工件之间发生干涉,便于后续加工工序进行。
51.优选的,请参阅图1和图2,所述机架1上设有位于所述链条23的内环中的支撑底板11,所述支撑底板11上设有用于承托链条23的载料段的托板12。链条的载料段在横向运动过程中受到托板12的支撑,从而使工件的重力传导到托板12上,一方面可以避免过多的重力集中到腰型传动件上造成链条23的传动负荷增大,另一方面链条23上的连接轴滚压在托板12上可以减少链传动带来的颠簸,提高传动平稳性和准确性。
52.具体的,请参阅图1、9、10,所述横移运料机构3包括滑动设置在机架1上的横移滑板31、可上下移动地设置在横移滑板31上的升降滑板32、用于驱动横移滑板31横向移动的横移驱动机构33,用于驱动升降滑板32上下移动的升降机构34、设置在升降滑板32顶部的承料组件35、设置在升降滑板32上的对夹定位机构7;所述对夹定位机构7用于将工件夹紧至设定位置实现定位,所述承料组件35用于支撑工件。
53.当料架模块用于上料架时,料架模块上的横移运料机构3需要将储料机构2上的工件搬运至激光切管机上进行加工,为了便于理解,工件以矩形管作为说明,见图11所示,所述横移驱动机构33驱动横移滑板31和设置在横移滑板31上的部件共同移动至储料机构2的储料工位20处(最靠近激光切管机的储料工位20),所述升降机构34驱动升降滑板32和设置在升降滑板32上的部件上升,使承料组件35承接储料工位20上的矩形管91后继续举升,确保矩形管91高于储料机构2,避免后续工件横移造成干涉;由于承料组件35只对工件起到承托作用,并不会对矩形管91起到定位作用,所以众多规格的工件均直接放置承料组件35上;通过对夹定位机构7推动矩形管91至对承料组件35的中心位置并且夹紧矩形管91,一方面对工件实现定位,另一方面保证矩形管91在横移搬运过程中不会发生移位,确保加工位置准确;随后横移驱动机构33驱动横移滑板31和设置在横移滑板31上的部件朝激光切管机横向移动,使矩形管91移动至加工位置处,激光切管机上的卡盘组件对矩形管91夹紧后即可开始加工。另外,在切管过程中,对夹定位机构7松开对矩形管91的夹持,承料组件35还可以为矩形管提供随动支撑,辅助激光切管机切割管材,提高管材加工精度。
54.同理,当料架模块用于下料架时,料架模块上的横移运料机构3需要将激光切管机上完成加工的矩形管取下并且搬运至储料机构2上进行加工,所述横移驱动机构33驱动横移滑板31和设置在横移滑板31上的部件共同移动至矩形管的正下方,所述升降机构34驱动升降滑板32和设置在升降滑板32的部件上升,使承料组件35举起矩形管;然后通过对夹定位机构7推动矩形管至对承料组件35的中心位置并且夹紧矩形管,避免矩形管在搬运过程中发生自移动,随后横移驱动机构33驱动横移滑板31和设置在横移滑板31上的部件朝储料机构2横向移动,使矩形管移动至储料机构2的储料工位20的正上方,然后升降机构34驱动升降滑板32和设置在升降滑板32上的部件下降,使矩形管放置在储料工位20内。
55.在本实施方式中,见图9和10所示,所述横移驱动机构33包括两根沿横向延伸且对称地设置在机架1侧面上的第一导轨331、固设在机架1侧面上且沿横向延伸的第一齿条332、安装在横移滑板31上的第一电机333、套设在第一电机333主轴上的第一齿轮(图中不可见);即第一电机333正向转动,驱动第一齿轮转动,第一齿轮在与第一齿条332的啮合传动下带动第一电机333和横移滑板31横向朝激光切管机93移动;同理,第一电机333反向转动,驱动第一齿轮转动,第一齿轮在与第一齿条332的啮合传动下带动第一电机333和横移滑板31横向朝储料机构2移动。由于齿轮和齿条的传动方式承载力大,传动精度高,横移滑板31能够平稳且准确地横向移动至设定的位置,很好地在储料机构2和激光切管机之间实现衔接。所述第一电机333优选为伺服电机。此处,所述横移滑板31通过第一滑块334与所述第一导轨331滑动连接,以确保横移滑板31的移动方向准确,并避免横移滑板31发生晃动。
56.在本实施方式中,见图9和10所示,所述升降机构34包括两根沿竖向延伸且对称地设置在横移滑板31上的第二导轨341、固设在横移滑板31上且沿竖向延伸的第二齿条342、安装在升降滑板32上上的第二电机343、套设在第二电机343主轴上的第二齿轮;即第二电机343正向转动,驱动第二齿轮转动,第二齿轮在与第二齿条342的啮合传动下,升降滑板32和对夹定位机构竖直上升;同理,第二电机343反向转动,驱动第二齿轮转动,第二齿轮在与第二齿条342的啮合传动下,升降滑板32和对夹定位机构竖直下降,由于齿轮和齿条的承载力大,传动精度高,升降滑板32能够平稳且准确地升降至设定的高度。所述第二电机343优选为伺服电机。此处,所述升降滑板32通过第二滑块344与所述第二导轨341滑动连接,以确保升降滑板32的移动方向准确,并避免升降滑板32发生晃动。
57.在一种实施方式中,见图9所示,所述承料组件35为导辊351,导辊351的两端通过承接座353固定在升降滑板32的顶部。通过这样设置,在切管过程中,管材在卡盘组件的带动下纵向移动实现裁切加工,导辊351对管材起到随动支撑的作用,辅助管材切割,由于导辊351可转动,大大减少了管材在纵向移动过程中的阻力,提高管材的加工平稳性。此实施方式适用于对矩形管、工字钢、槽钢、角铁等工件。需要主要的是,储料机构上的储料工位需要安装支承板5与之相配合。
58.在另一种实施方式中,见图10所示,所述承料组件35为v型块352,所述v型块352的两侧通过连接块354固定在升降滑板32的顶部。此实施方式适用于对圆管进行横移运料时,将承料组件35更换为v型块352,圆管滑入v型块352中的v型槽实现定位,无需对夹定位机构7辅助定位,即在横移运料过程中对夹定位机构7不会动作。需要主要的是,储料机构上的储料工位需要安装圆管支承6与之相配合。
59.升降机构34驱动升降滑板32上升,使承料组件35承接管材,随后通过对夹定位机
构夹紧管材,使管材移动到承料组件35的中心位置,适用于多种规格的管材(如50x50mm~400x400mm范围内的矩形管或φ50~φ160mm管径的圆管)的上下料,通用性高,随后通过横移驱动机构33驱动横移滑板31横向移动就能精准地将管材搬运至设定的位置;另外,横移运料机构3还可以对工字钢、槽钢、角铁等具有平面形状的型材进行搬运,进一步提高了加工适用性。
60.进一步的,见图9
‑
11所示,所述对夹定位机构7包括两个对称设置且滑动设置在升降滑板32上的夹块71、以及用于驱动两个夹块71相互靠近或远离的夹块驱动机构72;两个夹块71设置在承料组件35的一旁且可相对升降滑板32横向移动。为了使两个夹块71移动更加顺畅、可靠,所述升降滑板32上设有横向延伸的第三导轨711每块所述夹块71分别通过第三滑块712与第三导轨711滑动连接。
61.由于两个夹块71相对运动的路径固定,为了提高对夹定位机构7的适用性,使对夹定位机构7能够对夹定位更宽的矩形管,每块所述夹块71上可拆卸地设有垫块73,两块垫块73位于两块夹块71之间。当夹块71上安装有垫块73时,两个夹块71能够对夹50x50mm~300x300mm的矩形管;当卸下夹块71上的垫块73时,两个夹块71能够对夹200x200mm~400x400mm的矩形管。另外,在本实施例中,所述夹块71呈l型,所述垫块73安装在夹块71的内角处。
62.在本实施例中,见图9
‑
11所示,所述夹块驱动机构72包括设置在升降滑板32上的气缸支架721、竖直朝上设置在气缸支架721上的驱动气缸722,所述驱动气缸722的活塞杆端部设有牵引块723,两个夹块71分别通过拉杆724与牵引块723连接。每根拉杆724的一端与夹块71铰接,另一端牵引块723铰接,为了便于装配,两个拉杆724与牵引块723的铰接点相同;在初始状态下,驱动气缸722的活塞杆伸出,两个拉杆724同步撑开两个夹块71,使两个夹块71处于张开的状态;当要对矩形管定位对中时,驱动气缸722的活塞杆缩回时,带动牵引块723向下移动,两个拉杆724拉动两个夹块71相互靠近,推动管料往承料组件35的中心位置移动,最后两个夹块71夹紧管料的侧面,从而使管材实现对中定位,设计巧妙,通用性强。
63.为了提高夹块71的夹紧力,本实施例中,气缸支架721和驱动气缸722设有两组且对称设置,所述牵引块723的底部还一体成型有连接底杆,两个驱动气缸722的活塞杆端部与连接底杆固定连接。
64.优选的,见图9和图10所示,所述升降滑板32上设有竖向延伸的第四导轨725,所述牵引块723通过第四滑块726与第四导轨725滑动连接。第四导轨725既能对牵引块723的运动进行导向,确保牵引块723只能竖向移动,也能对牵引块723起限位作用,避免驱动气缸722的活塞杆受切向力而变形。
65.可以理解的是,对本领域普通技术人员来说,可以根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,而所有这些改变或替换都应属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。