1.本实用新型涉及一种装饰成形件,该装饰成形件具备基体和表皮体,该表皮体具有通过装饰而被着色的面,且覆盖于基体的外表面而被固定。
背景技术:
2.专利文献1公开了一种利用装饰片(装饰用片)覆盖成形件主体来制造装饰成形件的制造方法。成形件主体单独具有作为产品所要求的刚性。在装饰时,在成形件主体的外表面重叠固定有粘接剂片。在粘接剂片的作用下,在成形件主体的外表面形成粘接剂层。装饰片与粘接剂层重叠。装饰片在粘接剂层的作用下固定于成形件主体的外表面。装饰片具有装饰以及保护膜的功能。装饰片无助于刚性的确保。
3.现有技术文献
4.专利文献
5.专利文献1:国际公开第2007/013292号公报
6.专利文献2:日本特开2002
‑
187457号公报
技术实现要素:
7.实用新型要解决的课题
8.通常,在机动二轮车的前罩安装有防风用的遮阳板。遮阳板例如通过螺钉或铆钉与前罩结合。因此,前罩与遮阳板的接缝在外观上显现。如果前罩与遮阳板无接缝地连续,则美观提高。
9.本实用新型是鉴于上述实际情况而作出的,其目的在于提供一种能够确保两个部件的功能并且提高美观的装饰成形件。
10.用于解决课题的方案
11.根据本实用新型的第一方面,提供一种装饰成形件,其特征在于,具备:基体,所述基体具有沿着接合面扩展的壳体和与所述壳体相邻并沿着所述接合面划分的通孔部;以及成形体,所述成形体覆盖于所述接合面,从与所述壳体接合的表皮体连续地盖在所述通孔部上。
12.根据第二方面,在第一方面的结构的基础上,所述通孔部的所述成形体具有透明性。
13.根据第三方面,在第一或第二方面的结构的基础上,所述表皮体是利用粘接剂在所述接合面与壳体接合的层叠体。
14.根据第四方面,在第三方面的结构的基础上,所述层叠体由通过热成型而覆盖于所述接合面的树脂片成形。
15.根据第五方面,在第一或第二方面的结构的基础上,所述表皮体以及所述成形体由通过热成型而在所述接合面覆盖于所述壳体以及所述通孔部的树脂片成形。
16.实用新型的效果
17.根据第一方面,覆盖基体的外表面的表皮体与覆盖基体的通孔部的成形体无接缝地连续。能够确保两个部件的功能并且提高美观。
18.根据第二方面,成形体能够单独具有所需的透过性。
19.根据第三方面,表皮体可以形成为粘接于接合面的层叠体。表皮体能够效仿接合面而简单地成形。
20.根据第四方面,在装饰成形件的成形时使用热成型。表皮体能够由树脂片简单地成形。
21.根据第五方面,表皮体可以形成为覆盖于接合面的层叠体。成形体从层叠体连续地盖在通孔部上。表皮体以及成形体能够由一张树脂片效仿接合面而简单地成形。
附图说明
22.图1是概略地表示本实用新型一实施方式的机动二轮车(跨骑型车辆)的整体图像的侧视图。
23.图2是概略地表示前罩周边的结构的放大立体图。
24.图3是沿着图1的3
‑
3线的剖视图,是表示前中央罩与车架侧的结合结构的图。
25.图4是沿着图2的4
‑
4线的剖视图,是表示前侧罩与车架侧的结合结构的图。
26.图5是沿着图2的5
‑
5线的剖视图,是表示前中央罩以及遮阳板的结构的图。
27.图6是表示骨架体的配置的骨架(外表面透过)结构图。
28.图7是概略地表示变形例的骨架体的结构的放大俯视图。
29.图8是概略地表示转向灯用的基座的放大立体图。
30.图9是前罩的分解立体图。
31.图10是表示嵌入肋的凸部的配置结构的局部放大立体图。
32.图11是表示嵌入由肋包围的凹部的凸部的放大剖视图。
33.图12是概略地表示变形例的凸部的结构的局部放大立体图。
34.图13是侧罩以及后罩的放大立体图。
35.图14是沿着图1的13
‑
13线的剖视图,是表示后罩的安装结构的图。
36.图15是表示装饰片的结构的俯视图。
37.图16是概略地表示基于热成型装置的前中央罩的制造方法的概念图。
38.图17是表示具有遮阳板的镶边的前中央罩的基体的放大立体图。
39.图18是沿着图16的17
‑
17线的放大剖视图。
40.图19是概略地表示基于冲压成型一体注射成型的前中央罩的制造方法的概念图。
41.图20是概略地表示基于真空成型和嵌件注射成型的前中央罩的制造方法的概念图。
42.图21是在其他实施方式的前罩中表示肋的配置的骨架(外表面透过)结构图。
43.图22是沿着图21的22
‑
22线的放大剖视图。
44.附图标记说明
45.23a 装饰成形件(前中央罩)
46.35
ꢀꢀ
成形体(遮阳板)
47.52
ꢀꢀ
基体
48.53
ꢀꢀ
表皮体
49.54
ꢀꢀ
壳体
50.58
ꢀꢀ
通孔部
51.71
ꢀꢀ
树脂片(装饰片)
具体实施方式
52.以下,参照附图对本实用新型的实施方式进行说明。在此,车身的上下前后左右基于乘坐于机动二轮车的乘员的视线来规定。
53.图1概略地表示作为本实用新型一实施方式的跨骑型车辆的机动二轮车的整体图像。机动二轮车11具备车架12和安装于车架12的罩13。车架12具备:头管14;主框架17,所述主框架17从头管14向后下方延伸而支承燃料箱15,在后下端具有枢轴框架16;下框架18,所述下框架18在主框架17的下方的位置从头管14向下方延伸;以及后框架22,所述后框架22与主框架17的后端连结而向后上方延伸,并与支承乘员座椅19的座椅轨道21连结。后框架22从下方支承座椅轨道21。
54.罩13具备:从前方覆盖头管14的前罩23;从燃料箱15以及乘员座椅19的下端连续地覆盖座椅轨道21的侧方的侧罩24;以及在侧罩24的后方从乘员座椅19的下端连续地覆盖座椅轨道21的后方的后罩25。前罩23、侧罩24以及后罩25的外表面被赋予彩色。
55.前叉26转向自如地支承于头管14。前轮wf绕车轴27旋转自如地支承于前叉26。在前叉26的上端结合有转向车把28。
56.在车辆的后方,在车架12上绕枢轴29上下摆动自如地连结有摇臂31。后轮wr绕车轴32旋转自如地支承于摇臂31的后端。在前轮wf与后轮wr之间,在车架12上搭载有产生向后轮wr传递的驱动力的动力单元33。动力单元33的动力经由动力传递装置34传递到后轮wr。
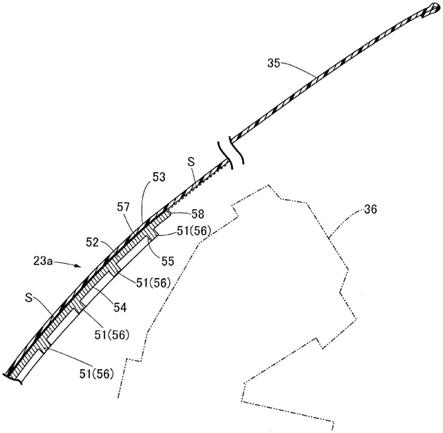
57.如图2所示,在前罩23上组装有遮阳板(风挡)35。遮阳板35从前罩23的上缘扩展,从前方覆盖头管14的上方的空间。如图5所示,遮阳板35覆盖在头管14的前方位于遮阳板35的后方且固定于前罩23的仪表类36。
58.在前罩23中,前照灯38安装于在遮阳板35的下方位于中央且朝向车身前方开口的开口孔37。前照灯38用于根据电力的供给来照射车辆前方。在前罩23上固定有从遮阳板35的左右向上延伸的后视镜39。驾驶员能够通过后视镜39确认后方的视野。在前罩23上,在从前照灯38的左右两侧向车身后方稍微离开的位置,固定有在水平方向上向外延伸的转向灯40。转向灯40基于驾驶员的开关操作而点亮。
59.前罩23具备:包围前照灯38而支承遮阳板35的前中央罩23a;以及与前中央罩25a的左右结合的前侧罩23b。后视镜39固定于前中央罩23a。转向灯40固定于前侧罩23b。
60.如图3所示,在头管14上结合有支承前照灯38的前照灯支架41。前照灯支架41具备:与头管14结合并在头管14的前方沿水平方向延伸的水平体41a;以及从水平体41a的左右端向上延伸的向上体41b。前照灯38安装于水平体41a。在向上体41b的上端,前中央罩23a和后视镜39通过螺母42b紧固于螺栓42a。前中央罩23a至少在左右两个部位固定于前照灯支架41。
61.如图4所示,转向灯支架43在从头管14向左右侧方离开的位置沿前后方向延伸。转
向灯支架43的前端与前照灯支架41的水平体41a结合,转向灯支架43的后端与主框架17结合。通过螺母44b将前侧罩23b和转向灯支架43紧固于从转向灯40延伸的螺栓44a。转向灯40的配线45插入到螺栓44a中并被拉出。左右的前侧罩23b、23b分别固定于转向灯支架43、43。
62.在前侧罩23b形成有从前侧罩23b的外表面隆起并支承转向灯40的基座46。在基座46上形成有承接转向灯40的安装板40a的平坦的安装面46a。螺栓44a贯通基座46。在从螺栓44a的中心轴线离开的位置,在安装板40a上形成有与螺栓44a平行地延伸的止转销47。止转销47嵌入到形成于基座46的贯通孔48中。通过止转销47的作用,转向灯40绕螺栓44a的轴心的旋转被阻止。
63.在基座46上,在安装面46a的背侧形成有承接转向灯支架43的安装板的平坦的承接面46b。转向灯支架43的安装板43a与承接面46b重叠。安装板43a通过螺母44b紧固于基座46。
64.如图5所示,前中央罩23a具备:基体52,所述基体52具备沿着接合面s呈网眼状遍布的骨架体51,单独具有比所要求的刚性低的刚性;以及表皮体53,所述表皮体53具有被赋予了彩色的印刷面,覆盖于接合面s而固定于基体52,并与基体52协作而确立所要求的刚性。基体52由树脂材料成型。在成型时例如使用注射成型。由于基体52的外表面被表皮体53覆盖,因此,不需要在成型后对基体52实施表面处理。
65.基体52具备以沿着接合面s将骨架体51之间填埋的方式扩展的壳体54。壳体54相当于与前中央罩23a的外观形状相匹配地形成的壳。壳体54例如能够形成为均匀的厚度。壳体54具有例如0.6~1.0mm的厚度。
66.通过将骨架体51之间用壳体54填埋,骨架体51作为呈网眼状交叉且形成向内开放的凹部55的肋56发挥功能。肋56从壳体54的内表面以所确定的高度突出。肋56的厚度例如设定为0.8~1.0mm,肋56的高度例如设定为1.0~5.0mm。
67.表皮体53由聚碳酸酯树脂、聚乙烯树脂、abs树脂材料等热塑性树脂材料形成,可以与骨架体51、基体52的树脂材料相同,也可以是不同的材料。表皮体53也可以是具有透明性的聚碳酸酯树脂。另外,表皮体53也可以是不透明的材质。在表皮体53的外表面通过印刷而由墨赋予彩色。也可以对彩色赋予图案。此外,也可以在表皮体53的内表面通过印刷而由墨赋予彩色。在该情况下,内表面的彩色透过表皮体53而浮现至表皮体53的外表面。无论在哪种情况下,彩色都会在视觉上在前中央罩23a的外表面显现。表皮体53具有壳体54的厚度以上的厚度。表皮体53具有例如超过1.0mm的厚度。表皮体53在单独成型时具有维持形状的刚性。
68.在基体52的接合面s与表皮体53之间层叠有粘接剂57。因此,表皮体53是利用粘接剂57与基体52的接合面s接合的层叠体。表皮体53通过粘接剂57与基体52一体化。如后所述,层叠体由通过热成形而覆盖于接合面s的树脂片成形。
69.基体52具有与壳体54相邻并沿着接合面s划分的通孔部58。遮阳板35覆盖于接合面s,从与壳体54接合的表皮体53连续地盖在通孔部58上。遮阳板35从基体52向外侧扩展而单独维持形状。如后所述,遮阳板35由通过热成型而在接合面s覆盖于通孔部58的树脂片成形。遮阳板35例如被着色成遮阳伞颜色。通过前中央罩23a和遮阳板35,外表面无接缝地连续。
70.如图4所示,在基体52的边缘,表皮体53包裹基体52的边缘52a。这样,基体52的边
缘52a被表皮体53覆盖。基体52的边缘52a也可以由肋51划分。
71.如图6所示,前侧罩23b与前中央罩23a同样地,具备:树脂制的基体52,所述基体52具备沿着接合面s呈网眼状遍布的骨架体51,单独具有比所要求的刚性低的刚性;以及树脂制的表皮体53,所述表皮体53具有被赋予了彩色的印刷面,覆盖于接合面s而固定于基体52,并与基体52协作而确立所要求的刚性。在前中央罩23a以及前侧罩23b中,骨架体51例如沿着接合面s描绘三角形的桁架图案。利用多个肋56沿着壳体54的内表面划分三角形的凹部57。在形成桁架图案时,骨架体51具备在规定的方向上前后延伸的基准线51a。此外,如图7所示,骨架体51也可以是与六边形相连的蜂窝形状。
72.如图8所示,基体52具有要求第一刚性的第一区域61a和要求比第一刚性高的第二刚性的第二区域61b。刚性的要求在前中央罩23a以及前侧罩23b的设计阶段被设定。前侧罩23b的基体52在第二区域61b具备上述基座46。基座46位于由位于其上下的基准线51a夹着的凹部的中间,与基座46的根部连续地竖立设置有三角形的细小的骨架体51c、51d。基座46的高度与肋56的高度相等,基座46与肋56以共面的方式连续。如图4所示,基座46具有比骨架体51的厚度大的厚度,如图8所示,沿着接合面s具有比骨架体51大的面积(扩展)。骨架体51以第一密度配置于第一区域61a,以比第一密度高的第二密度配置于第二区域61b。骨架体51的密度也可以从第一区域61a朝向第二区域61b逐渐增高。这样,根据局部所要求的刚性来调整网眼的疏密。
73.如图9所示,在前中央罩23a形成有承接前侧罩23b的支承板62。前侧罩23b的内表面与支承板62的外表面重叠。前侧罩23b与前中央罩23a结合。前侧罩23b的外表面与前中央罩23a的外表面以共面的方式连续。在支承板62的外表面形成有多个凸部63,所述多个凸部63在相互离开的位置从外表面突出,并嵌入由前侧罩23b内侧的肋56包围的多边形的凹部58内。
74.如图10以及图11所示,凸部63配置于由肋56划分出的凹部58的角部,利用树脂的弹性变形而被相互面对的肋56的相向面夹持。凸部63例如形成为圆柱形状。凸部63在被插入到凹部55的状态下压接于肋56。在此,利用分别内切于上下的基准线51a的凸部63在上下方向上限制前侧罩23b以及前中央罩23a的相对位移。而且,利用内切于将上下的基准线51a连接的多个肋51的凸部63,在与上下方向正交的水平方向上限制前侧罩23b以及前中央罩23a的相对位移。
75.此外,如图12所示,也可以通过以肋56的厚度的间隔分离地配置的凸部63、63夹持肋56的两侧面。凸部63形成以夹着肋56的状态进行压接的对。在此,利用从上下分别与一个基准线51a相接的两个凸部63,在上下方向上限制前侧罩23b以及前中央罩23a的相对位移。而且,利用外切于相邻的肋56的两个凸部63,在与上下方向正交的水平方向上限制前侧罩23b以及前中央罩23a的相对位移。也可以在基准线51a彼此之间利用小于90度的肋56的交叉角,在利用了树脂的弹性变形的楔的作用下将凸部63压接于肋56。
76.如图13所示,左右的侧罩24、24以及后罩25与前中央罩23a同样地,具备:树脂制的基体52,所述基体52具备沿着接合面s呈网眼状遍布的骨架体51,单独具有比所要求的刚性低的刚性;以及树脂制的表皮体53,所述表皮体53具有被赋予了彩色的印刷面,覆盖于接合面s而固定于基体52,与基体52协作而确立所要求的刚性。基体52具有要求第一刚性的第一区域64a和要求比第一刚性高的第二刚性的第二区域64b。
77.后罩25的基体52在第二区域64b具备向内突出的圆柱形的突起65。在突起65的顶端形成有伞型的卡合端65a,该卡合端65a具有与壳体54面对的台阶面且在径向上扩大,并且朝向顶端变细。作为左右的侧罩24、24及后罩25与车架12的安装结构的一例,如图14所示,突起65的顶端被插入到弹性橡胶制索环66的插入孔66a中,该弹性橡胶制索环66被保持于后框架22。索环66基于弹性变形而嵌入到形成于后框架22的贯通孔67中。尖细的卡合端65a一边利用索环66的弹性变形一边进入插入孔66a。通过卡合端65a的台阶面的作用,能够防止突起65从贯通孔67脱落。这样,后罩25安装于后框架22。骨架体51以第一密度配置于标准的第一区域64a,以比第一密度高的第二密度配置于构成安装部的第二区域64b。第二区域64b配置在与形成于后框架22的侧面的平坦面相向的位置。平坦面在索环66、后罩25的弹性变形时起到承接肋51并阻止后罩25的振动的作用。
78.接着,示意性地说明罩13的制造方法。在此,代表性地说明前中央罩23a以及遮阳板35的制造方法。前侧罩23b、侧罩24以及后罩25与前中央罩23a同样地制造,因此,作为一例,对前中央罩23a的制造进行说明。首先,如图15所示,准备用于前中央罩23a的装饰片71。在装饰片71上,在前中央罩23a的外表面区域71a以及成为遮阳板35的部位的外表面区域71b通过墨等印刷有彩色72。在此,所谓印刷,包括使用模板进行遮蔽而涂敷涂料的情况、利用喷墨那样的印刷用机器人涂敷墨的情况。彩色包括单色、多色、设计图案。在此,考虑到装饰片71的包裹、修整余量而比外表面区域71a、71b宽地赋予彩色72。
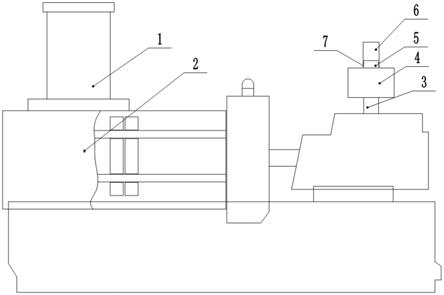
79.如图16(a)所示,在热成型装置73的支承台74设置有前中央罩23a的基体52。在前中央罩23a中,通孔部58为空间,因此,在设置基体52之前,在通孔部58,为了确立形状而设置有专用的夹具75,使基体52的外表面与夹具75的外表面具有连续性。前中央罩23a的基体52预先成型。在成型时例如使用注射成型。
80.热成型装置73在包围支承台74的下框76a与在支承台74的上方包围加热板77的上框76b之间支承装饰片71。在装饰片71中,在与支承台74面对的面上层叠有粘接剂57。粘接剂57只要层叠于与基体52接触的接触面即可。如图16(a)所示,在装饰片71的上方,从装饰片71离开地设置有加热板77,装饰片71被加热。装饰片71随着温度的上升而软化。
81.装饰片71的上下空间被减压。在装饰片71的上下空间确立真空。此后,如图16(b)所示,装饰片71覆盖于基体52的表面。此时,装饰片71的上侧的空间向大气开放。其结果是,如图16(c)所示,装饰片71效仿基体52的表面而紧贴。若装饰片71的上侧的空间进一步被增压,则如图16(d)所示,装饰片71从基体52的边缘包裹。此后,切割刀上升,装饰片71的不需要部分被切断。支承板62的表面没有被装饰片71覆盖。当装饰片71的温度下降时,装饰片71固化。这样,在基体52的表面覆盖有表皮体53。在与夹具75重叠的装饰片71的面上未附着粘接剂,因此,表皮体46效仿夹具75的外表面形状而直接单独形成遮阳板35。
82.如上所述,表皮体53覆盖于基体52的壳体54并固定而一体化。而且,装饰片71的壁厚增加,由此,表皮体53有助于前中央罩23a的刚性。由于表皮体53有助于刚性的确保,因此,前中央罩23a的树脂量至少减少通常使用的装饰膜的量。前中央罩23a的重量减少。前中央罩23a被轻量化。同样地,前侧罩23b、侧罩24以及后罩25被轻量化。
83.通过将表皮体53设为具备单独维持形状的刚性的壁厚,能够使表皮体53的一部分作为遮阳板35发挥功能。
84.在前侧罩23b中,骨架体51以第一密度配置于要求第一刚性的第一区域61a,以比
第一密度高的第二密度配置于要求比第一刚性高的第二刚性的第二区域61b。当转向灯40与基座46结合时,基座46要求能够承受转向灯40的支承的刚性。根据肋的疏密来确保所要求的刚性。这样,根据局部所要求的刚性来调整网眼的疏密。确保每个局部所要求的刚性。
85.在后罩25中,骨架体51以第一密度配置于要求第一刚性的第一区域64a,以比第一密度高的第二密度配置于要求比第一刚性高的第二刚性的第二区域64b。当突起65被插入到索环66的插入孔66a中时,在突起65的周边要求能够承受后罩25的振动的刚性。这样,在后罩25中,根据局部所要求的刚性来调整网眼的疏密。确保每个局部所要求的刚性。根据骨架体51的疏密来确保所要求的刚性。根据局部所要求的刚性来调整网眼的疏密。确保每个局部所要求的刚性。
86.在前中央罩23a以及前侧罩23b的结合时,前侧罩23b的肋56与前中央罩23a的支承板62重叠。设置于支承板62的多个凸部63利用弹性变形与被前侧罩23b的肋51包围的凹部55嵌合,前侧罩23b与前中央罩23a紧贴而结合。因此,在前中央罩23a以及前侧罩23b重叠的范围内,螺钉这样的紧固件被省略,并且,能够抑制颤振的产生。在凸部63的背侧,前中央罩23a的外表面被维持为平滑的面,因此,前罩23的美观提高。
87.另外,即便设置于支承板62的多个凸部63基于弹性变形而夹着前侧罩23b的肋56的两侧面,也能够得到与上述同样的效果。由于利用肋56进行结合,因此,能够削减专用的结合部件,结合位置的自由度也提高。
88.如图17所示,遮阳板35的边缘也可以形成于镶边78。在该情况下,在前中央罩23a的基体52上沿着遮阳板35的边缘一体地设置有拱形的芯材79。如图18所示,在装饰片71的覆盖时,装饰片71包裹在芯材79上。这样,在遮阳板35的边缘形成有镶边78。
89.此外,罩13也可以代替上述制造方法而通过以下的制造方法来制造。如图19(a)所示,通过使用与基体52的外形预先匹配的模具,装饰片71能够通过冲压成型机81成型为表皮体53。在成型时,装饰片71被加热,在装饰片71软化的状态下,装饰片71被上模82a和下模82b夹持并冲压成型。在冷却后从模具取下装饰片71。
90.如图19(b)所示,沿着表皮体53的轮廓修整装饰片71。在修整后,将表皮体53设置于注射成型机83。如图19(c)所示,上模83a以及下模83b关闭。下模82b也可以直接被保持。在上模83a以及下模83b,预先形成有例如前中央罩23a的型腔84,在上模83a形成有与肋51对应的型腔,通过注射成型使骨架体51和壳体54与表皮体53的内表面一体化而制造前中央罩23a。
91.或者,如图20(a)所示,装饰片71设置于下模85b。装饰片71与下模85b之间被减压。如图20(b)所示,装饰片71效仿下模85b。在型腔86的内表面粘贴装饰片71。接着,如图20(c)所示,将具有壳体54和加强肋51的型腔的上模85a和下模85b关闭,在型腔86内实施注射成型。在脱模后,修整装饰片71。这样,制造前中央罩23a。
92.图21在其他实施方式的前罩87中表示骨架体51的配置。与上述前罩23同样地,前罩87具备前中央罩87a和与前中央罩87a的左右结合的前侧罩87b。前罩87具备:基体52,所述基体52具备沿着接合面s呈网眼状遍布的骨架体51,单独具有比所要求的刚性低的刚性;以及表皮体53,所述表皮体53具有被赋予了彩色的印刷面,覆盖于接合面s而固定于基体52,并与基体52协作而确立所要求的刚性。如图22所示,基体52具备以处处沿着接合面s将骨架体51之间填埋的方式扩展的壳体54。在壳体54以外,被骨架体51包围的空间88由表皮
体53封闭。空间88不限于图22所示的部位,可以如图21中用斜线填充的那样,配置于被骨架体51包围的多个部位。其他结构与上述前罩23相同。通过省略壳体54,能够使前罩87进一步轻量化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。