1.本发明涉及带钢轧制技术领域,具体涉及一种轧机工作辊的交叉接触点位置获取方法和装置。
背景技术:
2.对于轧机,特别是热轧机,上下工作辊的交叉程度对于轧机工作侧和操作侧刚度差有着显著的影响,目前主要通过有限元的方法进行计算。首先轧机的体积过于巨大,而轧机辊系交叉接触点位置变化通常较小,这就导致了仿真需要在微观尺度和宏观尺度都能复现轧机的真实工况,仿真过程复杂,准确性低。
3.因此,如何准确获得轧机工作辊的交叉接触点位置,是目前亟需解决的技术问题。
技术实现要素:
4.本发明的目的是提供一种轧机工作辊的交叉接触点位置获取方法和装置,以准确获得轧机工作辊的交叉接触点位置。
5.为实现上述目的,本发明实施例提供了以下方案:
6.第一方面,本发明实施例提供一种轧机工作辊的交叉接触点位置获取方法,所述方法包括:
7.在带钢轧制时,获取上工作辊轴承座衬板在上工作辊作用下受到的压力f1和下工作辊轴承座衬板在下工作辊作用下受到的压力f2;
8.获取所述上工作辊轴承座衬板的中心点a点至所述下工作辊轴承座衬板的中心点b点的距离l
ab
;
9.将所述上工作辊和所述下工作辊的交叉接触点c点视为与所述a点、所述b点共线,根据力矩平衡,获取所述c点的位置。
10.在一种可能的实施例中,所述获取所述上工作辊轴承座衬板的中心点a点至所述下工作辊轴承座衬板的中心点b点的距离l
ab
,包括:
11.获取所述a点的第一空间位置;
12.获取所述b点的第二空间位置;
13.根据所述第一空间位置和所述第二空间位置,获取l
ab
。
14.在一种可能的实施例中,所述将所述上工作辊和所述下工作辊的交叉接触点c点视为与所述a点、所述b点共线,根据力矩平衡,获取所述c点的位置,包括:
15.计算所述c点到所述b点的距离l
bc
,具体计算公式为:
[0016][0017]
根据l
bc
,确定所述c点的位置。
[0018]
在一种可能的实施例中,所述获取所述c点的位置之后,所述方法还包括:
[0019]
获取所述a点与所述b点连线中点d点的位置;
[0020]
判断所述c点到所述d点的距离是否大于设定阈值;
[0021]
若大于,则发出轧辊轴向力过大故障报警。
[0022]
第二方面,本发明实施例提供了一种轧机工作辊的交叉接触点位置获取装置,所述装置包括:
[0023]
第一获取模块,用于在带钢轧制时,获取上工作辊轴承座衬板在上工作辊作用下受到的压力f1和下工作辊轴承座衬板在下工作辊作用下受到的压力f2;
[0024]
第二获取模块,用于获取所述上工作辊轴承座衬板的中心点a点至所述下工作辊轴承座衬板的中心点b点的距离l
ab
;
[0025]
第三获取模块,用于将所述上工作辊和所述下工作辊的交叉接触点c点视为与所述a点、所述b点共线,根据力矩平衡,获取所述c点的位置。
[0026]
在一种可能的实施例中,所述第二获取模块,包括:
[0027]
第四获取模块,用于获取所述a点的第一空间位置;
[0028]
第五获取模块,用于获取所述b点的第二空间位置;
[0029]
第六获取模块,用于根据所述第一空间位置和所述第二空间位置,获取l
ab
。
[0030]
在一种可能的实施例中,所述第三获取模块,包括:
[0031]
第一计算模块,用于计算所述c点到所述b点的距离l
bc
,具体计算公式为:
[0032][0033]
第一确定模块,用于根据l
bc
,确定所述c点的位置。
[0034]
在一种可能的实施例中,所述装置还包括:
[0035]
第七获取模块,用于获取所述a点与所述b点连线中点d点的位置;
[0036]
第一判断模块,用于判断所述c点到所述d点的距离是否大于设定阈值;
[0037]
第一报警模块,用于在所述c点到所述d点的距离大于设定阈值时,发出轧辊轴向力过大故障报警。
[0038]
第三方面,本发明实施例提供一种电子设备,包括:
[0039]
存储器,用于存储计算机程序;
[0040]
处理器,用于执行所述计算机程序以实现第一方面中任一所述的轧机工作辊的交叉接触点位置获取方法的步骤。
[0041]
第四方面,本发明实施例提供一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时以实现第一方面中任一所述的轧机工作辊的交叉接触点位置获取方法的步骤。
[0042]
本发明与现有技术相比,具有如下的优点和有益效果:
[0043]
本发明首先在带钢轧制时根据上工作辊轴承座衬板受到的压力和下工作辊轴承座衬板受到的压力,然后获取上工作辊轴承座衬板的中心点a点至下工作辊轴承座衬板的中心点b点的距离l
ab
,最后将上工作辊和下工作辊的交叉接触点c点视为与a点、b点共线,根据力矩平衡,获取c点的位置。本发明根据轧辊轴承座受力状况以及力矩平衡分析,准确实时获得了上工作辊和下工作辊的交叉接触点位置。
附图说明
[0044]
为了更清楚地说明本说明书实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本说明书的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0045]
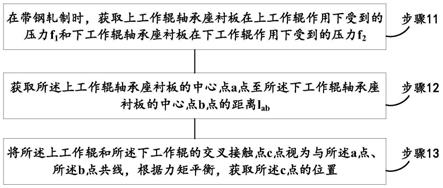
图1是本发明实施例提供的一种轧机工作辊的交叉接触点位置获取方法的流程图;
[0046]
图2是本发明实施例提供的一种四辊轧机的结构示意图;
[0047]
图3是本发明实施例提供的a点和b点的受力分析示意图;
[0048]
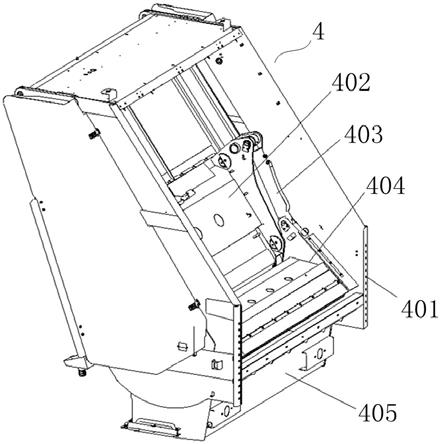
图4是本发明实施例提供的一种轧机工作辊的交叉接触点位置获取装置的结构示意图。
具体实施方式
[0049]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明实施例保护的范围。
[0050]
请参阅图1,图1为本发明实施例提供的一种轧机工作辊的交叉接触点位置获取方法的流程图,该方法实施例可以应用在如图2所示的四辊轧机中,具体包括步骤11至步骤13。
[0051]
步骤11,在带钢轧制时,获取上工作辊轴承座衬板在上工作辊作用下受到的压力f1和下工作辊轴承座衬板在下工作辊作用下受到的压力f2。
[0052]
具体的,如图2所示的四辊轧机中,上工作辊轴承座衬板和下工作辊轴承座衬板上均设有应变片,本实施例可以在带钢轧制时,通过应变片,测量获得上工作辊轴承座衬板在上工作辊作用下受到的压力f1和下工作辊轴承座衬板在下工作辊作用下受到的压力f2。
[0053]
步骤12,获取所述上工作辊轴承座衬板的中心点a点至所述下工作辊轴承座衬板的中心点b点的距离l
ab
。
[0054]
具体的,可以用激光跟踪仪测量轴承座衬板的空间位置,拟合出上工作辊轴承座衬板的中心点a点的空间位置和下工作辊轴承座衬板的中心点b点的空间位置,然后利用距离公式即可计算出a点至b点的距离l
ab
。
[0055]
具体的,步骤12可以包括步骤21至步骤23。
[0056]
步骤21,获取所述a点的第一空间位置。
[0057]
用激光跟踪仪测量上工作辊轴承座衬板的空间位置,拟合出上工作辊轴承座衬板的中心点a点的第一空间位置(x1,y1)。
[0058]
步骤22,获取所述b点的第二空间位置。
[0059]
用激光跟踪仪测量下工作辊轴承座衬板的空间位置,拟合出下工作辊轴承座衬板的中心点b点的第二空间位置(x2,y2)。
[0060]
步骤23,根据所述第一空间位置和所述第二空间位置,获取l
ab
。
[0061]
具体的,利用如下公式即可计算获得l
ab
:
[0062][0063]
步骤13,将所述上工作辊和所述下工作辊的交叉接触点c点视为与所述a点、所述b点共线,根据力矩平衡,获取所述c点的位置。
[0064]
具体的,为了快速准确获取上工作辊和下工作辊的交叉接触点c点的位置,本步骤将a点、b点和c点视为共线,然后对a点、b点和c点进行力学分析,最后准确获得了c点的位置。
[0065]
这里,本实施例还提供了直接通过计算公式来计算获取c点的位置的方案,具体包括步骤31至步骤32。
[0066]
步骤31,计算所述c点到所述b点的距离l
bc
,具体计算公式为:
[0067][0068]
如图3所示为本发明实施例提供的a点和b点的受力分析示意图。
[0069]
图3中,若以c点为支点,为了保持力矩平衡,需要满足以下关系:
[0070]
f1l
ac
=f2l
bc
;其中,l
ac
为a点到c点的距离,l
bc
为b点到c点的距离。
[0071]
图3中,若以a点为支点,为了保持力矩平衡,需要满足以下关系:
[0072]
(f1 f2)l
ac
=f2l
ab
。
[0073]
通过联立方程组,可得以下关系:
[0074][0075]
最终可获得:
[0076][0077]
步骤32,根据l
bc
,确定所述c点的位置。
[0078]
具体的,由于a点、b点和c点共线,在知道b点的空间位置后,即可根据c点到b点的距离l
bc
,最终确定出c点的位置。
[0079]
通过c点的位置,配合辊系交叉角度和工作辊直径,即可求得工作辊的交叉刚度。
[0080]
特别应该说明的是,本实施例以四辊轧机举例说明,但并能将本实施例的适用范围限定在四辊轧机中,六辊轧机同样也适用与本方法。
[0081]
在获得c点的位置之后,本实施例还提供了一种轧辊轴向力过大故障报警方案,具体包括步骤41至步骤43。
[0082]
步骤41,获取所述a点与所述b点连线中点d点的位置。
[0083]
具体的,在上工作辊和下工作辊不交叉时,c点应当位于a点与b点连线中点d点的位置,因此可以通过c点偏离d点的距离大小,来判断当前的轧辊轴向力是否过大。
[0084]
步骤42,判断所述c点到所述d点的距离是否大于设定阈值。
[0085]
具体的,由于c点位置和d点位置均已知,可以通过距离计算公式获取c点到d点的距离。设定阈值可以通过试验标定获得,当然也可以根据经验灵活设置。
[0086]
步骤43,若大于,则发出轧辊轴向力过大故障报警。
[0087]
具体的,当发出轧辊轴向力过大故障报警后,本实施例可以对产线进行停机操作,
并通知技术人员进行检修,避免轧辊轴向力过大对轴承座的损坏。
[0088]
通过本实施例,可以对轧机辊系的交叉点进行在线测量,避免交叉点偏移过大导致的轴向力损坏轧辊轴承,同时交叉点的测量可以修正利用交叉角度对轧机交叉刚度的计算值,使得轧机的厚度控制精度得以提升,具有推广应用价值。
[0089]
基于与方法同样的发明构思,本发明实施例还提供了一种轧机工作辊的交叉接触点位置获取装置,如图4所示为该装置实施例的结构示意图,所述装置包括:
[0090]
第一获取模块51,用于在带钢轧制时,获取上工作辊轴承座衬板在上工作辊作用下受到的压力f1和下工作辊轴承座衬板在下工作辊作用下受到的压力f2;
[0091]
第二获取模块52,用于获取所述上工作辊轴承座衬板的中心点a点至所述下工作辊轴承座衬板的中心点b点的距离l
ab
;
[0092]
第三获取模块53,用于将所述上工作辊和所述下工作辊的交叉接触点c点视为与所述a点、所述b点共线,根据力矩平衡,获取所述c点的位置。
[0093]
在一种可能的实施例中,所述第二获取模块,包括:
[0094]
第四获取模块,用于获取所述a点的第一空间位置;
[0095]
第五获取模块,用于获取所述b点的第二空间位置;
[0096]
第六获取模块,用于根据所述第一空间位置和所述第二空间位置,获取l
ab
。
[0097]
在一种可能的实施例中,所述第三获取模块,包括:
[0098]
第一计算模块,用于计算所述c点到所述b点的距离l
bc
,具体计算公式为:
[0099][0100]
第一确定模块,用于根据l
bc
,确定所述c点的位置。
[0101]
在一种可能的实施例中,所述装置还包括:
[0102]
第七获取模块,用于获取所述a点与所述b点连线中点d点的位置;
[0103]
第一判断模块,用于判断所述c点到所述d点的距离是否大于设定阈值;
[0104]
第一报警模块,用于在所述c点到所述d点的距离大于设定阈值时,发出轧辊轴向力过大故障报警。
[0105]
基于与前述实施例中同样的发明构思,本发明实施例还提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现前文任一所述轧机工作辊的交叉接触点位置获取方法的步骤。
[0106]
基于与前述实施例中同样的发明构思,本发明实施例还提供一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现前文任一所述轧机工作辊的交叉接触点位置获取方法的步骤。
[0107]
本发明实施例中提供的技术方案,至少具有如下技术效果或优点:
[0108]
本发明实施例首先在带钢轧制时根据上工作辊轴承座衬板受到的压力和下工作辊轴承座衬板受到的压力,然后获取上工作辊轴承座衬板的中心点a点至下工作辊轴承座衬板的中心点b点的距离l
ab
,最后将上工作辊和下工作辊的交叉接触点c点视为与a点、b点共线,根据力矩平衡,获取c点的位置。本发明实施例根据轧辊轴承座受力状况以及力矩平衡分析,准确实时获得了上工作辊和下工作辊的交叉接触点位置。
[0109]
本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序
产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd
‑
rom、光学存储器等)上实施的计算机程序产品的形式。
[0110]
本发明是参照根据本发明实施例的方法、装置(模块、系统)、和计算机程序产品的流程图和/或方框图来描述。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式计算机或者其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
[0111]
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
[0112]
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
[0113]
尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
[0114]
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包括这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。