1.本发明涉及一种面向集成电路测试的多腔体防错自动控制烘烤箱,同时也涉及基于该烘烤箱实现的多腔体防错自动控制烘烤方法,属于集成电路封测技术领域。
背景技术:
2.随着时代的发展,汽车、电脑、手机已经成为我们日常工作及生活娱乐的重要组成部分。这些主要归功于集成电路技术的突飞猛进。集成电路的集成度越来越高,功能越来越强大,体积越来越小。集成电路测试业正成为集成电路产业中一个不可或缺的独立行业。烘烤箱在测试过程中,作为去除集成电路中水分,保障芯片稳定性的设备,起着至关重要的作用。
3.集成电路芯片被组装成终端电子产品之前需要按照芯片性能进行筛选。该性能筛选过程即为芯片测试环节。测试环节接收晶圆切片封装后的产品,为了保证产品性能不受湿气的影响,在性能测试机测试之前或之后会经过烘烤步骤,用于排出产品存在的湿气。通常情况下,根据工艺要求在一百度以上环境内烘烤10多个小时。
4.目前,通常使用的芯片烘烤箱采用传统方式及结构,即一个整体大腔室内设置多层隔板,用于放置更多的烘烤产品。根据生产需求,人员将单批次或多批次产品放置于烘烤箱内,并进行温度设定、加热开启等。当有新的待烘烤产品时,打开烘烤箱箱门将待烘烤产品批次放置到闲置的烘烤区域。当产品烘烤时间达到要求后由操作人员带着隔热手套打开烘烤箱箱门取出已烘烤产品。
5.现有技术中的芯片烘烤箱在实际使用时,仍然存在以下的问题:
6.第一,实际烘烤过程中会在不同时间放入同批次或多批次产品,这样操作人员在取放出烘烤物料时,存在错误地将未到烘烤时间的产品取出或已到烘烤时间的产品忘记取出的风险,因此会导致产品烘烤不彻底或过烤。
7.第二,烘烤过程中添加待烘烤产品,需要打开腔室门,这样将造成烘烤箱内部温度与设定温度不匹配情况。
8.第三,烘烤过程中添加待烘烤产品,需要操作人员将产品放入到高温箱体内,存在烫伤等操作风险。
9.第四,操作人员在取放产品过程中,由于高温和产品放置在内部等原因,操作需要谨慎和缓慢操作。
10.第五,由于待烘烤产品和已烘烤产品不容易区分,在人员操作过程中存在混用风险。
技术实现要素:
11.本发明所要解决的首要技术问题在于提供一种面向集成电路测试的多腔体防错自动控制烘烤箱。
12.本发明所要解决的另一技术问题在于提供一种面向集成电路测试的多腔体防错
自动控制烘烤方法。
13.为实现上述技术目的,本发明采用以下技术方案:
14.根据本发明实施例的第一方面,提供一种面向集成电路测试的多腔体防错自动控制烘烤箱,包括:
15.烘烤箱本体,内部具有多个相互连通的烘烤腔,各所述烘烤腔朝向所述烘烤箱本体正面的一侧均具有烘烤入口;各所述烘烤腔与所述烘烤箱本体的正面相对的内侧均设有检测传感器,用于检测所述烘烤腔内是否存在待烘烤物料;
16.多个腔室门,均安装在所述烘烤箱本体的正面,所述多个腔室门分别与所述多个烘烤腔的烘烤入口相对应,以封堵或打开所述烘烤入口;
17.多个载体抽屉,分别可抽拉地安装在所述多个烘烤腔内,所述载体抽屉内用于承载所述待烘烤物料。
18.其中较优地,所述腔室门上安装有腔室标签,所述腔室标签的一侧设有标签伸缩机构,所述标签伸缩机构能够沿设定方向伸缩移动,以遮挡或曝露所述腔室标签。
19.其中较优地,所述标签伸缩机构包括伸缩气缸、固定块和遮挡板,所述伸缩气缸固定在所述腔室标签的一侧,所述固定块固定在所述伸缩气缸的动力输出端上,所述遮挡板固定在所述固定块上靠近所述腔室门的一侧,所述伸缩气缸的动力输出端能够带动所述固定块沿靠近或远离所述腔室标签的方向伸缩移动,以带动所述遮挡板遮挡或曝露所述腔室标签。
20.其中较优地,所述载体抽屉具有容纳腔,所述容纳腔底部的四角均设有支撑座,所述容纳腔两侧的侧壁上开设有相互对称的取放槽。
21.其中较优地,所述载体抽屉上靠近所述检测传感器的一端开设有检测通孔,所述载体抽屉上远离所述检测传感器的一端设有把手。
22.其中较优地,所述烘烤腔两侧的内壁上均设有滑道,所述载体抽屉两侧的外壁上均设有导向轮,所述导向轮与所述滑道滑动配合。
23.其中较优地,所述烘烤箱本体的正面还设有多个电动磁力锁,各所述电动磁力锁分别设置在各所述腔室门的一侧,以锁紧所述腔室门或解除对所述腔室门的锁紧。
24.根据本发明实施例的第二方面,提供一种基于面向集成电路测试的多腔体防错自动控制烘烤箱的烘烤方法,包括如下步骤:
25.启动烘烤箱本体,并将烘烤箱本体的内部烘烤腔加热至设定温度;
26.开启腔室门,将待烘烤物料放入载体抽屉内,并推入所述烘烤腔内;
27.关闭腔室门,利用检测传感器检测烘烤腔内是否存在待烘烤物料,若存在则设定烘烤时间并开始计时,若不存在则启动无料报警程序;
28.当达到所述设定时间后,启动提示报警程序;
29.利用检测传感器检测烘烤腔内是否存在待烘烤物料,若存在则持续启动提示报警程序,若不存在则取消提示报警程序,等待下批次进料。
30.其中较优地,所述开启腔室门,将待烘烤物料放入载体抽屉内,并推入所述烘烤腔内,具体包括如下步骤:
31.点击烘烤箱本体上的腔室门开启按钮;
32.通过所述腔室门上安装的腔室标签显示各烘烤腔的工作状态;
33.扫描所述腔室标签的条形码进行系统记录及信息比对,以将待烘烤物料与所述腔室标签进行绑定;
34.工作状态为空的烘烤腔开启腔室门;
35.将待烘烤物料放置在烘烤腔的载体抽屉内,并推入所述烘烤腔内。
36.其中较优地,所述无料报警程序包括:
37.当检测传感器检测烘烤腔内无料后,腔室门上安装的腔室标签显示异常,以进行无料报警提示;
38.人工现场确认,消除报警因素;
39.腔室标签恢复正常。
40.本发明所提供的多腔体防错自动控制烘烤箱,由于其烘烤箱本体存在多个相互连通的烘烤腔,能够有效避免人为错误取放烘烤产品。同时,每一个烘烤腔均设有独立的腔室门,配合各腔室门一侧的电动磁力锁进行自动控制,确保每个产品的烘烤时间达到工艺要求。此外,由于单个烘烤腔的开启对烘烤箱内的温度影响较小,从而保证了烘烤箱内的温度的稳定性。
附图说明
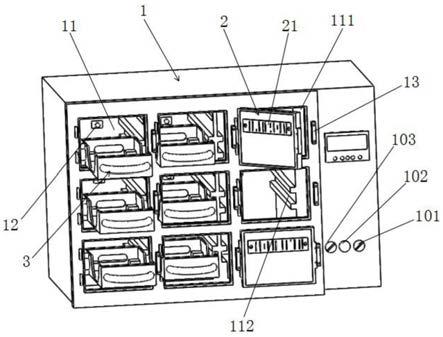
41.图1为本发明实施例提供的面向集成电路测试的多腔体防错自动控制烘烤箱的结构示意图;
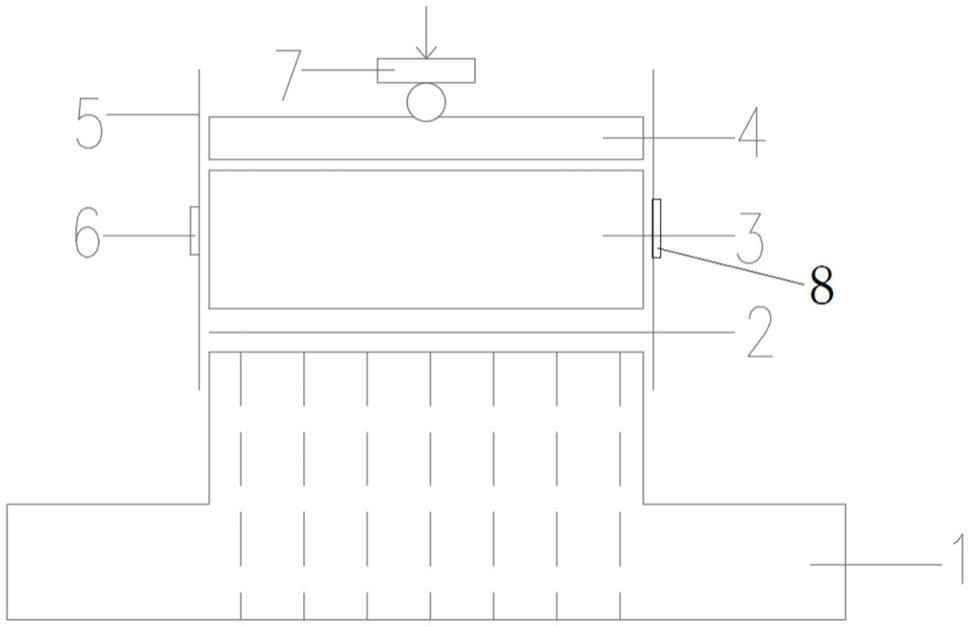
42.图2为本发明实施例中,载体抽屉的结构示意图;
43.图3为本发明实施例中,腔室门的结构示意图;
44.图4为本发明实施例提供的多腔体防错自动控制烘烤方法的流程图。
具体实施方式
45.下面结合附图和具体实施例对本发明的技术内容进行详细具体的说明。
46.<第一实施例>
47.请参照图1所示,为本发明实施例提供的一种面向集成电路测试的多腔体防错自动控制烘烤箱,其包括:烘烤箱本体1、多个腔室门2和多个载体抽屉3。其中,烘烤箱本体1具有烘烤内腔,该烘烤内腔内具有加热组件和温控组件,以使烘烤内腔能够达到设定温度,多个腔室门2用于打开或关闭烘烤入口,多个载体抽屉3用于承载待烘烤物料(例如,tray承载盘或晶圆切片封装后的产品),并能够进出烘烤箱本体1,以进行待烘烤物料的烘烤或取出。
48.其中,烘烤箱本体1内具有多个相互连通的烘烤腔11,即将烘烤箱本体1内部的大腔体分隔为多个相互连通的小腔体;各烘烤腔11的朝向烘烤箱本体1正面(即图1中的a面)的一侧均具有烘烤入口111,以用于待烘烤物料的进出;各烘烤腔11的与烘烤箱本体1的正面相对的内侧均设有检测传感器12,以用于检测烘烤腔11内是否存在待烘烤物料。
49.在本发明实施例中,烘烤箱本体1优选为长方体形状,烘烤腔11也为长方体形状,但不限定于烘烤箱本体1与烘烤腔11的具体形状,在其他实施例中,还可以为圆柱形、三棱柱形等其他形状。
50.多个腔室门2均安装在烘烤箱本体1的正面,并且多个腔室门2分别与多个烘烤腔11的烘烤入口111相对应,以封堵或打开烘烤入口111。其中,多个腔室门2独立控制,其中一
个腔室门2的打开与关闭不影响其他腔室门2的正常使用,每个独立的腔室门2根据实际设置条件进行开关和报警提示。多腔室的结构设计能够有效隔离人为错误取放待烘烤物料,结合多个腔室门2的独立控制,能够确保每个待烘烤物料的烘烤时间达到工艺要求。同时,由于各烘烤腔11取放待烘烤物料时打开箱门面积小,对烘烤箱本体1内部温度影响较小。
51.多个载体抽屉3分别可抽拉地安装在多个烘烤腔11内,载体抽屉3内用于承载待烘烤物料。具体的,参照图2所示,该载体抽屉3具有容纳腔31,待烘烤物料用于放置在该容纳腔31内;容纳腔31底部的四角均设有支撑座32,用于为待烘烤物料的放置提供支撑,当待烘烤物料放入容纳腔31内后,待烘烤物料的四角能够分别支撑在四个支撑座32上,进而使得待烘烤物料在容纳腔31内悬空,以便于对待烘烤物料的顶面和底面进行烘烤;同时,在容纳腔31两侧的侧壁上开设有相互对称的取放槽311,以便于待烘烤物料的取放。
52.此外,在本发明实施例中,容纳腔31两侧的侧壁均为倾斜的导向面,即容纳腔31两侧的侧壁顶部的距离略大于容纳腔31两侧的侧壁底部的距离,从而能够为待烘烤物料的放置提供一定的导向作用,便于待烘烤物料的取放。
53.在上述实施例中,载体抽屉3上靠近检测传感器12的一端开设有检测通孔33,从而使得检测传感器12能够透过该检测通孔33检测到容纳腔31内是否存在待烘烤物料;该检测通孔33优选为长条形,当然也可以是圆形或多边形。同时,在载体抽屉3上远离检测传感器12的一端设有把手34,利用该把手34能够对载体抽屉3进行抽拉,以提高对载体抽屉3抽拉的便利性。
54.在上述实施例中,烘烤腔11两侧的内壁上均设有滑道112,载体抽屉3两侧的外壁上均设有导向轮35,导向轮35与滑道112滑动配合。由此,通过导向轮35与滑道112的滑动配合一方面能够对载体抽屉3的移动进行导向,另一方面也能够提高载体抽屉3抽拉的便利性。其中,优选的,导向轮35的直径与滑道112的宽度相匹配,从而有利于提高载体抽屉3抽拉的稳定性,当然,在其他实施例中,导向轮35的直径也可以小于滑道112的宽度,具体尺寸在此不做限定。
55.参照图3所示,腔室门2上安装有腔室标签21,腔室标签21的一侧设有标签伸缩机构22,标签伸缩机构22能够沿设定方向伸缩移动,以遮挡或曝露腔室标签21。其中,该腔室标签21的条形码内包含有腔室信息,该腔室信息具体可以包括:烘烤腔11的位置和编号、当前工作状态等。当操作人员按下进料门开启按钮后,标签伸缩机构22带动腔室标签21自动上升显示,以显示目前处于空闲状态的烘烤腔11,通过扫码确认当前批次后,空闲状态的烘烤腔11打开,操作人员抽出载体抽屉3,将待烘烤物料放置于载体抽屉3内,并将载体抽屉3推回到烘烤腔11内部,然后关闭腔室门2。待烘烤物料的批次防混通过标签伸缩机构22(即硬件)及标签识别系统(即软件)数据比对两方面来实现,即入箱产品批次与腔室标签21进行绑定,以记录每一个烘烤腔11内放置的是哪一个待烘烤物料,烘烤开始后,标签伸缩机构22带动腔室标签21进行自动隐藏。
56.在上述实施例中,标签伸缩机构22包括伸缩气缸221、固定块222和遮挡板223。其中,伸缩气缸221固定在腔室标签21的一侧,以用于提供驱动力,在其他实施例中,伸缩气缸221也可以适应性替换为直线电机、电动推杆等动力部件;固定块222固定在伸缩气缸221的动力输出端上,以作为伸缩气缸221与遮挡板223之间的连接件;该遮挡板223固定在固定块222上靠近腔室门2的一侧,伸缩气缸221的动力输出端能够带动固定块222沿靠近或远离腔
室标签21的方向(即图3中的上下方向)伸缩移动,以带动遮挡板223遮挡或曝露腔室标签21。能够理解的是,该伸缩气缸221与标签识别系统电连接,以通过该标签识别系统控制伸缩气缸221的伸缩运动。
57.参照图1所示,在上述实施例中,烘烤箱本体1的正面还设有多个电动磁力锁13,各电动磁力锁13分别设置在各腔室门2的一侧,以锁紧腔室门2或解除对腔室门2的锁紧。具体的,该电动磁力锁13通过磁力的通断来实现对腔室门2的锁定或解除锁定,例如:电动磁力锁13通电状态下产生磁力,断电状态下无磁力,当腔室门2关闭后,通过给电动磁力锁13通电使得电动磁力锁13产生磁力,以对腔室门2进行锁定;当需要打开腔室门2时,通过给电动磁力锁13断电使得电动磁力锁13无磁力,此时,电动磁力锁13解除对腔室门2的锁定,可打开腔室门2。由此,利用该电动磁力锁13能够提高腔室门2使用的稳定性和密封性,不会出现因腔室门2关闭不严而导致的故障。
58.此外,能够理解的是,该电动磁力锁13可通过控制系统进行自动控制,当腔室标签21显示出目前处于空闲状态的烘烤腔11后,通过扫码确认当前批次,并控制电动磁力锁13断电,从而能够打开处于空闲状态的烘烤腔11。本实施例中,利用电动磁力锁13对腔室门2进行锁定仅为其中一种实施方式,在其他实施例中,电动磁力锁13可适应性地替换为其他机械锁或电动锁结构。
59.<第二实施例>
60.参照图4所示,本发明实施例还提供一种基于面向集成电路测试的多腔体防错自动控制烘烤箱的烘烤方法,至少包括如下步骤:
61.s1:启动烘烤箱本体1,并将烘烤箱本体1的内部烘烤腔加热至设定温度。
62.具体的,按压烘烤箱本体1上的启动按钮101和加热按钮102,使得烘烤箱本体内的加热系统开始加热,通过温度传感器对烘烤箱本体的内部温度进行检测,当温度传感器检测到烘烤箱本体的内部温度达到设定温度后,停止加热并开启保温模式,以将温度保持在该设定温度。
63.s2:开启腔室门,将待烘烤物料放入载体抽屉内,并推入烘烤腔内。
64.具体的,进一步包括步骤s21~s24:
65.s21:点击烘烤箱本体1上的腔室门开启按钮103;
66.s22:通过腔室门2上安装的腔室标签21显示各烘烤腔11的工作状态;即:各烘烤腔11的位置、编号以及是否处于空闲状态;
67.s23:扫描腔室标签21的条形码进行系统记录及信息比对,以将待烘烤物料与腔室标签21进行绑定;由此,可得知待烘烤物料即将进入哪一个烘烤腔11进行烘烤。
68.s24:工作状态为空的烘烤腔开启腔室门;
69.s25:将待烘烤物料放置在烘烤腔的载体抽屉3内,并推入烘烤腔11内,关闭腔室门2。
70.s3:利用检测传感器检测烘烤腔内是否存在待烘烤物料,若存在则设定烘烤时间并开始计时,若不存在则启动无料报警程序;
71.具体的,当待烘烤物料推入烘烤腔11内后,关闭腔室门2,利用烘烤腔11内壁上的检测传感器12透过载体抽屉3的检测通孔33检测载体抽屉3内是否存在待烘烤物料,根据载体抽屉3内是否存在待烘烤物料分别执行步骤s31和步骤s32。
72.s31:若存在待烘烤物料,则系统开始设定烘烤时间(例如:10h),并开始计时,以保证每一个待烘烤物料均能够独立计时,从而保证每一个待烘烤物料均能够烘烤足够的时长。
73.s32:若不存在待烘烤物料,则启动无料报警程序,其中,无料报警程序包括步骤s321~s323:
74.s321:当检测传感器检测烘烤腔11内无料后,腔室门2上安装的腔室标签21显示异常,以进行无料报警提示,例如:声音提示、指示灯提示等;
75.s322:人工现场确认,消除报警因素;
76.s323:腔室标签21恢复正常。
77.s4:当达到设定时间后,启动提示报警程序;其中,提示报警程序可以通过声音提示、指示灯提示等方式对操作人员进行提示。
78.s5:利用检测传感器12检测烘烤腔11内是否存在待烘烤物料,若存在则持续启动提示报警程序,若不存在则取消提示报警程序,等待下批次进料。
79.具体的,当达到设定时间后,需要人工将待烘烤物料取出,此时,通过检测传感器12检测烘烤腔11内仍然存在物料时,则说明操作人员未及时将烘烤完成的物料取出,从而会持续启动提示报警程序,以提示操作人员尽快取出物料;当操作人员将物料取出后,则检测传感器12检测烘烤腔11内不存在待烘烤物料,此时,提示报警程序取消,等待对下一批次物料的烘烤。
80.综上所述,本发明实施例提供的多腔体防错自动控制烘烤箱及烘烤方法,其烘烤箱本体1存在多个相互连通的烘烤腔11,能够有效避免人为错误取放烘烤产品,同时,每一个烘烤腔11均设有独立的腔室门2,配合各腔室门2一侧的电动磁力锁13进行自动控制,确保每个产品的烘烤时间达到工艺要求;此外,由于单个烘烤腔11的开启对烘烤箱内的温度影响较小,从而保证了烘烤箱内的温度的稳定性。标签伸缩机构22配合标签识别系统能够将待烘烤物料与烘烤腔11进行绑定,以防止混淆。载体抽屉3采用滑道滚轮形式实现来回滑动,整体设计更加符合人体工程学。
81.上面对本发明所提供的面向集成电路测试的多腔体防错自动控制烘烤箱及其方法进行了详细的说明。对本领域的一般技术人员而言,在不背离本发明实质内容的前提下对它所做的任何显而易见的改动,都将构成对本发明专利权的侵犯,将承担相应的法律责任。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。