水射流清创和伤口床准备
1.本技术要求于2019年6月10日提交的gb1908251.0的优先权,其在此通过引用整体并入。
背景技术:
2.smith&nephew versajet
tm
hydrosurgery系统使用高压盐水射流进行清创和伤口床准备。versajet
tm
hydrosurgery系统的部件在美国专利号9,597,107和9,341,184中进行了描述,其在此通过引用整体并入。参考现有技术的图1a
‑
1c,盐水从手柄的顶部处的高压喷管11流出,通过喷管11的端部12旋转180
°
,并从喷管11喷射到手柄的底部处的排空管7。喷管11焊接到限定治疗窗口14的远侧尖端5。
3.喷管11中的孔口构件(喷嘴)6是决定水压和清创效果的关键部件。在versajet
tm
hydrosurgery系统中,孔口构件6通过压接工艺组装到喷管11。孔口构件6放置在喷管11的扩口端上,并且喷管11的端部通过向内弯曲而被压接以将孔口构件6固定在喷管11中。
4.孔口构件呈环的形式,所述环构造成形成液体射流并限定液体流动通道,所述液体流动通道具有从第一末端到靠近第二末端的位置连续减小的直径。排空管具有与孔口构件相对定位的开口,并且构造成接收从孔口构件发射的液体射流的至少一部分并且将液体流传送离开该开口。压力喷管构造和定位成将液体流传送到孔口构件。压力喷管安装在壳体的外表面上并且包括位于压力喷管的远侧开口处的保持器。保持器在压力喷管的远侧尖端中形成凹井,并且构造成将孔口构件完全保持和定位在保持器内部,使得孔口构件与压力喷管的远端和液体流同轴。压力喷管的开口的远端延伸超过排空管的远端,使得在操作中,来自孔口构件的液体流朝向手柄被引导。
5.通过将具有平坦表面和弯曲的相对表面的圆环形状的孔口构件固定到保持器或保持器内来制造喷嘴组件。喷嘴组件能够承受至少约1,000psig的内部液体压力而不会发生故障。
6.如现有技术的图2中所示,versajet
tm
hydrosurgery系统包括实施为一次性使用机头的活塞泵。泵包括泵壳体,所述泵壳体构造成由驱动控制台可移除地接收。泵壳体包括插入部段、联接部段和手柄。插入部段、联接部段和手柄线性地布置,其中联接部段在插入部段和手柄之间。插入部段构造成可移除地接收驱动控制台的推杆。联接部段包括一个外部卵形凸缘。位于泵壳体中的阀组件包括入口通道、出口通道、入口球阀和出口球阀。入口通道和出口通道并排位于泵壳体中并且与限定在插入部段中的腔室流体连通。腔室具有与入口通道和出口通道轴向对准的倾斜壁。活塞可滑动地接收在腔室内并且包括布置在腔室内以由倾斜壁作用以接合推杆的挠性构件。将活塞联接到推杆所需的唯一外力是在第一方向上作用在活塞上的轴向力,而将活塞从推杆脱离所需的唯一外力是在与第一方向相反的第二方向上作用在活塞上的轴向力。
7.如现有技术的图3中所示,versajet
tm
hydrosurgery系统使用单个尖刺(spike)与盐水袋连接。
技术实现要素:
8.versajet
tm
hydrosurgery系统机头的手柄包括需要复杂组装/焊接过程的多个部件。特别是,versajet
tm
hydrosurgery系统的远侧尖端5(图1a
‑
1c)具有通过金属注射模制形成的复杂几何形状,并且需要激光焊接到细喷管11。
9.当前的设计减少了部件和子组件的数量,例如,将若干部件集成为单件以避免部件的组装并保持部件的对准。
10.一种用于治疗组织的水射流机头包括具有上壳体和下壳体的手柄,安装到所述上壳体的喷管,以及从所述喷管接收液体并限定用于用液体射流治疗组织的治疗窗口的远侧尖端。所述远侧尖端与所述上壳体是一体的。
11.versajet
tm
hydrosurgery系统中从上到下的水流需要弯曲喷管11的尖端以及将喷管11焊接到远侧尖端5。
12.当前设计的特定实施例切换喷管和排空管的位置,允许喷管具有直远端区域并且消除远侧尖端。
13.一种用于治疗组织的水射流机头包括手柄,所述手柄包括上壳体和下壳体。所述下壳体限定治疗窗口。所述机头包括安装到所述下壳体的喷管。所述喷管具有直远端区域。所述治疗窗口构造成用经由所述喷管输送到所述治疗窗口的液体射流来治疗组织。所述机头包括安装到所述上壳体的排空管。
14.versajet
tm
hydrosurgery系统的活塞泵还包括需要复杂组装的多个部件。
15.当前的设计减少了部件和子组件的数量,例如,将若干部件集成为单件以避免部件的组装并保持部件的对准。
16.一种水射流清创和伤口床准备系统的活塞泵包括集成的整体活塞组件,所述活塞组件包括配件保持器、进给管线配件和支撑筛网。该方面的实施例可以包括可连接以形成内腔的两个手柄半部,所述内腔容纳包括集成的整体活塞组件的活塞泵的部件。
17.如果盐水袋是空的,在versajet
tm
hydrosurgery系统中使用单个尖刺可以允许空气进入管并互锁盐水管。
18.当前设计的两个尖刺组件使空气能够从敞开的尖刺排出。
19.一种水射流清创和伤口床准备系统包括活塞泵和带有管道的两个尖刺,所述管道从所述活塞泵的入口延伸并且构造成控制空气进入所述系统。
20.根据一个方面,一种用于治疗组织的水射流机头包括手柄壳体,安装到所述壳体的喷管,以及从所述喷管接收液体并限定用于用液体射流治疗组织的治疗窗口的远侧尖端。所述远侧尖端与所述壳体是一体的。
21.该方面的实施例可以包括以下特征中的一个或多个。
22.所述壳体包括上壳体和下壳体,并且所述远侧尖端与所述上壳体是一体的。所述上壳体包括远侧壳体和近侧壳体,并且所述远侧尖端和所述远侧壳体是一体的整体部件。所述水射流机头包括由所述下壳体接收的排空管。所述喷管包括180度弯曲远端。所述水射流机头包括孔口构件。
23.根据另一方面,一种用于治疗组织的水射流机头包括具有上壳体和下壳体的手柄,安装到所述下壳体的喷管,以及安装到所述上壳体的排空管。所述下壳体限定治疗窗口。所述喷管具有直远端区域。所述治疗窗口构造成用经由所述喷管输送到所述治疗窗口
的液体射流来治疗组织。
24.该方面的实施例可以包括限定远侧内表面的下壳体和限定远侧内表面的上壳体。所述远侧内表面构造成将液体射流从所述治疗窗口引导到所述排空管。
25.根据另一方面,一种用于治疗组织的水射流机头包括限定内部流动路径和治疗窗口的远侧尖端,远侧尖端帽,以及位于所述远侧尖端和所述帽之间的孔口构件。所述机头构造成使液体流过所述流动路径并流出所述孔口构件到达所述治疗窗口。
26.根据另一方面,一种用于水射流清创和伤口床准备系统的泵包括集成的整体活塞组件,所述活塞组件包括配件保持器、进给管线配件和支撑筛网。
27.该方面的实施例可以包括以下特征中的一个或多个:手柄,活塞,活塞帽,单个o形环,以及两个阀球。在图示的实施例中,所述泵包括可连接以形成内腔的两个手柄半部,所述内腔容纳所述集成的整体活塞组件。所述连接的手柄半部形成活塞帽。
28.根据另一方面,一种水射流清创和伤口床准备系统包括活塞泵,以及带有管道的两个尖刺,所述管道从所述活塞泵的入口延伸并且构造成控制空气进入所述系统。
29.根据另一方面,一种用于治疗组织的水射流机头包括喷管,接收在所述喷管的远端中的孔口构件,以及在所述孔口构件和所述喷管的流体出口之间在所述孔口构件的顶部上接收在所述喷管的远端中的间隔件。在图示的实施例中,所述间隔件焊接到所述喷管。
附图说明
30.图1a
‑
1c示出了水射流清创和伤口床准备系统的现有技术手柄。
31.图2示出了水射流清创和伤口床准备系统的现有技术活塞泵。
32.图3示出了在水射流清创和伤口床准备系统中与盐水袋的现有技术单尖刺连接。
33.图4a
‑
4i包括水射流清创和伤口床准备系统的手柄的各种视图。
34.图5是水射流清创和伤口床准备系统的手柄的替代实施例的横截面图。
35.图6a
‑
6d包括水射流清创和伤口床准备系统的手柄的另一个替代实施例的各种视图。
36.图7a
‑
7f示出了机头的工业设计的各种实施例。
37.图8a
‑
8d包括水射流清创和伤口床准备系统的活塞泵的各种视图。
38.图9a
‑
9d包括水射流清创和伤口床准备系统的活塞泵的替代实施例的各种视图。
39.图10和11示出了水射流清创和伤口床准备系统的双尖刺盐水袋组件。
40.图12示出了水射流清创和伤口床准备系统的滴注室。
41.图13a
‑
13c示出了水射流清创和伤口床准备系统的控制台。
42.图14a
‑
16b示出了孔口构件组装过程的各种实施例。
具体实施方式
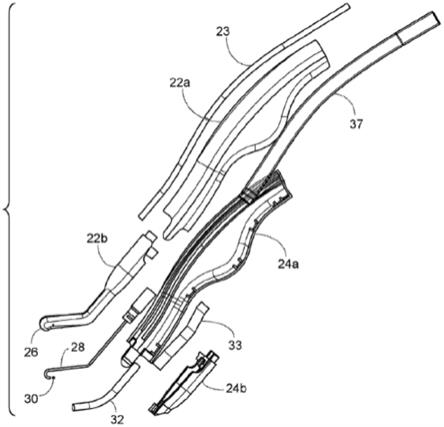
43.参考图4a
‑
4h,水射流清创和伤口床准备系统的机头20包括手柄顶部壳体22和手柄底部壳体24。手柄顶部壳体22具有近侧壳体22a和带有远侧尖端26的远侧壳体22b,所述远侧尖端是远侧壳体22b的一体部件,例如,一个塑料模制或机加工部件,使得远侧尖端26和远侧壳体22b是一体的整体部件,并且机头的组装不包括将远侧尖端26附接到远侧壳体22b。接收在远侧壳体22b内的是具有液体出口孔口构件30的喷管28。远侧壳体22b的远侧尖
端26限定用于用液体射流治疗组织的治疗窗口36。接收在近侧壳体22a内的是高压软管23,高压水通过所述高压软管进给到喷管28。使远侧尖端26与远侧壳体22b成一体消除了将喷管焊接到远侧尖端的需要。
44.还参考图4h和4i,手柄底部壳体24具有近侧壳体24a和远侧壳体24b。当组装时,近侧壳体24a与近侧壳体22a配合,并且远侧壳体24b与远侧壳体22b配合。从治疗窗口36的近端36a通向远侧壳体24b的是由远侧壳体24b部分覆盖的排空管32。连接管33从排空管32通向软管34,回流通过所述软管离开机头。
45.与现有技术的versajet
tm
hydrosurgery系统相比,高压喷管28更短并且排空管32更短。
46.参考图5,在替代实施例中,水射流清创和伤口床准备系统的机头40包括具有液体出口孔口构件44的喷管42。喷管42接收在手柄底部壳体46中,并且排空管48接收在手柄顶部壳体50中。与图4d的喷管28相比,喷管42具有直远端区域52。另外,机头40不包括对应于图4d的远侧尖端26的部件。
47.在使用中,液体从喷管42的孔口构件44喷射,穿过组织治疗窗口54,在所述窗口处射流用于清创伤口床,相应地撞击手柄底部和顶部壳体46、50的内表面56、58,并且流入排空管48。
48.参考图6a
‑
6d,在替代实施例中,机头200包括金属注射模制远侧尖端202和金属注射模制远侧尖端帽204。由尖端帽204抵靠远侧尖端202俘获的是液体出口孔口构件206和o形环203。液体通过高压管线208输送到远侧尖端202,并且液体经由排空管210离开。液体从高压管线208通过远侧尖端202中的路径212、214流出孔口构件206,穿过治疗窗口216,并且通过排空管210。
49.图7a
‑
7d示出了替代的手柄设计。
50.图7e和7f示出了对应于图6a的实施例的替代手柄设计。
51.参考图8a
‑
8d,与图2的活塞泵相比,活塞泵60具有减少数量的部件和子组件。活塞泵60包括集成的整体活塞组件62,所述活塞组件包括配件保持器64,进给管线配件66、68,以及支撑筛网70,不需要用图2的定位销16将进给管线配件组装到配件保持器,并且不需要将支撑筛网17放置在图2的组件中。集成活塞组件62可以通过例如金属注射模制、机加工和/或陶瓷注射模制来制造。
52.代替图2的两个o形环18,活塞泵60包括单个o形环71。活塞泵60包括手柄72,所述手柄限定接收配件66、68的两个通道73。活塞泵60还包括两个球阀73、泵体74、活塞75和活塞帽76。
53.参考图9a
‑
9d,在另一实施例中,活塞泵80包括两个手柄半部82、84,其比图2的手柄19和图8a的手柄72长,并且在连接时形成内腔,所述内腔容纳活塞泵的部件,包括集成的整体活塞组件62。活塞泵80包括接收o形环71和球阀73中的一个的阀座85。阀座85接收在通向进给管线配件68的开口90内。手柄半部82、84限定槽86,所述槽接收活塞组件62的翅片88。当连接时,手柄半部形成活塞帽92。手柄半部82、84便于组装活塞泵80,并且不需要图2和图8a的手柄中的流体通道15和73。
54.参考图10和11,水射流清创和伤口床准备系统98包括从活塞泵手柄106的入口104延伸的两个盐水管100、102。盐水管100终止于连接到盐水袋108的尖刺107。盐水管102可以
对大气开放(图10)或包括连接到第二盐水袋110的尖刺109(图11)。在图10的组件中,当系统中存在气锁时,在夹具111处于打开位置的情况下空气从开口管102排出。图10的管102示出为没有尖刺,但可以可选地包括尖刺。在图11的组件中,两个尖刺107、109连接到独立的盐水袋108、110,其中相应的夹具112、114在管道100、102上。在使用中,夹具中的一个(例如夹具112)关闭,并且另一夹具(例如夹具114)打开。首先使用夹具打开的袋110中的盐水。当盐水袋110是空的时,空气将进入管102和泵,这会导致系统气锁。为了重新引动泵并移除气锁,打开夹具112,允许盐水从袋108沿着管100流下,通过泵室,并且朝着空袋110沿着管102倒流,从而冲洗掉锁定在系统中的空气。一旦不再看到有空气从泵离开,夹具114就关闭并且泵现在被引动并将从袋108抽取流体。
55.参考图12,在替代实施例中,在盐水管线中使用滴注室120,其允许空气从液体上升,使得它不会流向下游。滴注室应保持大约半满以防止空气进入盐水管,这可能会阻塞管并停止程序。与图10和11的实施例相比,如果管道中已经有空气,则引动将停止。图10和11的实施例允许空气上升,即使空气已经在盐水管道中,使得程序不会受到影响。
56.参考图13a
‑
13c,水射流清创和伤口床准备系统的控制台250包括lcd屏幕252,用于显示装置状态信息,例如功率水平、程序运行时间、门诊/手术室模式和服务提醒。控制台包括用于接收活塞泵256的接口254,以及用于识别安装在活塞泵机头中的rfid标签262的rfid读取器258和天线260。
57.图14a
‑
16b示出了孔口构件组装过程的各种实施例。
58.参考图14a和14b,为了提供孔口构件308到喷管306的额外固定,向组件添加金属间隔件302,例如垫圈或衬套。在组装过程中,喷管306的端部304是张开的并且孔口构件308放置在喷管的端部内。然后将金属垫圈或金属衬套302在孔口构件308和喷管端部304处的流体出口之间放置在孔口构件308的顶部上。喷管306的端部304被压接以将垫圈或衬套302压靠在孔口构件308上并且将垫圈或衬套与孔口构件一起压接到喷管。垫圈或衬套的添加确保孔口构件在组装过程期间具有较小的移动空间,从而增加压接过程的一致性并提高成品率。
59.参考图15,孔口构件308可以直接激光焊接到喷管306的端部中。孔口构件放置在喷管的扩口端中,随后进行激光焊接。焊块将孔口构件固定到位。
60.参考图16a和16b,垫圈或衬套302位于图14a和14b的孔口构件308上方可以与激光焊接组合。孔口构件308放置在扩口喷管306的端部中,随后将金属垫圈或衬套放置在孔口构件的顶部上。激光焊接在金属垫圈或衬套的顶部周围进行。金属垫圈或衬套确保孔口构件在组装过程期间具有较小的移动空间。金属垫圈上的激光焊接的优点是避免了激光焊接对孔口构件的直接热量,直接热量可能会改变材料特性或削弱孔口构件。激光焊接具有较高的一致性和可重复性,从而确保制造过程期间的更高的成品率。
61.在替代实施例中,孔口可以通过微机加工或edm技术直接制造在喷管上。
62.其他实施例在以下权利要求的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。