1.本发明涉及覆铜板压合技术领域,特别是涉及一种提高不同尺寸覆铜板压合效率的方法。
背景技术:
2.覆铜板又称基材,其将增强材料浸以树脂,一面或两面覆以铜箔,经热压而成的板状材料,覆铜板是做pcb的基本材料。覆铜板压合工艺中,单次需对20本基板进行压合,在热压时,一般使用热压机来进行压合加工处理。
3.然而,当下覆铜板压合生产时,因同一尺寸20本压合受面压力度相同,不会出现失压导致板厚不均或失压分层,为避免混料和混压而导致的品质不良,单次压合都采用20本统一规格和尺寸的基本进行压合,导致压合产能低下,产品交期长,影响覆铜板生产效率。
技术实现要素:
4.基于此,有必要针对当下覆铜板压合生产时,因同一尺寸20本压合受面压力度相同,不会出现失压导致板厚不均或失压分层,为避免混料和混压而导致的品质不良,单次压合都采用20本统一规格和尺寸的基本进行压合,导致压合产能低下,产品交期长,影响覆铜板生产效率的问题,提供一种提高不同尺寸覆铜板压合效率的方法。
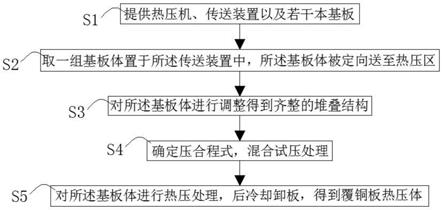
5.一种提高不同尺寸覆铜板压合效率的方法,包括如下步骤:
6.s1提供热压机、传送装置以及若干本基板;
7.s2取一组基板体置于所述传送装置中,所述基板体被定向送至热压区;
8.s3对所述基板体进行调整得到齐整的堆叠结构;
9.所述调整得到齐整的堆叠结构的方法,其操作如下:
10.s31沿前后两个方向同时对所述基板体施加相向的作用力后,继续依次沿左、右两个方向施加相向的作用力;
11.s32沿凸出面施加面向所述基板体的推力,使得凸出的基板横向移动;
12.s4确定压合程式,混合试压处理;
13.所述压合程式基于大尺寸面积的基板进行设定;
14.s5对所述基板体进行热压处理,后冷却卸板,得到覆铜板热压体。
15.上述方法,可适应不同尺寸覆铜板的混合压制,并提升压合效率,通过对不同尺寸覆铜板的多次混压调整,来有效完成订单交期,提升产能以及节能降耗,实现覆铜板生产效率的有效提升。
16.在其中一个实施例中,若干组所述基板为同一规格和尺寸;和/或,若干组所述基板为不同尺寸,其中,若干组所述基板的宽度一致。
17.在其中一个实施例中,所述基板体为20本所述基板在竖向上堆叠得到。
18.在其中一个实施例中,沿前后两个方向同时对所述基板体施加相向的作用力后,继续依次沿左、右两个方向施加相向的作用力,观察所述基板体的四面是否齐整,若是,则
直接进行热压处理。
19.进一步地,所述前、后、左、右方向均以所述基板体为参照物;其中,前后均面向所述基板的长,左右均面向所述基板的宽。
20.在其中一个实施例中,所述横向移动的距离=凸出距离/2。
21.在其中一个实施例中,使用所述热压机对所述基板体进行热压处理,制得覆铜板压合体。
22.进一步地,所述热压机的工作参数为:热压压力26~30mpa、热压温度180~200℃、热压时间80~110min。
23.在其中一个实施例中,所述确定压合程式的方法,其操作如下:
24.s41针对作用于不同厚度、不同尺寸的基板混和压合,依据大尺寸面积压力来设定压合程式;
25.s42针对作用于同厚度、不同尺寸的基板混合压合,依据大尺寸面积压力来设定压合程式。
26.与现有技术相比,本发明的有益效果是:
27.本发明,基于对基板体进行调整,从而实现对待压板材的预处理以确保得到齐整的堆叠结构,保障后续热压时的成型规整度,提高热压质量。
28.本发明,基于确定压合程式,混合试压处理来实现不同尺寸板材的多次混压和压合参数调整,依据大尺寸面积压力设定参数来完成混合压制,可满足不同尺寸板材混压需求的同时,调整基板材料面积和受压力度,从而可避免因失压导致板厚不均或失压分层的情况,降低压合品质不良的概率,提高压合产能和压合生产效果,解决交货延期的问题。
29.综上,本发明的方法,可适应不同尺寸覆铜板的混合压制,并提升压合效率,通过对不同尺寸覆铜板的多次混压调整,来有效完成订单交期,提升产能以及节能降耗,实现覆铜板生产效率的有效提升。
附图说明
30.图1所示为本发明提供的一种提高不同尺寸覆铜板压合效率的方法的流程图。
31.图2所示为图1中调整得到齐整的堆叠结构的方法的流程图。
32.图3所示为图1中确定压合程式的方法的流程图。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.需要说明的是,当组件被称为“安装于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。当一个组件被认为是“固定于”另一个组件,它可以是直接固定在另一个组件上或者可能同时存在居中组件。
35.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的
技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“或/及”包括一个或多个相关的所列项目的任意的和所有的组合。
36.请参阅图1,本实施例提供了一种提高不同尺寸覆铜板压合效率的方法,其用于对统一规格、不同规格基板的压制处理。方法包括如下步骤:
37.s1提供热压机、传送装置以及若干本基板。
38.若干组基板为同一规格和尺寸。和/或,若干组基板为不同尺寸,其中,若干组基板的宽度一致。
39.s2取一组基板体置于传送装置中,基板体被定向送至热压区。
40.基板体为20本基板在竖向上堆叠得到。
41.s3对基板体进行调整得到齐整的堆叠结构。
42.请继续参阅图2,调整得到齐整的堆叠结构的方法,其操作如下:
43.s31沿前后两个方向同时对基板体施加相向的作用力后,继续依次沿左、右两个方向施加相向的作用力。
44.前、后、左、右方向均以基板体为参照物。其中,前后均面向基板的长,左右均面向基板的宽。
45.沿前后两个方向同时对基板体施加相向的作用力,此时,基板体中的20本基板对应长的两面于竖向上整齐堆叠,继续依次沿左、右两个方向施加相向的作用力,当沿左方向对基板体施加推力时,受力面于竖向上整齐堆叠,再继续沿右方向对基板体施加推力时,会出现如下两组情况。
46.沿前后两个方向同时对基板体施加相向的作用力后,继续依次沿左、右两个方向施加相向的作用力,观察基板体的四面是否齐整,若是,则直接进行热压处理。若存在凸出现象时,进行下一步的调整。
47.本实施例中,基于对基板体进行调整,从而实现对待压板材的预处理以确保得到齐整的堆叠结构,保障后续热压时的成型规整度,提高热压质量。
48.s32沿凸出面施加面向基板体的推力,使得凸出的基板横向移动。
49.横向移动的距离=凸出距离/2。
50.s4确定压合程式,混合试压处理。
51.压合程式基于大尺寸面积的基板进行设定。
52.请再参阅图3,确定压合程式的方法,其操作如下:
53.s41针对作用于不同厚度、不同尺寸的基板混和压合,依据大尺寸面积压力来设定压合程式。
54.s42针对作用于同厚度、不同尺寸的基板混合压合,依据大尺寸面积压力来设定压合程式。
55.本实施例中,基于确定压合程式,混合试压处理来实现不同尺寸板材的多次混压和压合参数调整,依据大尺寸面积压力设定参数来完成混合压制,可满足不同尺寸板材混压需求的同时,调整基板材料面积和受压力度,从而可避免因失压导致板厚不均或失压分层的情况,降低压合品质不良的概率,提高压合产能和压合生产效果,解决交货延期的问题。
56.s5对基板体进行热压处理,后冷却卸板,得到覆铜板热压体。
57.使用热压机在热压压力为26~30mpa、热压温度为180~200℃的运行条件下,对基板体进行热压处理80~110min,热压后进行冷却处理,待降至常温时,使用移栽机进行卸板,制得覆铜板压合体。在其他实施例中,也可根据实际操作条件使用其他卸料设备或人工操作进行卸板。
58.综上,本实施例的方法,相较于当下覆铜板压合方法,具有如下优点:本实施例的方法,可适应不同尺寸覆铜板的混合压制,并提升压合效率,通过对不同尺寸覆铜板的多次混压调整,来有效完成订单交期,提升产能以及节能降耗,实现覆铜板生产效率的有效提升。
59.对不同规格的基板进行混压试验,后对压合升温速率、压板特性、压板流胶及板厚均匀性进行测试,混压试验和测试成果如下:
60.初次试压试验:39mil 1/143*49、19本基板和39mil 41*49、1本基板进行混压。
61.第二次试压试验:28mil 1/141*49、18本基板和28mil h/h 41*49、2本基板进行混压。
62.第三次试压试验:39mil 1/141*49、19本基板和39mil 37*49、1本基板进行混压。
63.第四次试压试验:12mil 1/141*49、16本基板和12mil h/h 43*49、4本基板进行混压。
64.第五次试压试验:16mil h/h 41*49、8本基板和16mil h/h 43*49、8本基板和4mil 1/141*49、4本基板进行混压。
65.上述试压试验中,mil指单本基板的厚度,43*49指单本基板的长*宽。经过上述对不同尺寸和不同厚度的20本基板进行五次混压实验,并对压合升温速率、压板特性、压板流胶以及板厚均匀性进行测试,测试结果显示五次混压实验均无异常。这证明了本实施例的方法满足基板压合条件,经本实施例方法处理得到的压合板特性稳定,可有效提升产能和缩短产品交期。
66.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
67.以上所述实施例的描述较为具体和详细,但并不能因此而理解为对发明范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。