1.本实用新型属于粉末冶金技术领域,涉及一种粉末冶金烧结,特别是一种粉末冶金烧结装置。
背景技术:
2.粉末冶金是制取金属粉末或用金属粉末作为原料,经过成形和烧结,制造金属材料、复合材料以及各种类型制品的工艺技术。金刚石刀头通常采用粉末冶金工艺制造而成,传统的金刚石刀头采用碳模具成型以及在烧结炉内烧结成型,存在着模具使用次数少,金刚石刀头毛刺长短不一,能耗高以及生产效率低等问题。
3.为此人们提出了多种粉末冶金烧结方法和装置,如一种粉末冶金放电等离子烧结系统(申请号201520003345.2),通过通电使上冲压模和下冲压模对粉末晶粒进行脉冲电流加热;该方法虽然能改变模具的材料和提高模具使用次数,以及有利于控制毛刺不形成,但仍然存在着能耗高和生产效率低等问题。
技术实现要素:
4.本实用新型提出了一种粉末冶金烧结装置,本实用新型要解决的技术问题是如何降低金刚石刀头粉末冶金烧结能耗以及提高生产效率。
5.本实用新型的要解决的技术问题可通过下列技术方案来实现:一种粉末冶金烧结装置,包括机架、烧结模、下压头、上压头和变压电路;烧结模固定在机架上,机架上安装有能使下压头升降移动的第一驱动组件和能使上压头升降移动的第二驱动组件;其特征在于,机架上安装有能加热烧结模的加热组件;下压头通过第一导电件与变压电路电连接,上压头通过第二导电件与变压电路电连接。
6.加热组件通常持续加热烧结模,烧结模内具有模腔,下压头和上压头均能嵌入模腔内。下压头嵌入模腔,金刚石刀头粉末冶金成形件放入模腔内,下压头托持金刚石刀头粉末冶金成形件。金刚石刀头粉末冶金成形件放入模腔内,即刻开始被加热。第二驱动组件驱动上压头向下移动,能使上压头嵌入模腔且压在金刚石刀头粉末冶金成形件上,该结构提高金刚石刀头粉末冶金压与下压头与上压头之间接触面积,降低金刚石刀头粉末冶金压与下压头与上压头之间电阻。烧结完成后,第二驱动组件驱动上压头向上移动,以及第一驱动组件驱动下压头向上移动,直至金刚石刀头粉末冶金烧结件被顶出模腔,进而便于转移金刚石刀头粉末冶金烧结件。通过变压电路与市场电网电连接,进而能根据金刚石刀头厚度灵活调整电压和电流,通常金刚石刀头越厚,输出功率更大。
7.一种金刚石刀头粉末冶金烧结方法包括热传导加热和电阻加热,热传导加热是将金刚石刀头粉末冶金成形件放入被持续加热的烧结模内,金刚石刀头粉末冶金成形件升温;在热传导加热过程中进行电阻加热,电阻加热是采用下压头和上压头使金刚石刀头粉末冶金成形件通电。
8.在上述的粉末冶金烧结装置中,所述金刚石刀头粉末冶金成形件通电时电压小于
8v,电流大于1000a。采用低电压大电流使成形件更易发热以及热量转换效率更高,进而降低金刚石刀头粉末冶金烧结能耗。
9.在上述的粉末冶金烧结装置中,所述电阻加热功率为3500w
‑
8000w。金刚石刀头粉末冶金成形件的电阻可通过测量得到,进而可根据经验确定电阻加热功率,以及电流、电压、电阻和功率之间相互关联公式预算出电压和电压,实现提高升温幅度以及提高能量转换效率。
10.与现有技术相比,本粉末冶金烧结装置同时采用热传导加热和电阻加热工件。热传导加热能使成形件外围部迅速升温,通常成形件内心部温度低于外围部温度;金刚石刀头粉末冶金成形件的电阻远远大于导电件的电阻,通电后成形件发热,成形件内心部与外围部一起发热,由此提高成形件内心部与外围部温度一致性。热传导加热和电阻加热还能提高单位时间内升温幅度,尤其是降低900℃
‑
1050℃之间区域升温所需时长。概况来说,与采用传统的烧结炉烧结制造金刚石刀头相比,采用本粉末冶金烧结方法制造金刚石刀头不仅降低能耗,还提高生产效率;通过试验性生产得出能源消耗节省10%以上,单个金刚石刀头烧结所需时长节省30%以上,综合制造成本下降30%以上。
11.单独采用热传导加热烧结金刚石刀头,通常仅适合加工厚度小于2.5mm的金刚石刀头;其原因在于金刚石刀头厚度大于2.5mm时内心部在850℃以上区域升温极慢,甚至无法达到烧结所需温度,即不适合加工厚度大于2.5mm的金刚石刀头。通常金刚石刀头的厚度越厚,电阻越大,使得本粉末冶金烧结方法更适合制造厚度大于2.5mm的金刚石刀头。
附图说明
12.图1是粉末冶金烧结装置的立体结构示意图。
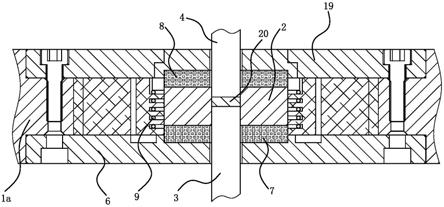
13.图2是粉末冶金烧结装置的主视结构示意图。
14.图3是图2中局部结构放大图。
15.图中,1、机架;1a、台板;2、烧结模;3、下压头;4、上压头;5、变压电路;6、底板;7、下隔热层;8、上隔热层;9、加热组件;10、第一安装座;11、第一导轨;12、第一驱动件;13、第二安装座;14、第二导轨;15、第二驱动件;16、绝缘件;17、第一导电件;18、第二导电件;19、顶板;20、工件。
具体实施方式
16.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
17.如图1至图3所示,一种适合用于金刚石刀头加工的粉末冶金烧结装置包括机架1、烧结模2、下压头3、上压头4和变压电路5。
18.烧结模2内具有上下贯通的模腔,模腔的横截面与待烧结金刚石刀头的横截面一致。机架1上具有台板1a,台板1a上固定连接有底板6,烧结模2位于底板6的上方,烧结模2与底板6之间设有下隔热层7;烧结模2的上方设置有顶板19,烧结模2与顶板19之间设有上隔热层8,顶板19与台板1a之间通过螺栓固定连接,由此实现烧结模2与固定在机架1上。顶板19的上板面与台板1a的板面齐平,这样便于工件20在台板1a和顶板19上推送,便于实现自动上料。上述结构不仅便于更换烧结模2,还能降低台板1a的温度,以及有效维持烧结模2的
温度,实现降低能源消耗。顶板19和底板6上均开设有与模腔相对应的避让孔,进而工件20能放入模腔内和将工件20顶出模腔,以及使下压头3和上压头4均能嵌入模腔内且下压头3和上压头4均能与工件20相抵靠。
19.机架1上安装有能加热烧结模2的加热组件9;加热组件9为电热丝加热组件9或高频感应加热组件9,加热组件9位于烧结模2的外围。加热组件9通过底板6和顶板19固定在台板1a上,这样便于维护加热组件9。
20.机架1上安装有能使下压头3升降移动的第一驱动组件和能使上压头4升降移动的第二驱动组件。第一驱动组件位于台板1a的下方,第一驱动组件包括第一安装座10,第一安装座10与机架1之间通过第一导轨11相连接,下压头3固定在第一安装座10上,机架1上安装有与第一安装座10相连接的第一驱动件12。第二驱动组件位于台板1a的上方,第二驱动组件包括第二安装座13,第二安装座13与机架1之间通过第二导轨14相连接,上压头4固定在第二安装座13上,机架1上安装有与第二安装座13相连接的第二驱动件15。
21.变压电路5安装在机架1上,台板1a、第一安装座10、机架1和第一导轨11等部件均采用钢材制成,进而台板1a通过第一导电件17与变压电路5电连接,便实现下压头3与变压电路5电连接。第二安装座13采用钢材制成,进而第二安装座13通过第二导电件18与变压电路5电连接,便实现上压头4与变压电路5电连接。第二导轨14和第二驱动件15与第二安装座13之间均设置有绝缘件16,这样能避免发生短路。第二导电件18包括多片叠设的薄铜片,这样既保证第二导电件18的电阻远远小于金刚石刀头粉末冶金成形件的电阻,又保证第二导电件18能扰动,既第二安装座13升降移动时带动第二导电件18移动,实现第二导电件18与第二安装座13始终保持连接。
22.金刚石刀头粉末冶金烧结是将金刚石刀头粉末冶金成形件加热至1000℃以上,使金刚石刀头粉末冶金成形件进一步致密,消除其中的部分或全部孔隙。
23.通过阐述利用粉末冶金烧结装置加工金刚石刀头的过程进一步说明粉末冶金烧结装置各个部件的作用和优点,以及进一步说明金刚石刀头粉末冶金烧结方法中各个步骤先后顺序。
24.一种金刚石刀头粉末冶金烧结方法包括热传导加热和电阻加热。热传导加热是将金刚石刀头粉末冶金成形件放入被持续加热的烧结模2内,金刚石刀头粉末冶金成形件即刻开始被加热,金刚石刀头粉末冶金成形件升温,通常金刚石刀头粉末冶金成形件外围部升温速度高于内心部升温速度,进而内心部温度低于外围部温度。在热传导加热过程中同时进行电阻加热,电阻加热是采用下压头3和上压头4使金刚石刀头粉末冶金成形件通电;金刚石刀头粉末冶金成形件通电时电压小于8v,电流大于1000a;电阻加热功率为3500w
‑
8000w,通常金刚石厚度越后,电阻加热功率越高。金刚石刀头粉末冶金成形件的电阻远远大于导电件的电阻,通电后金刚石刀头粉末冶金成形件发热,金刚石刀头粉末冶金成成形件内心部与外围部一起发热,提高内心部与外围部温度一致性。
25.首先,金刚石刀头粉末冶金成型件放置在台板1a上,粉末冶金烧结装置还包括控制电路,控制电路控制机械手将一个金刚石刀头粉末冶金成型件推入顶板19的避让孔处,在重力作用下金刚石刀头粉末冶金成型件自然落入模腔内,且由下压头3托持;由此可知金刚石刀头粉末冶金成型件与烧结模2之间为间隙配合。由于加热组件9持续加热烧结模2,烧结模2的温度为850℃
‑
950℃,金刚石刀头粉末冶金成形件落入模腔内即刻开始被加热。与
现有技术相比降低了烧结模2的温度,进而延长烧结模2的使用寿命。
26.然后控制电路控制第二驱动件15使上压头4向下移动,直至上压头4压在金刚石刀头粉末冶金成形件上。通常变压电路5处于运行状态,上压头4压在金刚石刀头粉末冶金成形件上时金刚石刀头粉末冶金成形件通电。上压头4和下压头3的端面大小与金刚石刀头粉末冶金成形件的端面大小相吻合,这样提高上压头4和下压头3与金刚石刀头粉末冶金成形件之间接触面积,实现提高电阻加热均匀性。
27.上述加热时长为2s
‑
5s,金刚石刀头粉末冶金成形件的厚度越大,加热时长越长。
28.接着,达到加热所需时长后,控制电路控制第二驱动件15使上压头4向上移动以及控制第一驱动件12使下压头3向上移动,直至金刚石刀头粉末冶金烧结件高于顶板19的上板面。
29.最后,控制电路控制机械手上述金刚石刀头粉末冶金烧结件顶离。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。