技术特征:
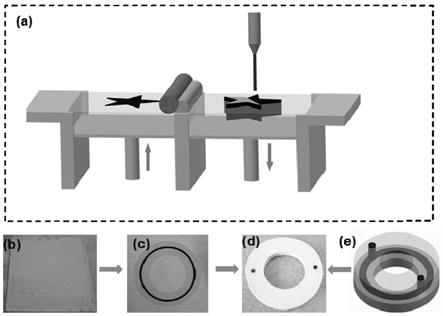
1.一种三维石墨烯复合材料的3d打印成型方法,包括以下步骤:s1基底加工,将双面胶一侧固定在底板上,另一侧粘连聚合物粉末,对聚合物粉体进行激光照射,产生聚合物烧结层基底;s2铺粉,将聚合物粉末平铺在所述烧结层基底表面,若形成单一石墨烯层结构,则粉层厚度为石墨烯生长高度的60%
‑
80%;若形成单一聚合物烧结层,则粉层厚度为20
‑
60μm;若形成部分烧结与部分碳化的复合层,则铺粉厚度为40
‑
60μm;s3激光选择性加工,按照预先设计的路径,使用10.6μm co2激光对聚合物粉末进行激光选择性碳化或烧结,形成单层石墨烯、单层烧结聚合物或单层复合层;s4继续铺粉,在成型的结构层表面平铺一层聚合物粉末,若形成单一石墨烯层结构,则粉层厚度是石墨烯生长高度的60%
‑
80%;若形成单一聚合物烧结层,则铺粉层厚度为20
‑
60μm;若形成部分烧结与部分碳化的复合层,则铺粉厚度为40
‑
60μm;s5激光选择性加工,按照预先设计的路径,使用10.6μm co2激光对聚合物粉末进行激光选择性碳化或烧结,形成单层石墨烯、单层烧结聚合物或单层复合层;s6逐层打印,反复重复步骤s4和s5,直至打印完成,得到三维石墨烯复合材料;s7清理粉末,得到三维石墨烯复合材料。2.根据权利要求1所述的方法,其特征在于,所述石墨烯位于三维石墨烯复合材料内部。3.根据权利要求1所述的方法,其特征在于,所述石墨烯位于三维石墨烯复合材料表面。4.根据权利要求1
‑
3任一所述的方法,其特征在于,进一步的,所述s3和s5中,扫描速度和打印分辨率分别为33.1
‑
43.1mm,2.54
‑
203.2mm/s和10
‑
1000ppi/inch;在形成单一石墨烯层结构时,激光碳化采用的为0.5
‑
25w;在形成单一烧结层时,激光功率为0.05
‑
0.3w;在形成部分烧结与部分碳化的复合层时,激光碳化采用的为0.5
‑
1w,激光烧结采用的功率为0.2
‑
0.3w;加工过程在室温大气环境条件下即可进行。5.根据权利要求1
‑
3任一所述的方法,其特征在于,所述s3和s5中激光选择性碳化或烧结采用单次诱导。6.根据权利要求1
‑
3任一所述的方法,其特征在于,所述聚合物粉末的粒径小于等于10μm。7.根据权利要求1
‑
3任一所述的方法,其特征在于,所述聚合物粉末为热塑性粉体,包括聚酰亚胺(pi)、聚苯硫醚(pps)、聚醚酰亚胺(pei)或聚醚醚酮(peek)粉末。.
技术总结
本发明提供了一种三维石墨烯复合材料的3D打印成型方法。该方法利用激光选择碳化技术,分别对聚合物粉末进行烧结和碳化,再通过逐层累加,从而能够原位制备得到三维石墨烯复合材料。该方法可以实现在聚合物烧结体的表面、内部成型三维石墨烯结构,即具备石墨烯优秀的特殊性能,又具备聚合物实体的功能性。同时可以自由定制三维实体的形状,任意设计复合材料中石墨烯的集成位置。本发明的三维石墨烯复合材料成型方法简单,快捷,成型精度高,制备的三维器件可满足不同的使用场景需求。的三维器件可满足不同的使用场景需求。的三维器件可满足不同的使用场景需求。
技术研发人员:罗斯达 刘福 王冠韬
受保护的技术使用者:北京航空航天大学
技术研发日:2021.08.27
技术公布日:2021/12/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。