1.本技术涉及铸件生产的技术领域,尤其是涉及一种铸件自动出料装置。
背景技术:
2.涡轮增压器是用于将大气压力增压供给内燃机进气入口的设备,目前,市面上的涡轮增压器机壳一般通过重熔用铝锭浇注成型。铸造过程中,利用与产品形状相同的砂型,再通过向砂型内浇注铝水,使产品在砂型内成型,然后再将成型后的产品顶出脱模并去除铸件外的型砂即可。
3.公开号为cn207523049u的中国专利公开有一种真空状态下矿物铸件成型装置,包括混料装置和成型装置,混料装置与成型装置之间设有阀门;混料装置包括混料罐,混料罐顶部设有接真空泵的连接口和加料口,底部设有出料口,混料罐内设有搅拌装置;成型装置包括壳体,壳体内设有模具,模具上设有进料口,进料口和出料口通过抗压管道连接,阀门设置在抗压管道内。
4.针对上述中的相关技术,发明人认为在铸件浇注成型后,通过模具的顶出机构顶出下模具,随后由人工搬运出料,耗费人力,且出料过程的自动化程度较低。
技术实现要素:
5.为了节省人力并提高铸件出料过程的自动化程度,本技术提供一种铸件自动出料装置。
6.本技术提供的一种铸件自动出料装置采用如下的技术方案:
7.一种铸件自动出料装置,包括工作台,所述工作台上设有下模具,所述工作台上连接有驱动气缸和抵触板,所述抵触板连接于驱动气缸的伸缩杆且位于下模具的上方,所述抵触板垂直于驱动气缸的伸缩杆,所述工作台上与驱动气缸相对的一侧连接有送料斜面,所述送料斜面倾斜向下的一端连接有输送组件,所述输送组件用于输送铸件。
8.通过采用上述技术方案,当下模具中的顶出机构将加工完成的铸件顶出后,工作人员开启驱动气缸,由驱动气缸的伸缩杆推动抵触板,抵触板作用于铸件,沿水平方向推动铸件,从而将铸件推离下模具,并推至送料斜面上,铸件沿送料斜面滑动至输送组件,以此对铸件进行自动出料,此过程代替了人力出料,提高了出料的自动化程度,节约了人力成本的同时提高了生产效率。
9.可选的,所述下模具远离送料斜面的一侧连接有l型板,所述l型板的一端连接有若干调节螺栓,所述l型板上对应调节螺栓开有若干腰形孔,所述调节螺栓穿设过腰形孔后与下模具螺纹连接。
10.通过采用上述技术方案,当此装置应用于不同尺寸的铸件出料时,工作人员根据铸件的顶出高度在腰型孔内上下滑移调节螺栓的位置,从而进行驱动气缸和抵触板竖直高度的调整,使得此装置可以适配于不同尺寸的铸件出料。
11.可选的,所述送料斜面与下模具可拆卸连接,所述送料斜面倾斜向下的端部与输
送组件可拆卸连接。
12.通过采用上述技术方案,送料斜面与下模具的可拆卸连接、送料斜面与输送组件的可拆卸连接,都使得此装置可以应用于不同模具,同时,当装置中的组件损坏需要进行拆装更换时,更加方便。
13.可选的,所述输送组件包括安装架和若干输送辊,若干所述输送辊转动连接于安装架,所述送料斜面的端部通过螺栓连接于安装架。
14.通过采用上述技术方案,铸件经过送料斜面后落在输送辊上,由输送辊的转动带动铸件移动,从而实现铸件的传输和出料,使出料过程的自动程度更高。
15.可选的,所述安装架上设有缓冲板,所述缓冲板远离并正对送料斜面,所述缓冲板朝向上方,且垂直于输送辊的轴向。
16.通过采用上述技术方案,当铸件落在输送辊上且自身重量较大时,有可能会因惯性的作用,冲出输送辊,缓冲板的设置对铸件起到拦截作用,防止铸件滑落输送辊,造成铸件的损坏。
17.可选的,所述送料斜面的两侧均设有限位板,所述限位板垂直于送料斜面。
18.通过采用上述技术方案,两个限位板对铸件在送料斜面上的滑移路径起到限制作用,防止铸件在滑动的过程中,从送料斜面上滑落,造成铸件的损坏。
19.可选的,所述限位板的底部连接有滑动块,所述滑动块在限位板的底部设有不少于两个,所述滑动块固定连接于限位板,不同所述限位板上的滑动块相对设置,所述送料斜面上开有供滑动块移动的让位口,所述让位口平行于送料斜面的宽度方向,两个相对的所述滑动块之间共同穿设有丝杆,所述丝杆用于调节两个滑动块之间的间距。
20.通过采用上述技术方案,滑动块和丝杆的螺纹配合,使得滑动块可以在让位口中沿送料斜面的宽度方向滑移调节,从而调节两个相对滑动块之间的间距,进而调节两个限位板之间的间距,以使得此装置可以适配于不同尺寸的铸件。
21.可选的,所述送料斜面的底面设有若干升降气缸,若干所述升降气缸的伸缩杆连接于送料斜面的底面。
22.通过采用上述技术方案,升降气缸的伸缩杆带动斜面向上或者向下移动,使得送料斜面的竖直高度可以调节,从而适配不同高度的工作台。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1、驱动气缸和抵触板将铸件推离下模具,并推送至送料斜面,送料斜面和下方输送组件的配合,使得铸件得以自动化出料,整个出料过程自动化程度较高,节省了人力成本,提高了生产效率;
25.2、两个限位板之间的间距可以自由调节,使得不同尺寸的铸件在送料斜面上的滑动路径均得到限位,防止了铸件滑出送料斜面;
26.3、缓冲板的设置使得铸件不会在惯性的作用下,滑出输送辊,防止了铸件在此种情况下的损毁。
附图说明
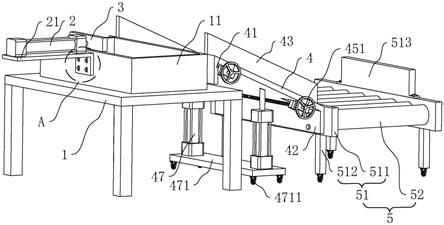
27.图1是用于体现本技术实施例的结构示意图。
28.图2是用于体现图1中a处的局部放大图。
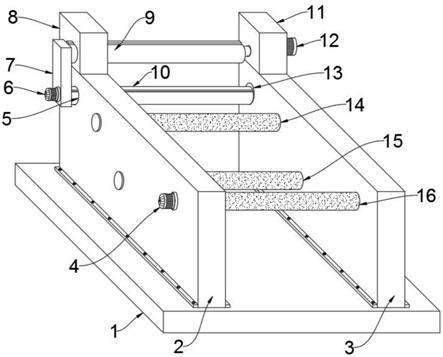
29.图3是用于体现限位板、滑动块和丝杆位置关系的局部结构示意图。
30.图4是用于体现输送组件的局部结构示意图。
31.附图标记说明:1、工作台;11、下模具;2、驱动气缸;21、l型板;211、调节螺栓;212、腰形孔;3、抵触板;4、送料斜面;41、上方竖板;42、下方竖板;43、限位板;431、滑动块;44、让位口;45、丝杆;451、把手;46、支撑侧板;47、升降气缸;471、安装座;4711、万向轮;5、输送组件;51、安装架;511、安装侧板;512、支撑杆;513、缓冲板;5131、安装板;52、输送辊;521、链轮;522、链条。
具体实施方式
32.以下结合附图1
‑
4对本技术作进一步详细说明。
33.本技术实施例公开一种铸件自动出料装置。参照图1,一种铸件自动出料装置包括工作台1、驱动气缸2和抵触板3,工作台1上设有下模具11,驱动气缸2和抵触板3均位于下模具11的上方。
34.参照图1和图2,下模具11上设有l型板21,l型板21通过四个调节螺栓211紧固连接在下模具11的侧面。驱动气缸2固定连接在l型板21的上表面,抵触板3固定连接在驱动气缸2的伸缩杆上。
35.参照图1,下模具11远离驱动气缸2的一侧连接有送料斜面4,送料斜面4倾斜向下,送料斜面4位于下方的一端连接有输送组件5,输送组件5用于输送成型铸件。
36.参照图1,当下模具11中的顶出机构将铸件顶出后,工作人员开启驱动气缸2,由驱动气缸2的伸缩杆推动抵触板3,抵触板3作用于铸件,从而将铸件推离下模具11,并推至送料斜面4上,铸件在重力的作用下沿送料斜面4滑动至输送组件5。以此起到对铸件进行自动出料的效果,此过程省去了人力出料的过程,节约了人力成本的同时提高了生产效率。
37.参照图1和图2,l型板21与调节螺栓211连接的端部开有四个腰形孔212,腰形孔212均对应调节螺栓211开设,调节螺栓211穿设过腰形孔212后与下模具11的侧壁螺纹连接。当铸件的高度变化时,工作人员通过调整调节螺栓211穿设过腰形孔212的位置来调节驱动气缸2和抵触板3的高度,从而适配不同铸件。
38.参照图1和图3,送料斜面4靠近下模具11的端部一体成型有指向下方的上方竖板41,上方竖板41通过若干螺栓紧固连接在下模具11的侧面;送料斜面4靠近输送组件5的端部一体成型有指向下方的下方竖板42,下方竖板42通过若干螺栓紧固连接在输送组件5上。送料斜面4与下模具11、输送组件5均为可拆卸连接,便于将送料斜面4应用于不同装置中。
39.参照图3,送料斜面4的两侧均滑移连接有限位板43,限位板43垂直于送料斜面4且其长度方向平行于送料斜面4的长度方向,当铸件在送料斜面4上滑动时,两侧的限位板43限制了铸件的滑动路径,使铸件不会出现滑出送料斜面4的状况。
40.参照图3,限位板43的底部固定连接有两个滑动块431,两个滑动块431关于送料斜面4长度方向的中线对称。送料斜面4上开有供滑动块431移动的让位口44,让位口44平行于送料斜面4的宽度方向开设。
41.参照图3,不同限位板43上相对的滑动块431之间共同穿设有丝杆45,丝杆45的端部螺纹连接于滑动块431,送料斜面4的下方固定连接有支撑侧板46,支撑侧板46位于滑动块431的外侧。丝杆45的端部依次穿设过滑动块431和支撑侧板46,丝杆45的端部固定连接
有把手451。
42.参照图3,当送料装置应用于不同尺寸的铸件出料时,工作人员根据铸件的长度或宽度,转动把手451,把手451带动丝杆45转动,从而使得套设于同一丝杆45上的两个滑动块431相互靠近或者相互远离,进而调节两个限位板43之间的距离,以适应不同尺寸的铸件经过。
43.参照图1,送料斜面4的底面设有两个升降气缸47,两个升降气缸47关于送料斜面4宽度方向的中线对称。升降气缸47的伸缩杆固定连接于送料斜面4的底面,当工作台1的高度不一时,工作人员通过控制升降气缸47的伸缩杆,来使送料斜面4的角度适配工作台1高度的变化。两个升降气缸47的底部共同固定连接有安装座471,安装座471的底部设有四个万向轮4711,以便工作人员对安装座471进行移动。
44.参照图1和图4,输送组件5包括安装架51和若干输送辊52,其中安装架51包括两个安装侧板511和四个支撑杆512,两个安装侧板511平均行于送料斜面4的宽度方向且垂直于地面,支撑杆512则成对固定连接在安装侧板511的下方,位于同一个安装侧板511上的两个支撑杆512相对设置。支撑杆512的底部均设有万向轮4711,便于工作人员对输送组件5进行移动。
45.参照图4,输送辊52转动连接在两个安装侧板511之间,若干输送辊52相互平行,且均垂直于安装架51的长度方向。输送辊52远离送料斜面4的一端固定连接有链轮521,若干链轮521共同连接有链条522。
46.参照图4,远离送料斜面4的安装侧板511上连接有缓冲板513,缓冲板513用于防止铸件因惯性滑出输送组件5。缓冲板513垂直于输送辊52的轴向且安装位置正对送料斜面4,缓冲板513的两端一体成型有安装板5131,安装板5131通过螺栓紧固连接在安装侧板511上,当输送组件5位置改变时,工作人员可以根据送料斜面4的位置调节缓冲板513的位置,更加便捷。
47.本技术实施例一种铸件自动出料装置的实施原理为:铸件浇铸完成,工作人员通过调整调节螺栓211在腰型孔内的竖直高度,从而将驱动气缸2和抵触板3调节至适宜高度,随后利用下模具11中的顶出机构将铸件顶出下模具11,此时开启驱动气缸2,抵触板3将铸件沿水平方向推动至送料斜面4上,铸件在重力的作用下沿送料斜面4向下滑移,直至滑移至输送辊52的上方,在缓冲板513的拦截下,停留在输送辊52上,最终经由输送辊52输送,自动出料完成。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。