1.本实用新型涉及蓄电池制造领域,尤其涉及一种蓄电池外壳夹具工装。
背景技术:
2.铅酸蓄电池是一种电极主要由铅及其氧化物制成,电解液是硫酸溶液的蓄电池。铅酸电池放电状态下,正极主要成分为二氧化铅,负极主要成分为铅;充电状态下,正负极的主要成分均为硫酸铅。铅酸蓄电池在生产中需要对其极耳进行焊接,一般状态下蓄电池的放置状态是极耳一端朝上放置,但是焊接时需要对蓄电池外壳进行夹持翻转,使极耳一端朝下方便进入到铸焊机内进行铸焊焊接。现有技术专利cn 109292444 a 公开了一种电池模组夹具,该电池模组夹具通过两个夹持臂不仅能够夹持电池模组从而实现电池模组的起吊和平移,并且还设置了旋转驱动机构,从而可在夹持状态下实现电池模组的翻转,避免了在将电池模组平移到位之后人工翻转。但是该专利和现有技术专利只可以一开始对电池进行定位好进行夹持,如若在夹持过程中或者生产过程中电池夹持位置出错,无法进行调整,需要取下重新夹持,这样效率低下。因此需要一种可以在夹持过程中进行调整的蓄电池外壳翻转夹具。
技术实现要素:
3.为解决上述问题,本实用新型提供一种蓄电池外壳夹具工装,通过夹持框套在多个横向排列在一起的蓄电池外壳外,通过前后两个纵向夹持机构的夹持臂对蓄电池进行夹持好,通过左右两个横向调整气缸的调整夹持臂对蓄电池左右两侧进行接触,通过松开纵向夹持气缸,横向调整气缸对蓄电池夹持位置进行调整好,纵向夹持气缸再夹紧,可以在夹持的过程中进行调整夹持位置,解决了背景技术中出现的问题。
4.本实用新型的目的是提供一种蓄电池外壳夹具工装,包括有方形的夹持框,夹持框左右两侧面设置有旋转机构;
5.所述夹持框前后两侧面设置有纵向夹持机构;
6.夹持框外前侧壁上有左右两个横向调整气缸,横向调整气缸外侧连接有呈竖杆的调整夹持臂,调整夹持臂向前穿过夹持框后侧壁伸在夹持框内,两个调整夹持臂位于夹持框内左右两侧;
7.夹持框位于调整夹持臂穿过处有用于其左右移动的穿过槽。
8.进一步改进在于:所述纵向夹持机构包括有设置在夹持框外前后两侧中部的纵向夹持气缸,纵向夹持气缸内侧连接夹持臂,两个夹持臂位于夹持框内前后两侧;夹持臂和调整夹持臂表面都有条状凸起。
9.进一步改进在于:左右两个所述横向调整气缸位于前侧的纵向夹持气缸的左右两侧。
10.进一步改进在于:所述旋转机构包括有活动连接在夹持框左侧中间的旋转电机和活动连接在夹持框右侧中间的旋转轴承。
11.进一步改进在于:所述夹持框上方设置有底部开口呈c形的安装框,夹持框位于安装框内底部开口处中间,旋转电机固定设置在安装框外左侧壁底部,旋转轴承固定设置在安装框内右侧壁底部。
12.进一步改进在于:所述安装框上方连接有升降气缸。
13.进一步改进在于:所述调整夹持臂内侧中部设置有软质的调整夹持头。
14.本实用新型的有益效果:本实用新型通过夹持框套在多个横向排列在一起的蓄电池外壳外,通过前后两个纵向夹持机构的夹持臂对蓄电池进行夹持好,通过左右两个横向调整气缸的调整夹持臂对蓄电池左右两侧进行接触,通过松开纵向夹持气缸,横向调整气缸对蓄电池夹持位置进行调整好,纵向夹持气缸再夹紧,可以在夹持的过程中进行调整夹持位置;调整好位置之后通过旋转机构的旋转电机对蓄电池外壳进行翻转180
°
,使极耳一端朝下,这样方便进入到铸焊机内进行铸焊操作,整个工装通过安装框安装在升降气缸底部通过升降气缸带动进行升降操作,夹持框分别有穿过槽用于调整夹持臂的通过,彼此互相不影响;整个工装可在夹持过程中对蓄电池外壳进行调整夹持位置,操作方便,还可升降可翻转,适应性蓄电池极耳的焊接操作中。
附图说明
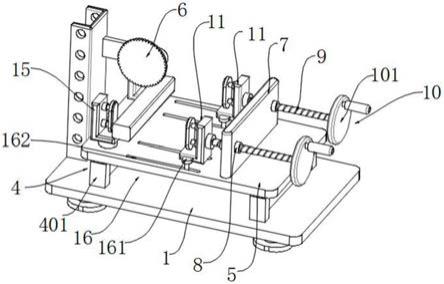
15.图1是本实用新型夹持框旋转至竖直状态下的主视图。
16.图2是本实用新型夹持框处于水平状态下的主视图。
17.其中:1
‑
夹持框,2
‑
纵向夹持气缸,3
‑
夹持臂,4
‑
横向调整气缸,5
‑
调整夹持臂,6
‑
穿过槽,7
‑
旋转电机,8
‑
旋转轴承,9
‑
安装框,10
‑
升降气缸,11
‑
调整夹持头。
具体实施方式
18.为了加深对本实用新型的理解,下面将结合实施例对本实用新型作进一步详述,该实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
19.如图1和2所示,本实施例提供一种蓄电池外壳夹具工装,包括有方形的夹持框1,夹持框1左侧中间活动连接有旋转电机7,活动连接在夹持框1右侧中间活动连接有旋转轴承8;夹持框1上方设置有底部开口呈c形的安装框9,夹持框1位于安装框9内底部开口处中间,旋转电机7固定设置在安装框9外左侧壁底部,旋转轴承8固定设置在安装框9内右侧壁底部。所述安装框9上方连接有升降气缸10。
20.所述夹持框1夹持框1外前后两侧中部的纵向夹持气缸2,纵向夹持气缸2内侧连接夹持臂3,两个夹持臂3位于夹持框1内前后两侧;
21.夹持框1外前侧壁上有左右两个横向调整气缸4,横向调整气缸4外侧连接有呈竖杆的调整夹持臂5,调整夹持臂5向前穿过夹持框1后侧壁伸在夹持框1内,两个调整夹持臂5位于夹持框1内左右两侧;调整夹持臂5内侧中部设置有软质的调整夹持头11。左右两个所述横向调整气缸4位于前侧的纵向夹持气缸2的左右两侧。
22.夹持臂3和调整夹持臂5表面都有条状凸起。
23.夹持框1位于调整夹持臂5穿过处有用于其左右移动的穿过槽6。
24.通过夹持框套1在多个横向排列在一起的蓄电池外壳外,通过前后两个纵向夹持机构的夹持臂3对蓄电池进行夹持好,通过左右两个横向调整气缸4的调整夹持臂5对蓄电
池左右两侧进行接触,通过松开纵向夹持气缸2,横向调整气缸4对蓄电池夹持位置进行调整好,纵向夹持气缸2再夹紧,可以在夹持的过程中进行调整夹持位置;调整好位置之后通过旋转机构的旋转电机7对蓄电池外壳进行翻转180
°
,使极耳一端朝下,这样方便进入到铸焊机内进行铸焊操作,整个工装通过安装框9安装在升降气缸10底部通过升降气缸10带动进行升降操作,夹持框1有穿过槽6用于调整夹持臂5的通过,彼此互相不影响;整个工装可在夹持过程中对蓄电池外壳进行调整夹持位置,操作方便,还可升降可翻转,适应性蓄电池极耳的焊接操作中。
25.使用过程中,首先升降气缸10带动安装框9下移,使得夹持框1套在左右横向排列在一起的蓄电池外壳外,之后启动纵向夹持气缸2带动夹持臂3对左右横向排列在一起的蓄电池外壳前后两侧进行夹紧,之后升降气缸10带动整体上升,旋转电机7带动夹持框1旋转180
°
,使得蓄电池极耳一端朝下,若此时蓄电池位置不对,则通过启动横向调整电机4的调整夹持臂5对左右横向排列在一起的蓄电池外壳左右两侧进行夹持住,微微松开纵向夹持气缸2,左右两个横向调整电机4同步移动调整好蓄电池外壳的位置,调整好之后纵向夹持气缸2继续夹紧,横向调整电机4松开,这样完成夹持翻转操作。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。