一种三维石墨烯复合材料的3d打印成型方法
技术领域
1.本发明属于石墨烯材料制备领域,具体涉及一种三维石墨烯复合材料的3d打印成型方法。
背景技术:
2.石墨烯以其特殊的结构,突出的电学性能、耐腐蚀性、力学性能而备受关注,为新材料的开发和应用提供了新的原材料。通过对石墨烯与其他材料的复合,不仅可以提高其力学性能,而且可以赋予石墨烯新的性质,使其在聚合物复合材料,光电功能材料与器件以及生物医药等领域有很好的应用前景。三维石墨烯复合材料将石墨烯与高分子聚合物复合,将石墨烯的优异性能与聚合物的特性相结合,扩展了石墨烯以及高分子聚合物的应用。
3.现存的三维石墨烯复合材料制备方法主要包括浸渍法、3d打印法与分散法等。浸渍法是通过直接将聚合物插入或涂覆在预先制备好的三维石墨烯多孔骨架上来制备三维石墨烯聚合物复合材料;3d打印法是通过将石墨烯粉末与聚合物粉体的混合粉末作为打印材料,通过选择性激光烧结技术,制备三维石墨烯复合材料;分散法是直接将石墨烯分散在树脂溶液中,制备三维石墨烯复合材料。liu等采用自组装及原位还原法制备了三维石墨烯泡沫,然后通过树脂浸泡的方法制备了机械性能优异的三维石墨烯环氧树脂复合材料。chen等利用石墨烯与聚酰胺的混合粉末作为打印原材料,通过选择性激光烧结技术制备了三维石墨烯聚合物复合材料,并表现出优异的电学和力学性能。
4.虽然上述加工方法均成功制备了石墨烯掺杂的三维复合材料,但仍存在很多的缺点。首先,三维石墨烯泡沫的制备非常复杂,涉及多个加工过程,成本高;其次,石墨烯粉体在树脂中的分散以及石墨烯粉体与高分子聚合物粉末混合的过程涉及多步骤、长时间的操作过程,降低了三维石墨烯复合材料加工的效率;再次,石墨烯分散过程需要化学试剂的辅助,严重影响成型三维石墨烯复合材料的性能;最后,以上几张方法制备的三维石墨烯复合材料是一个较为均质的导电复合体,不能实现导电与绝缘结构交替的复合材料。
技术实现要素:
5.针对现有技术存在的不足,本发明提供了一种三维石墨烯复合材料的3d打印成型方法。该方法利用激光选择碳化技术,分别对聚合物粉末进行烧结和碳化,再通过逐层累加,从而能够原位制备得到三维石墨烯复合材料。该方法具体包括以下步骤:
6.s1基底加工,将双面胶一侧固定在底板上,另一侧粘连聚合物粉末,对聚合物粉体进行激光照射,产生聚合物烧结层基底;
7.s2铺粉,将聚合物粉末平铺在所述烧结层基底表面,若形成单一的石墨烯层结构,则粉层厚度为石墨烯生长高度的60%
‑
80%;若形成单一的聚合物烧结层,则粉层厚度为20
‑
60μm,若形成部分烧结与部分碳化的复合层,则铺粉厚度为40
‑
60μm;
8.s3激光选择性加工,按照预先设计的路径,使用10.6μm co2激光对聚合物粉末进行激光选择性碳化或烧结,形成单层石墨烯层、单层烧结聚合物烧结层或单层复合层;
9.s4继续铺粉,在成型的结构层表面平铺一层聚合物粉末,若形成单一的石墨烯层结构,则粉层厚度是石墨烯生长高度的60%
‑
80%;若形成单一的聚合物烧结层,则铺粉层厚度为20
‑
60μm;烧结与部分碳化的复合层,则铺粉厚度为40
‑
60μm;
10.s5激光选择性加工,按照预先设计的路径,使用10.6μm co2激光对聚合物粉末进行激光选择性碳化或烧结,形成单层石墨烯、单层烧结聚合物或单层复合层;
11.s6逐层打印,反复重复步骤s4和s5,直至打印完成,得到三维石墨烯复合材料;
12.s7清理粉末,得到三维石墨烯复合材料。
13.进一步的,所述s3和s5中,扫描速度和打印分辨率分别为33.1
‑
43.1mm,2.54
‑
203.2mm/s和10
‑
1000ppi/inch;在形成单一的石墨烯层结构时,激光碳化采用的为0.5
‑
25w;在形成单一的烧结层时,激光功率为0.05
‑
0.3w;在形成部分烧结与部分碳化的复合层时,激光碳化采用的为0.5
‑
1w,激光烧结采用的功率为0.2
‑
0.3w;加工过程在室温大气环境条件下即可进行。
14.进一步的,所述聚合物粉末的粒径小于等于10μm。
15.进一步的,所述聚合物粉末为热塑性粉体,包括聚酰亚胺(pi)、聚苯硫醚(pps)、聚醚酰亚胺(pei)或聚醚醚酮(peek)粉末。
16.进一步的,所述s3和s5中激光选择性碳化或烧结采用单次诱导。
17.本发明与现有技术相比,具有如下有益效果:
18.1.本发明的成型方法能够实现以单一的粉体材料作为加工原材料,原位成型三维石墨烯复合材料;具体地讲,以聚合物粉体作为加工原材料,通过改变激光加工条件,使聚合物粉体选择性地发生烧结或石墨烯化,从而实现原位成型三维石墨烯复合材料。
19.2.本发明的成型方法,基于计算机辅助设计和制造,可以自由定制三维实体的形状,任意设计复合材料中石墨烯的集成位置,可以实现在聚合物烧结体的表面、内部构建三维石墨烯结构,且可实现图案化的石墨烯结构;即具备石墨烯优异的性能,又具备聚合物实体的功能性;该成型方法简单,快捷,成型精度高,制备的三维器件可满足不同的使用场景需求。
20.3.本发明的成型方法是逐层累积的过程,第一层结构的成型影响后续铺粉层厚度,进而影响后续成型;如铺粉过厚,经过二次激光照射后,激光不能将所有的粉体进行烧结或碳化,从而导致在第一次成型的结构与第二次成型的结构之间存在未经过烧结或碳化的粉体,形成分层,第一层与底层以及层与层连接不稳定,最终导致三维结构的坍塌,三维实体无法继续成型。如果铺粉过薄,若第一次成型的是聚合物烧结层,经过第二次激光烧结后,过多的激光能量会将第一次形成的聚合物烧结层进行过度的烧结,会使烧结层发生变形,影响后续的铺粉与成型;若第一次成型的是石墨烯层结构,经过第二次激光碳化后,石墨烯将被过度碳化,甚至会直接烧掉,导致三维石结构无法继续成型。本发明通过对激光直接照射聚合物粉末的产物研究,结合理论和试验结果,确定了激光功率与铺粉层厚度的关系。在激光照射聚合物粉末形成聚合物烧结层过程中,铺粉层厚度选择为20
‑
60μm;在激光照射聚合物粉末形成石墨烯膜过程中,确定铺粉层厚度为石墨烯生长高度的60%
‑
80%,若形成部分烧结与部分碳化的复合层,则铺粉厚度为40
‑
60μm;
21.4.本发明的成型方法采用粒径小于等于10μm的聚合物粉末,加工时,粉末体积变化小,流动快,产生的变形很小,有效地提升了成型样品的精度。
22.5.本发明的成型方法,将粘连有聚合物粉体的双面胶固定在底板上,对聚合物粉体进行激光照射,形成聚合物烧结层基底。聚合物粉末经烧结后,形成的烧结层,表面规则平整,在进行新的粉末铺层时,经激光照射后,产生新的石墨烯层或烧结层能与底板的烧结层有效地结合在一起,为3d打印的后续逐层加工提供了牢固可靠的基础。
23.6.本发明的成型方法,通过控制激光的功率,可实现不同结构的三维石墨烯复合材料。
附图说明
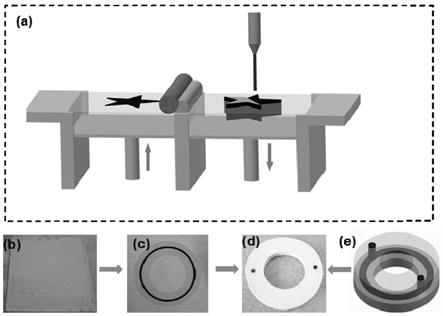
24.图1为三维石墨烯复合材料的3d打印加工系统和制造流程示意图。
25.图2为本发明制备的表面有石墨烯结构的三维石墨烯复合材料样品图。
26.图3为本发明制备的内嵌有石墨烯结构的三维石墨烯复合材料样品图。
27.图4为本发明不同原材料制备的三维石墨烯复合材料拉曼raman光谱图
28.图5为本发明制备的三维石墨烯复合材料的表面扫描电子显微镜sem照片。
29.图6为本发明制备的三维石墨烯复合材料中石墨烯的的透射电子显微镜tem图片。
具体实施方式
30.下面将更详细地描述本发明的示例性实施方式。虽然是示例性实施方式,然而应当理解,可以以各种形式实现本发明而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了能够更透彻地理解本发明,并且能够将本发明的范围完整的传达给本领域的技术人员。需要注意的是,除非另有说明,本发明使用的技术术语或者科学术语应当为本发明所属领域技术人员所理解的通常意义。
31.一种三维石墨烯复合材料的3d打印成型方法,该方法具体包括以下步骤:
32.s1基底加工,将双面胶一侧固定在底板上,另一侧粘连聚合物粉末,对聚合物粉体进行激光照射,产生聚合物烧结层基底;
33.s2铺粉,将聚合物粉末平铺在所述烧结层基底表面,若形成单一石墨烯层结构,则粉层厚度为石墨烯生长高度的60%
‑
80%;若形成单一聚合物烧结层,则粉层厚度为20
‑
60μm;若形成部分烧结与部分碳化的复合层,则铺粉厚度为40
‑
60μm;
34.s3激光选择性加工,按照预先设计的路径,使用10.6μm co2激光对聚合物粉末进行激光选择性碳化或烧结,形成单层石墨烯、单层烧结聚合物或单层复合层;
35.s4继续铺粉,在成型的结构层表面平铺一层聚合物粉末,若形成单一石墨烯层结构,则粉层厚度为石墨烯生长高度的60%
‑
80%;若形成单一聚合物烧结层,则粉层厚度为20
‑
60μm;若形成部分烧结与部分碳化的复合层,则铺粉厚度为40
‑
60μm;
36.s5激光选择性加工,按照预先设计的路径,使用10.6μm co2激光对聚合物粉末进行激光选择性碳化或烧结,形成单层石墨烯、单层烧结聚合物或单层复合层;
37.s6逐层打印,反复重复步骤s4和s5,直至打印完成;
38.s7清理粉末,得到三维石墨烯复合材料。
39.本发明制备的三维石墨烯复合材料石墨烯在成型的复合结构的表面或者内嵌在复合结构内部,兼具石墨烯和聚合物实体的优异性能。图2与图3为采用本发明成型方法制备的三维石墨烯复合材料实际样品,图中浅色的部分为烧结后形成的聚合物,黑色的部分
为碳化形成的石墨烯结构。其中,图2中展示的是表面形成石墨烯图案的三维复合结构,其中北航的校徽清晰可见,轮廓完整;图3展示的是内嵌石墨烯的三维复合结构。
40.分别采用聚酰亚胺(pi)、聚苯硫醚(pps)、聚醚酰亚胺(pei)和聚醚醚酮(peek)粉末作为原料来制备三维石墨烯复合材料,并通过拉曼图谱进行分析,结果如图4所示。上述三维复合结构中经激光碳化的部分均展示了石墨烯的d峰(1350cm
‑1),g峰(1580cm
‑1)和2d峰(2700cm
‑1),表明石墨烯的产生;而经激光照射发生烧结的部分,并没有显示出显著的峰值。
41.实施例1
42.一种三维石墨烯复合材料的3d打印成型方法,包括以下步骤:
43.s1将双面胶一侧固定在铝板上,另一侧粘连聚合物粉末,对聚合物粉体进行激光照射,产生聚合物烧结层基底;
44.s2在空气氛围中,将聚酰亚胺粉末均匀地铺开在基底烧结层表面,粉层厚度为40μm;
45.s3根据预先的设计,采用激光器以50.8mm/s的扫描速度、500的打印分辨率、0.375w的功率对聚酰亚胺粉末进行烧结;
46.s4在打印完毕的结构表面,进行第二次铺粉,铺粉厚度为40μm;
47.s5根据预先的设计,采用激光器以50.8mm/s的扫描速度、500的打印分辨率、0.375w的功率对聚酰亚胺粉末进行烧结;
48.s6逐层打印,反复重复步骤s4和s5,累计铺粉次数达80次后,完成三维聚合物三外界体的打印;
49.s7在s6打印完毕的结构表面,继续铺粉,铺粉厚度为80μm;
50.s8表面碳化,采用激光器以50.8mm/s的扫描速度、500的打印分辨率、1.5w的功率对聚酰亚胺粉末进行碳化;
51.s9清理粉末,得到表面为石墨烯结构的三维石墨烯复合材料,如图2(b)所示。
52.实施例2
53.一种三维石墨烯复合材料的3d打印成型方法,包括以下步骤:
54.s1将双面胶一侧固定在铝板上,另一侧粘连聚合物粉末,对聚合物粉体进行激光照射,产生聚合物烧结层基底;
55.s2在空气氛围中,将聚酰亚胺粉末均匀地铺开在基底烧结层表面,粉层厚度为40μm;
56.s3根据预先的设计,对于需要激光烧结的区域,采用激光器以50.8mm/s的扫描速度、500的打印分辨率、0.375w的功率对聚酰亚胺粉末进行烧结;对于需要激光诱导的区域,采用采用激光器以50.8mm/s的扫描速度、500的打印分辨率、1w的功率对聚酰亚胺粉末进行碳化;
57.s4在打印完毕的结构表面,进行第二次铺粉,铺粉厚度为40μm;
58.s5根据预先的设计,对于需要激光烧结的区域,采用激光器以50.8mm/s的扫描速度、500的打印分辨率、0.375w的功率对聚酰亚胺粉末进行烧结;对于需要激光诱导的区域,采用采用激光器以50.8mm/s的扫描速度、500的打印分辨率、1w的功率对聚酰亚胺粉末进行碳化;
59.s6逐层打印,反复重复步骤s4和s5,累计铺粉次数达100次后,完成三维复合结构的打印;
60.s7清理粉末,得到内嵌有石墨烯结构的三维石墨烯复合材料,如图3(a)所示。
61.采用扫描电子显微镜sem观察实施例1所得三维石墨烯复合材料表面,结果如图5(a)与图5(b)所示。其中图5(a)为聚合物烧结层的表面形貌,可以看出经激光低功率照射后,聚合物粉体黏连在一起;其中图5(b)为激光功率为1.5w时制备得到的三维石墨烯结构,可以看出石墨烯呈纤维网状结构。采用扫描电子显微镜sem观察实施例2所得三维石墨烯复合材料表面,结果如图5(a)与图5(c)所示。其中图5(a)为聚合物烧结层的表面形貌,可以看出经激光低功率照射后,聚合物粉体黏连在一起;其中图5(c)为激光功率为1w时制备得到的三维石墨烯结构,可以看出石墨烯呈片层状、多孔结构。采用透射电子显微镜tem观察实施例所得石墨烯部分,结果如图6所示,从图中可以看出制备所得材料为片层堆叠结构,且层间距为0.34nm,表明生成的结构为少层石墨烯结构。
62.应理解,前述仅说明了一些实施方式,可进行改变、修改、增加和/或变化而不偏离所公开的实施方式的范围和实质,该实施方式是示意性的而不是限制性的。此外,所说明的实施方式涉及当前考虑为最实用和最优选的实施方式,其应理解为实施方式不应限于所公开的实施方式,相反地,旨在覆盖包括在该实施方式的实质和范围内的不同的修改和等同设置。此外,上述说明的多种实施方式可与其它实施方式共同应用,如,一个实施方式的方面可与另一个实施方式的方面结合而实现再另一个实施方式。另外,任何给定组件的各独立特征或构件可构成另外的实施方式。
63.以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。