1.本发明属于电流、电压参数在线校准技术领域,是一种电镀自动化生产线的电流、电压参数在线校准方法。
背景技术:
2.现有技术中,电流、电压参数的校准方法是将电流表、电压表拆卸送至计量部门,按jjf1587《数字多用表校准规范》进行分立“离线式”的实验室计量。新型电镀自动化生产线采用了电脑程控方式,电流、电压集成显示仪表,防腐密封嵌入式安装,拆卸难度大,且拆卸时破坏装置的密封性能,降低仪器仪表工作的稳定性和准确性,而且自动化生产线无校准接口,这就造成了自动化生产线电流、电压参数无法采用传统实验室方法进行量值溯源,从而导致自动化生产线的测量设备不能实现在线检测和校准,导致工艺过程不可控制,影响产品质量。
技术实现要素:
3.本发明的目的是,克服现有技术存在的不足,为实现自动化连续生产过程的质量风险管控,提出了一种科学合理,适用性强,能够实现基于电镀自动化生产线的电流、电压参数在线校准的方法,并实现系统精确的校准。
4.本方法运用自动化控制流程和高频开关电源的整流原理,采用经溯源合格的数字多用表作为计量标准进行校准,通过对远程操作台发出控制指令、高频开关电源实际输出信号、电镀槽显示仪表的显示值进行数据比对分析,评定电镀自动化生产线电流、电压参数的准确性和有效性。
5.本发明的作用原理:
6.电镀自动化生产线电流、电压的控制系统由远程操作台、高频开关电源、电镀槽电流、电压显示仪表三部分组成,电镀自动化生产线的控制流程是远程控制台根据设定的工艺要求,发出一个控制指令,高频开关电源接收指令后,输出标准信号给电镀槽,电镀槽开始工作,槽体的电流、电压显示仪表同步显示实际工作的电流值、电压值。
7.远程操作台与高频开关电源的整流器采用rs
‑
485数据总线通讯,其控制与通讯功能完全实时同步,而远程操作台与生产线显示仪表为以太网通讯模式,二者之间的显示值完全同步、一致。因此,生产线电流、电压参数的校准即为高频开关电源和电镀槽电流、电压显示仪表之间的电流、电压值的比对。
8.本发明的目的是通过以下技术方案来实现的:一种基于电镀自动化生产线的电流、电压参数在线校准方法,其特征是,它包括的内容有:
9.1)确立在线校准接口:
10.电镀自动化生产线的控制系统包括电镀槽显示仪表、远程操作台、高频开关电源,电流、电压参数由高频开关电源提供信号,因此确定高频开关电源的整流器输出端为在线校准接口;
11.2)选用计量标准:
12.被校高频开关电源的稳流/稳压精度为1%,校准时参照jjf1597
‑
2016《直流稳定电源校准规范》,“测量标准的扩展不确定度k=2应不大于被校电源最大允许误差绝对值或允许范围的1/3”的规定,计量标准器具的扩展不确定度应小于0.3%,确定选用0.05级数字多用表,直流电压量程为200mv时,其最大允许误差
±
0.05%,测量不确定为0.06%,能够满足电镀自动化生产线的稳压、稳流精度的校准技术要求;
13.3)电流参数示值误差的校准:
14.a)用数字多用表测量高频开关电源上的电压降v,通过分流比例计算出输出标准电流值i3;
15.b)远程读取电镀槽显示仪表的实际电流值i1;
16.c)自动化生产线电流参数的示值误差为电镀槽显示仪表的实际电流值i1与标准电流值i3之差;
17.4)电压参数示值误差的校准:
18.a)用数字多用表测量高频开关电源输出的标准电压值v3;
19.b)读取电镀槽显示仪表的实际电压值v1;
20.c)自动化生产线电压参数的示值误差为电镀槽显示仪表的实际电压值v1与标准电压值v3之差。
21.本发明的一种基于电镀自动化生产线的电流、电压参数在线校准方法,电流参数的校准是根据生产线的电控工作原理以及开关电源的分流工作原理,参照jjf1597《直流稳定电源校准规范》,采用标准表法,即数字多用表为计量标准,在生产线正常运行时,用标准数字多用表测量高频开关电源整流器输出线路的直流电压值,通过开关电源的线性比例关系1000a/75mv或800a/75mv,计算出标准电流值。电流参数的示值误差即为与电镀槽的实际电流值与标准电流值之差,从而评定电镀自动化生产线电流参数的准确性和有效性。
22.电压参数的校准是直接测量与电镀槽连接的汇流铜排即可得到的高频开关电源标准电压值。电压参数的示值误差即为电镀槽显示实际电压值与标准电压值之差,从而评定电镀自动化生产线电压参数的准确性和有效性。
23.本发明的一种电镀自动化生产线上电流、电压参数在线校准的方法可以校准电镀自动化生产线上电流、电压参数的示值误差,从而得到自动化生产线在正常工作状态下的系统运行精度,避免了生产线仪表拆卸校准,真正实现了自动化生产线测量设备与测量过程的在线测量与校准。
24.本发明的一种电镀自动化生产线的电流、电压参数在线校准方法的进一步有益效果体现在:
25.1.创新了电镀自动化生产线在线计量新方法,改变了分立、离线式校准方式;
26.2.实现免拆卸、免送检、快速高效的自动化生产线整机系统精度的在线测试;
27.3.实现工艺参数系统测量与计量溯源的计量支撑,为自动化生产线运行过程提供了质量监控方法,实现数字追溯和质量追溯。
附图说明
28.图1为电镀自动化生产线工作原理框图;
29.图2为电镀自动化生产线电流、电压控制系统框图。
30.图中:1、电镀槽显示仪表,2、远程操作台,3、高频开关电源。
具体实施方式
31.下面结合附图对本发明作进一步的描述。
32.参照图1和图2,本发明的一种电镀自动化生产线的电流、电压参数在线校准方法,包括的内容有:
33.1)确立在线校准接口:
34.电镀自动化生产线的控制系统包括电镀槽显示仪表1、远程操作台2、高频开关电源3,电流、电压参数由高频开关电源提供信号,因此确定高频开关电源的整流器输出端为在线校准接口;
35.2)选用计量标准:
36.被校高频开关电源的稳流/稳压精度为1%,校准时参照jjf1597
‑
2016《直流稳定电源校准规范》,“测量标准的扩展不确定度k=2应不大于被校电源最大允许误差绝对值或允许范围的1/3”的规定,计量标准器具的扩展不确定度应小于0.3%,确定选用0.05级数字多用表,直流电压量程为200mv时,其最大允许误差
±
0.05%,测量不确定为0.06%,能够满足电镀自动化生产线的稳压、稳流精度的校准技术要求;
37.3)电流参数示值误差的校准:
38.用数字多用表测量高频开关电源3上的电压降v,通过分流比例计算出输出的标准电流值i3,同时远程读取电镀槽显示仪表1的实际电流值i1,则自动化生产线电流参数系统相对误差为电镀槽显示仪表1的实际电流值i1与标准电流值i3之差再除以标准电流值i3,即:
39.△
=(i1‑
i3)/i3×
100%
40.4)电压参数示值误差的校准:
41.用数字多用表测量高频开关电源3输出的标准电压值v3,同时远程读取电镀槽显示仪表1的实际电压值v1,则自动化生产线电压控制的示值误差为电镀槽显示仪表1的实际电压值v1与标准电压值v3之差再除以标准电压值v3,即:
42.△
=(v1‑
v3)/v3×
100%
43.3.以电流参数为例,将传统方法与本发明方法之间的校准结果进行数据比较,结果见下表(表1)
44.表1电流参数校准数据对比
45.标称值/a实验室内单一仪表校准数据/a自动化生产线在线校准数据/a200200.5200.7400400.5400.8600600.8600.6800800.5800.5
46.注:电流值均为采用分流方法计算得出。
47.经过以上采样数据比较,本发明在线校准方法与传统拆卸送检方法的测量结果具有一致性,可以实现正常生产状态下的电流、电压参数的在线校准。
48.4.电镀自动化生产线校准结果测量不确定度的评定
49.为了验证此方案的可靠性和准确性,以生产线电流参数测量结果为例,进行了测量不确定度验证分析。
50.自动化生产线系统精度测量不确定度的影响量包括标准表的传递误差、标准表的固有误差、显示仪表的分辨力、开关电源的固有误差、环境条件、人员等因素,其中:标准数字多用表选用的0.05级数字多用表由5520a型多功能校准源校准,其中5520a型多功能校准源的100mv量程测量不确定度为7.6
×
10
‑6v,远远小于0.05级的数字多用表的示值误差,因此,标准表的传递误差可忽略不计;根据“法拉第定律”,电镀工作中,温度影响极小,其引入的测量不确定度可忽略不计;采用数字显示仪表测量,消除了人员读数不准确引入的不确定度,同时其测量重复性主要因标准仪表分辨力不足引起,为避免不确定度分量重复计入,取二者中不确定度贡献最大值,即可忽略分辨力引入的测量不确定度。因此,电镀自动化生产线校准结果测量不确定度的主要来源为:
51.(1)标准数字多用表最大允许误差引入的测量不确定度
52.(2)开关电源的最大允许误差引入的测量不确定度
53.(3)测量重复性引入的测量不确定度
54.4.1标准数字多用表最大允许误差引入的测量不确定度分量u155.计量标准器具选用经检定合格的数字多用表,测量时使用200mv量程的直流电压,其最大允许误差为
±
0.05%,按均匀分布计算。
56.4.2开关电源的最大允许误差引入的测量不确定度分量u257.根据开关电源使用说明书得知,其最大允许误差为
±
1%,按均匀分布计算。
[0058][0059]
4.3测量重复性引入的测量不确定度分量u3[0060]
以15号电源开关的校准为例,在短时间内,用标准数字多用表做等精度重复性测量,其标准值为279.9a。测量结果见表2。
[0061]
表2测量重复性试验结果
[0062]
测量次数12345678910测量值/a280.6280.4280.6280.5280.8280.5280.6280.4280.6280.6
[0063]
根据贝塞尔公式
[0064][0065]
式中:s(x)—标准偏差;
[0066]
n—测量次数;
[0067]
x
i
—实际测量值;
[0068]
—测量结果平均值。
[0069]
u3=s
(x)
=0.04%
[0070]
4.4合成标准不确定度
[0071][0072]
4.5扩展不确定度
[0073]
u=k
·
u
c
,k=2
[0074]
u
rel
=1.2%
[0075]
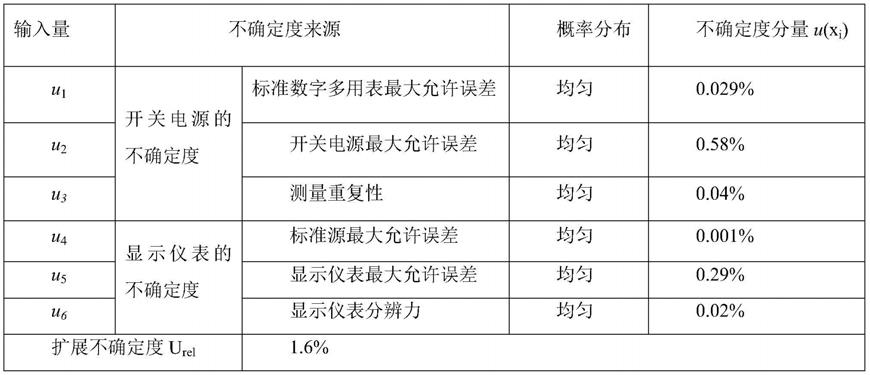
5.原有方法拆卸送检方式下电流参数的测量不确定度主要来源由生产线的测量不确定度由开关电源引入的不确定度和显示仪表引入的不确定度两个因素,则生产系统的测量不确定度为1.6%,见表3。
[0076]
表3拆卸送检时,生产线不确定度分量汇总表
[0077][0078]
通过以上测量方法的可行性分析及多次试验比对,取样多组测试数据,经测量不确定度分析验证,电流、电压参数在线校准方法满足量值溯源要求,操作简单、直观、安全、测量准确度高,可以开展快速、在线动态测量,开创了电镀自动化生产线在线计量的新方法。
[0079]
本发明的一种电镀自动化生产线的电流、电压参数在线校准方法的意义在于:针对自动化生产线、自动化生产/检测单元等新技术,自动化、智能化、数字化的生产模式与测试技术应用及量值溯源方法将发生较大的转变,免拆卸、免送检、快速高效的现场在线校准方法的研究与应用将成为计量技术新的发展方向。通过在线计量校准,可以保证工艺参数的准确、可靠,确保产品制造质量的可靠性。利用本发明的一种电镀自动化生产线的电流、电压参数在线校准方法可以推动多品种自动化生产线的综合参数测量与校准的技术研究,实现工艺参数系统测量与计量溯源的计量支撑,落实产品制造过程的数字追溯、质量追溯的高质量发展要求。
[0080]
本发明的一种电镀自动化生产线的电流、电压参数在线校准方法所涉及的电子器件和仪表均为市售产品。
[0081]
本发明具体实施方式并非穷举,并不构成对权利要求保护范围的限定,本领域技术人员根据本发明实施例获得的启示,不经过创造性劳动就能够想到其它实质上等同的替代,均在本发明保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。