1.本实施方式涉及一种芯材料、和具有使用该芯材料的焊料凸点的电子部件和凸点电极的形成方法。
2.本技术对2019年10月25日提交的日本专利申请即日本特愿2019
‑
194731号主张优先权,并且将其全部内容作为参照引入。
背景技术:
3.近年来,随着小型信息设备的发展,其所搭载的电子部件也正在迅速小型化。电子部件为了顺应小型化的要求而对应于连接端子的狭小化和安装面积的缩小化,则应用背面配置有电极的球栅阵列(bga)结构。
4.应用了bga的电子部件例如有半导体封装体。半导体封装体是通过树脂密封具有电极的半导体芯片而构成的。半导体芯片的电极上形成有焊料凸点。焊料凸点是通过将焊料球接合到半导体芯片的电极上而形成的。应用了bga的半导体封装体通过加热熔融后的焊料凸点与印刷基板的导电性焊盘接合而搭载在印刷基板上。近年来,为了适应更高密度安装的要求,还开发了在高度方向上层叠半导体封装体的三维高密度安装。
5.进行了三维高密度安装的半导体封装体为bga,当在半导体芯片的电极上载置焊料球进行回流焊处理的情况下,有时焊料球会因半导体封装体的自重而压溃。而一旦发生这种情况,焊料就会从电极处露出,从而电极之间彼此接触,有可能发生电极间的短路。
6.为了防止这种短路事故,作为焊料球,提出了一种不会因自重而被压溃或不会在焊料熔融时变性的焊料凸点。具体来说,提出了使用金属或树脂成形的球作为芯,并将焊料包覆该芯后的芯材料用作焊料凸点。
7.日本专利第5367924号公开了一种焊料凸点,该焊料凸点使用cu球作为芯,在其上镀敷了由sn和bi构成的sn系焊料合金的膜。日本专利第5367924号中焊料镀层中含有的bi的含量按照:内侧(内周侧)浓度较高,并随着朝向外侧(外周侧)浓度逐渐变低的浓度梯度进行镀敷处理。
8.如日本专利第5367924号那样,在焊料镀层中的bi浓度为内周侧浓、外周侧稀的状态下加热熔融时,由于内周侧的bi密度高,因此焊料会从内周侧的bi区域开始熔融。即使内周侧的bi区域熔融,外周侧的bi区域还未开始熔融,因此内周侧的bi区域侧处的体积膨胀很快就会发生。由于该体积膨胀在内外周侧处的时间差,在bi的内周侧和外周侧(外部气体)之间会产生压力差,当bi的外周侧开始熔融时,由于内周侧的体积膨胀产生的压力差,会导致作为芯的cu球破裂的情况。必须避免这种情况的发生。像这样,具有由sn和bi构成的sn系焊料合金构成的焊料镀层的cu芯球,当焊料镀层中的bi有浓度梯度的情况下就会导致上述不良。
9.为了解决日本专利第5367924号中产生的上述问题,提出了日本专利第6217836号。在日本专利第6217836号中,提供了一种芯材料,在芯表面具有将由sn和bi构成的(sn
‑
bi)系焊料合金镀敷而形成的焊料镀层的芯材料中,焊料镀层中含有的bi以91.4%~
106.7%的预定范围的浓度比分布在焊料镀层中。
技术实现要素:
10.发明要解决的课题
11.在采用日本专利第6217836号的方式的情况下,由于焊料镀层的表面含有相对多的bi,因此作为其颜色变黑的结果,黄色度变高,在外观检查中有时会被判定为次品。
12.另外,如上所述,由于焊料镀层的表面含有相对多的bi,因此有容易氧化、氧化膜厚度容易变厚的倾向。而一旦氧化膜厚度变厚,则基板回流焊时的熔化行为就会变差,导致焊料球从电极焊盘脱离的状态(球缺失(ball missing))或发生位置偏移。
13.本发明提供了芯材料等,其在外观检查中不易出现次品,且够防止氧化膜厚度过厚。
14.用于解决课题的手段
15.[概念1]
[0016]
本发明涉及的芯材料可以具备:
[0017]
芯;
[0018]
设置在所述芯的外侧的(sn
‑
bi)系焊料合金的焊料层;和
[0019]
设置在所述焊料层的外侧的sn层,
[0020]
其中,在将所述焊料层中所含bi的浓度比设为:
[0021]
浓度比(%)=bi测量值(质量%)/目标bi含量(质量%)、或
[0022]
浓度比(%)=bi测量值的平均值(质量%)/目标bi含量(质量%)时,
[0023]
上述浓度比可以为91.4%~106.7%,
[0024]
所述sn层的厚度可以为所述焊料层的厚度的0.215%以上且36%以下。
[0025]
[概念2]
[0026]
本发明涉及的芯材料可以具备:
[0027]
芯;
[0028]
设置在所述芯的外侧的(sn
‑
58bi)系焊料合金的焊料层;和
[0029]
设置在所述焊料层的外侧的sn层,
[0030]
其中,在将所述焊料层中所含bi的浓度比设为:
[0031]
浓度比(%)=bi测量值(质量%)/目标bi含量(质量%)、或
[0032]
浓度比(%)=bi测量值的平均值(质量%)/目标bi含量(质量%)时,
[0033]
上述浓度比可以为91.4%~108.6%,
[0034]
所述sn层的厚度可以为所述焊料层的厚度的0.215%以上且36%以下。
[0035]
[概念3]
[0036]
本发明涉及的芯材料可以具备:
[0037]
芯;
[0038]
设置在所述芯的外侧的(sn
‑
40bi)系焊料合金的焊料层;和
[0039]
设置在所述焊料层的外侧的sn层,
[0040]
其中,在将所述焊料层中所含bi的浓度比设为:
[0041]
浓度比(%)=bi测量值(质量%)/目标bi含量(质量%)、或
[0042]
浓度比(%)=bi测量值的平均值(质量%)/目标bi含量(质量%)时,
[0043]
上述浓度比可以为90%~107.5%,
[0044]
所述sn层的厚度可以为所述焊料层的厚度的0.215%以上且36%以下。
[0045]
[概念4]
[0046]
在概念3涉及的芯材料中,所述(sn
‑
40bi)系焊料合金的目标组成可以为sn
‑
40bi
‑
0.5cu。
[0047]
[概念5]
[0048]
本发明涉及的芯材料可以具备:
[0049]
芯;
[0050]
设置在所述芯的外侧的(sn
‑
3bi)系焊料合金的焊料层;和
[0051]
设置在所述焊料层的外侧的sn层,
[0052]
其中,在将所述焊料层中所含bi的浓度比设为:
[0053]
浓度比(%)=bi测量值(质量%)/目标bi含量(质量%)、或浓度比(%)=bi测量值的平均值(质量%)/目标bi含量(质量%)时,
[0054]
上述浓度比可以为90%~106.7%,
[0055]
所述sn层的厚度可以为所述焊料层的厚度的0.215%以上且36%以下。
[0056]
[概念6]
[0057]
在概念1至5中任一项涉及的芯材料中,在所述芯与所述焊料层之间,可以设置有选自ni和co中的一种以上元素的基底镀层。
[0058]
[概念7]
[0059]
在概念1至6中任一项涉及的芯材料中,可以使用cu球或cu柱作为芯。
[0060]
[概念8]
[0061]
一种电子部件,其中,可以将上述概念1至7中任一项涉及的所述芯材料用作焊料凸点。
[0062]
[概念9]
[0063]
本发明涉及的凸点电极的形成方法,其中,可以具备:
[0064]
将概念1至8中任一项记载的芯材料搭载于电极上的工序;和
[0065]
通过将搭载的所述芯材料加热来形成凸点电极的工序。
[0066]
发明效果
[0067]
根据本发明,能够提供芯材料等,其在外观检查中不易判定为次品,且能够防止氧化膜厚度过厚。
附图说明
[0068]
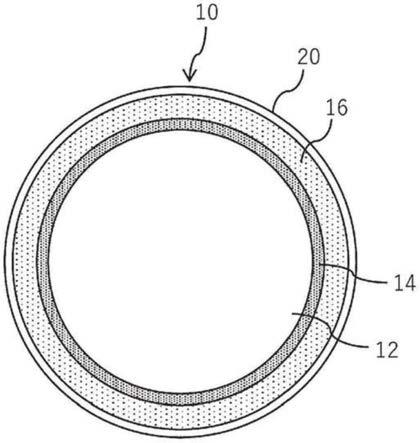
图1是示出本发明的实施方式涉及的一例cu芯球的截面图。
[0069]
图2是示出本发明的实施方式涉及的另一例cu芯球的截面图。
[0070]
图3是示出本发明的实施方式涉及的sn与bi的分布状态的截面照片。
[0071]
图4是将图3所示的照片的一部分放大后的截面照片。
[0072]
图5是本发明的实施方式涉及的cu芯球的照片。
[0073]
图6是本发明的实施方式的(sn
‑
58bi)系焊料合金中以cu芯球径为基准时的特性
曲线图,图中示出了电镀处理中镀液中的bi浓度与焊料镀层中含有的bi浓度的关系。
[0074]
图7是本发明的实施方式的(sn
‑
40bi)系焊料合金中以cu芯球径为基准时的特性曲线图,图中示出了电镀处理中镀液中的bi浓度与焊料镀层中含有的bi浓度的关系。
[0075]
图8是与图7对应的图,涉及与图7所示的cu芯球相比直径更大的cu芯球。
[0076]
图9是与图6对应的图,涉及与图6所示的cu芯球相比直径更大的cu芯球。
[0077]
图10示出本发明实施方式中测定芯材料的bi的浓度分布的方法的示例说明图。
具体实施方式
[0078]
以下,详细说明本实施方式的优选实施方式。本实施方式提供一种芯材料和包含使用该芯材料的半导体封装体的电子部件。
[0079]
本实施方式的芯材料可以具备:芯;设置在芯的外侧的(sn
‑
bi)系焊料合金的焊料层;和设置在焊料层的外侧的sn层(锡层)。芯可以包含金属或树脂。在将焊料层中所含bi的浓度比设为:
[0080]
浓度比(%)=bi测量值(质量%)/目标bi含量(质量%)、或浓度比(%)=bi测量值的平均值(质量%)/目标bi含量(质量%)时,
[0081]
浓度比可为90%~108.6%,如作进一步限定,浓度比可为91.4%~106.7%。
[0082]
在本实施方式中,(sn
‑
bi)系焊料合金是指包含sn和bi的焊料合金。(sn
‑
58bi)系焊料合金是指含有sn和bi的焊料合金中目标bi含量(质量%)为58质量%。(sn
‑
40bi)系焊料合金是指含有sn和bi的焊料合金中目标bi含量(质量%)为40质量%。因此,(sn
‑
40bi)系焊料合金中还包括后述的实施例所示的sn
‑
40bi
‑
0.5cu及sn
‑
40bi
‑
0.5cu
‑
0.03ni。(sn
‑
3bi)系焊料合金是指含有sn和bi的焊料合金中目标bi含量(质量%)为3质量%。因此,(sn
‑
3bi)系焊料合金中也包括后述的实施例所示的sn
‑
3ag
‑
0.8cu
‑
3bi。
[0083]
sn层可以以按照焊料层厚度的0.215%以上且36%以下的厚度来形成,优选以0.26%以上且33.3%以下的厚度来形成。在本实施方式中,作为一例,使用焊料镀层作为焊料层进行说明,使用sn镀层作为sn层进行说明,但不限于此,焊料层也可以通过镀敷以外的方法形成,同样地,sn层也可以通过镀敷以外的方法形成。sn层也可以以ag、cu、bi、sb、ni、co、ge、ga、fe、al、in、cd、zn、pb、au、p、s、si等杂质的形式来含有sn以外的成分。
[0084]
sn镀层是在焊料镀层形成后形成的。例如,在芯上形成含有均匀bi浓度的焊料镀层。而且,也可以在将形成有焊料镀层的芯材料从含有sn和bi的熔融液中提起后,浸渍在sn的熔融液内来形成sn镀层。焊料镀层和sn镀层都可以使用滚筒电镀来形成。
[0085]
本实施方式中使用的bi浓度比(%)是指焊料镀层的预定区域中的bi测量值(质量%)相对于目标bi含量(质量%)的比(%)、或者bi测量值的平均值(质量%)相对于目标bi含量(质量%)的比(%)。另外,由于预定区域中bi含量也可以换言之是该预定区域中的bi浓度,因此本实施方式中使用的bi浓度比(%)是指焊料镀层的预定区域中测得的bi浓度相对于目标bi浓度的比(%)、或测得的bi浓度相对于目标bi浓度的比的平均值(%)。
[0086]
需要说明的是,在焊料镀层的bi含量的测量中,也可以使用含氧酸等溶解焊料镀层,使用icp
‑
aes、icp
‑
ms等公知的分析方法。
[0087]
本实施方式的焊料镀层的组成也可以由含有sn和bi的(sn
‑
bi)系合金构成。关于bi的含量,如果相对于合金整体的bi含量在0.1~99.9质量%的范围内,则可以将bi的浓度
比控制在90%~108.6%的范围内,这样可以使焊料镀层中的bi均匀分布。
[0088]
焊料镀层中的bi在厚度方向上从其内周侧向外周侧,在包括内周侧、外周侧在内的整个区域中,其浓度分布被处理得均匀(但是,在芯上施加了ni镀层等基底镀层的情况下,基底镀层除外)。
[0089]
sn系焊料合金除了(sn
‑
bi)系焊料合金以外,还可以含有其它添加元素。作为可以添加至(sn
‑
bi)系焊料合金中的元素,可以从ag、cu、ni、ge、ga、in、zn、fe、pb、sb、au、pd、co等中选出的一种或两种以上元素。例如,可以考虑添加(sn
‑
bi
‑
cu
‑
ni)系焊料合金、(sn
‑
ag
‑
cu
‑
bi)系焊料合金等。
[0090]
例如,在(sn
‑
58bi)系焊料合金情况下,bi的分布以58质量%为目标值,但作为容许范围则为53质量%(浓度比91.4%)~63质量%(浓度比108.6%)。另外,在(sn
‑
40bi)系焊料合金情况下,bi的分布以40质量%为目标值,作为容许范围则为36质量%(浓度比90%)~43质量%(浓度比107.5%)。另外,在(sn
‑
3bi)系焊料合金情况下,bi的分布以3质量%为目标值,作为容许范围则为2.7质量%(浓度比90%)~3.2质量%(浓度比106.7%)。
[0091]
所谓容许范围,是指在sn层厚度为焊料层厚度的0.215%以上且36%以下的条件下,如果在该范围内,则能够没有问题地进行凸点形成等焊料施加。另外,浓度比(%)是指测量值(质量%)对目标含量(质量%)之比(%),或测量值的平均值(质量%)对目标含量(质量%)之比(%)。即,浓度比(%)如上所述,可以表示为:
[0092]
浓度比(%)=测量值(质量%)/目标含量(质量%)、或
[0093]
浓度比(%)=测量值平均值(质量%)/目标含量(质量%)。
[0094]
另外,即使在包含sn、bi的二元焊料镀层中添加它们以外的元素,也可以将bi的浓度比控制在90%~108.6%的范围内。
[0095]
作为添加元素,可以考虑使用ag、cu、ni、ge、ga、in、zn、fe、pb、sb、au、pd、co等中的一种或两种以上。
[0096]
如上所述,作为芯(core),可以考虑金属或树脂,其形状也可以考虑球形及其它形状(柱状、片状等)。在本实施方式中,针对球形、特别是使用包含cu的球(也称为“cu球”)作为芯的cu芯球的情况进行说明。本实施方式中的cu芯球只要芯含有cu即可,对其它构成没有特别限定。
[0097]
芯的粒径(球径)根据bga的尺寸等而定,在以下的例子中为300μmφ左右的球状,焊料镀层的径向单侧厚度为1~100μm,优选为10~50μm。sn镀层的径向单侧的厚度可以基于焊料镀层的厚度决定,也可以为焊料镀层的厚度的0.215%以上且36%以下,优选为0.26%以上且33.3%以下。cu芯球的粒径根据所使用的电子部件的密度、尺寸适当选定,可以使用1~1000μm范围内的芯,根据所使用的芯的粒径适当选定镀层厚度。需要说明的是,作为球使用时典型的粒径是200~300μm。今后进一步微细化时,主流粒径也有可以为100~160μm,即使是这种程度的粒径,在本技术也可以毫无问题地进行使用。作为进行镀敷处理的镀敷装置,可以使用电镀装置。
[0098]
接着,示出使用cu球作为芯的cu芯球的例子。图1和图2是示出本发明涉及的cu芯球10的一例截面图。
[0099]
如图2所示,cu芯球10中形成有含有cu的芯12,在该例中隔着ni基底镀层14形成有由sn系焊料合金构成的焊料镀层16,在焊料镀层16上形成有sn镀层20。ni基底镀层14在芯
12和焊料镀层16之间起到防止金属扩散引起的焊料镀层16的组成变化的基底镀层的作用(作为阻挡层发挥作用),单侧为1~4μm左右的厚度。该ni基底镀层14不是必需的要件,也可以如图1所示在芯12的表面上直接形成焊料镀层。需要说明的是,在形成基底镀层14的情况下,基底镀层14也可以由包含选自ni、co中的1种以上元素的层构成。
[0100]
芯12中使用的cu可以是纯铜,也可以是铜合金。
[0101]
使用具有以cu为主成分的合金组成的芯12时,其纯度没有特别限定,但从抑制纯度降低引起的cu芯球的电导率和热导率的劣化,和根据需要抑制α射线量的观点来看,优选为99.9质量%以上。
[0102]
作为芯,除了cu以外,还可以使用ni、ag、bi、pb、al、sn、fe、zn、in、ge、sb、co、mn、au、si、pt、cr、la、mo、nb、pd、ti、zr、mg的金属单质,它们中的两种以上的合金、金属氧化物、或金属混合氧化物来构成,还可以由树脂材料构成。作为树脂材料,可以列举例如:氨基树脂、丙烯酸类树脂、乙烯
‑
醋酸乙烯酯树脂、苯乙烯
‑
丁二烯嵌段共聚物、聚酯树脂、三聚氰胺树脂、酚醛树脂、醇酸树脂、聚酰亚胺树脂、聚氨酯树脂、环氧树脂、交联树脂等。其中,优选使用聚乙炔、聚吡咯、聚噻吩、聚苯胺等导电塑料等。当芯为树脂材料时,可以由树脂芯、包覆树脂芯外侧的cu镀层、包覆cu镀层表面的ni等的基底镀层、包覆基底镀层表面的焊料镀层来构成cu芯球。需要说明的是,cu芯球的层叠结构不限于上述例子。
[0103]
从控制悬浮高度(standoff height)的观点出发,芯12的球形度优选为0.95以上,更优选为0.990以上。由于当芯12的球形度小于0.95时,芯12会成为不定形状,因此在凸点形成时会形成高度不均匀的焊料凸点,导致发生接合不良的可能性增大。而且,在将cu芯球10搭载在电极上进行回流焊时,如果球形度低的话,则cu芯球10会发生位置偏移,自对准性也劣化。
[0104]
这里,球形度表示与正球之间的偏差。球形度可以用例如最小二乘中心法(lsc法)、最小区域中心法(mzc法)、最大内接中心法(mic法)、最小外接中心法(mcc法)等各种方法求出。详细地说,球形度是指500个各芯的直径除以长径时算出的算术平均值,值越是接近上限1.00就表示越接近正球。长径的长度是指使用日本三丰公司制造的ultra quick vision ultra qv350
‑
pro测量装置测得的长度。
[0105]
包括焊料镀层16在内的cu芯球10整体的直径优选为1~1000μm。在该范围内,能够稳定地制造球状的cu芯球10,另外,通过选定粒径,能够抑制电极端子间在窄间距状态下的连接短路。
[0106]
焊料镀层16是焊料合金,在本例中包含sn和bi。在这种情况下,如上所述,焊料镀层16中的bi含量相对于目标值58质量%,作为容许范围,优选为53质量%(浓度比91.4%)~63质量%(浓度比108.6%)左右。
[0107]
焊料镀层16厚度根据芯12的粒径而不同,但优选径向单侧100μm以下。例如,在粒径为300μmφ的芯12时,焊料镀层16被形成为单侧1~100μm的厚度。这是为了确保充分的焊料接合量。
[0108]
作为镀液,使用有机酸、甲磺酸bi及表面活性剂的混合液。镀液的浓度在焊料镀层形成中被控制为恒定。
[0109]
在通过电镀形成具有包含sn和bi的sn
‑
bi系焊料合金组成的焊料镀层时,由于bi优先于sn进入焊料镀层,因此存在镀液中的bi浓度和焊料镀层中的bi量不一致的问题,从
而无法形成bi的浓度分布均匀的焊料合金镀层。因此,在阳极电极和阴极电极之间施加预定的直流电压,并且,通过使用滚筒电镀一边摇动芯,一边调节液体中的bi浓度使其均匀来进行电镀处理。
[0110]
参照图6至图9说明该镀敷处理生成焊料镀层16的过程。图6至图9是以cu芯球径为基准时的特性曲线图,图中示出了电镀处理中镀液中的bi浓度(曲线lb、曲线ld)与焊料镀层16中的bi浓度(曲线la、曲线lc)之间的关系。
[0111]
图6中,如后述实施例4至6所示,在将bi的目标值为58质量%的焊料镀层形成在初始的粒径为300μm的芯的周缘的情况下,逐次监视焊料镀层16的厚度,在该例中,将焊料镀层16的厚度依次每增加预定值时的cu芯球每次作为样品采集,将所采集的样品在清洗后干燥,然后测量粒径而得。依次测量当测量时的cu芯球的粒径达到目标值时的焊料镀层中bi的含量,得到了如图6的曲线la那样的结果。根据该结果可知,即使焊料镀层16依次增加预定的厚度,此时的bi含量也与紧前方的含量大致相同,bi的含量大致为58~60质量%。因此,从图6的曲线la可以得知bi的浓度分布相对于镀层厚度为均质(均等)的,没有浓度梯度。
[0112]
图7和图8中,如后述实施例1至3和7至9所示,在将bi的目标值为40质量%的焊料镀层形成在初始的粒径为300μm的芯的周缘的情况下,逐次监视焊料镀层16的厚度,在该例中,将焊料镀层16的厚度依次每增加预定值时的cu芯球每次作为样品采集,将所采集的样品在清洗后干燥,然后测量粒径而得。依次测量当测量时的cu芯球的粒径达到目标值时的焊料镀层中bi的含量,得到了图7和图8的曲线lc那样的结果。根据该结果可知,即使焊料镀层16依次增加预定的厚度,此时的bi含量也与紧前方的含量大致相同,bi的含量大致为40~42质量%。因此,从图7和图8的曲线lc可以得知,bi的浓度分布相对于镀层厚度是均匀(均等)的,没有浓度梯度。需要说明的是,图7是关于直径小的cu芯球(340μm)的实施例1至3的图,图8是关于直径大的cu芯球(380μm)的实施例7至9的图。
[0113]
需要说明的是,图9中,关于直径大的cu芯球(380μm),在将bi的目标值为58质量%的焊料镀层形成在初始的粒径为300μm的芯的周缘的情况下,逐次监视焊料镀层16的厚度,在该例中,将焊料镀层16的厚度依次每增加预定值时的cu芯球每次作为样品采集,将所采集的样品在清洗后干燥,然后测量粒径而得。
[0114]
图3至图5是使用fe
‑
epma将在焊料镀层16的外侧形成了sn镀层20的cu芯球10进行拍摄而得的照片。
[0115]
根据图3和图4,由于焊料镀层16中的bi的浓度即使在焊料镀层16的厚度成长的情况下也维持大致相同的状态,因此能够确认焊料镀层16中的bi以大致均匀分布的状态成长(析出)。在镀液中bi浓度均匀的状态下进行镀敷处理,以使bi浓度收敛在期望值内。另外,还确认了cu芯球10是银色系的球状(参照图5)。
[0116]
为了使焊料镀层16中的bi浓度分布收敛于期望值,在进行电压、电流控制的同时进行镀敷处理。通过这样的镀敷处理,能够将焊料镀层16中的bi的分布维持在期望值。
[0117]
曲线la所示的焊料镀层16内的bi浓度与曲线lb所示的镀液中的bi浓度不一致,同样地,曲线ld所示的焊料镀层16内的bi浓度与曲线lc所示的镀液中的bi浓度不一致,这是因为镀液中的bi优先于镀液中的sn进入焊料镀层内所导致的。
[0118]
需要说明的是,焊料镀层16中的bi的浓度分布为与目标值相对应,这也参照了日
本专利第6217836号公开的内容。
[0119]
实施例
[0120]
以下列举实施例和比较例详细叙述本实施方式。需要说明的是,本实施方式并不限定于这些实施例。在后述的各实施例1
‑
27及各比较例1
‑
27中,焊料镀层中的bi浓度在设为:浓度比(%)=bi的测量值的平均值(质量%)/目标bi含量(质量%)时为90%~108.6%。
[0121]
按照下述基准进行了黄色度的评价和接合时的不良的评价,作为由后述各表所示的组成构成的芯球的评价。
[0122]
<黄色度>
[0123]
芯球的黄色度使用柯尼卡美能达公司制造的cm
‑
2600d型分光测色计进行了测定。l*a*b*表色系中的黄色度在8.5以下时设为“良”并在各表中用
“○”
表示,l*a*b*表色系中的黄色度超过8.5时设为“不良”并在各表中表示为
“×”
。
[0124]
<接合时的不良>
[0125]
准备10个由与已测定黄色度的各样品相同的制造批次制作的、由各实施例和各比较例中的组成所构成的芯球(样品),分别通过通常的回流焊处理接合在基板上。关于接合时的不良,在所有10个样品中未测定出接合不良时设为“良”并在各表中用
“○”
表示。另一方面,只要有1个样品在接合时发生位置偏移或球脱离,或者只要有1个样品在接合时芯被爆裂则判定为“不良”并在表中用
“×”
表示。
[0126]
下述表1示出的是使用铜作为芯材质的实施例1至9。焊料镀层的厚度和ni基底镀层14的厚度的合计厚度在实施例1至6中为单侧20μm,在实施例7至9中为单侧40μm。焊料镀层的构成在实施例1至3及实施例7至9中为sn
‑
40bi
‑
0.5cu,在实施例4至6中为sn
‑
58bi。设置在焊料镀层的外周侧(外表面)的sn镀层的厚度为单侧0.1μm~12μm,sn镀层的厚度相对于焊料镀层的厚度为0.26%~33.3%。针对各实施例1~9,用上述基准判定了黄色度及接合时的不良,结果都能够得到良好的结果。需要说明的是,各表中所示的“sn镀层/焊料镀层(%)”是通过式sn镀层厚度(单侧)/焊料镀层(单侧)
×
100算出的。
[0127]
[表1]
[0128][0129]
准备了如下述表2所示的比较例1至9作为与实施例1至9对应的实例。比较例1至9也使用铜作为芯材质。焊料镀层的厚度和ni基底镀层14的厚度的合计厚度在比较例1至6中为单侧20μm,在比较例7至9中为单侧40μm。焊料镀层的构成在比较例1至3及比较例7至9中为sn
‑
40bi
‑
0.5cu,在比较例4至6中为sn
‑
58bi。准备:在焊料镀层的外周侧(外表面)不设置sn镀层的方式(比较例1、4及7)、设置在焊料镀层的外周侧(外表面)的sn镀层的厚度较薄的
方式(比较例2、5及8)、和设置在焊料镀层的外周侧(外表面)的sn镀层的厚度较厚的方式(比较例3、6及9)。按上述基准对各比较例1~9判定黄色度及接合时的不良,结果均显示黄色度及接合时的不良中的某一种不理想。
[0130]
可以认为,在sn镀层厚度较厚的情况下,由于sn镀层和焊料镀层的体积膨胀速度的不同,产生了错位、球脱离、飞溅等接合时的不良。另一方面,可以认为,在sn镀层的厚度较薄的情况下,不能充分得到实施sn镀层的效果,导致了因黄色度引起的不良。另外,像这样在镀sn层的厚度较薄的情况下,氧化膜厚度变厚,基板回流焊时的熔化行为变差,也可能成为芯球成为从电极焊盘脱离的状态(球脱离)或发生位置偏移的原因,从这一点来看也不理想。由于在后述的比较例10
‑
27中也确认到了同样的倾向,因此上述想法也适用于比较例10
‑
27中的任一个。
[0131]
[表2]
[0132][0133]
下述表3示出的是使用苯乙烯
‑
丁二烯嵌段共聚物树脂作为芯材质的实施例10~18。焊料镀层的厚度和ni基底镀层14的厚度的合计厚度在实施例10至15中为单侧20μm,在实施例16至18中为单侧40μm。焊料镀层的构成在实施例10至12及实施例16至18中为sn
‑
40bi
‑
0.5cu,在实施例13至15中为sn
‑
58bi。设置在焊料镀层的外周侧(外表面)的sn镀层的厚度为单侧0.1μm~12μm,sn镀层的厚度相对于焊料镀层的厚度为0.26%~33.3%。按上述基准对各实施例10~18判定黄色度及接合时的不良,结果均能够得到理想的结果。
[0134]
[表3]
[0135][0136]
准备了如下述表4所示的比较例10至18作为与实施例10至18对应的实例。比较例10至18也使用树脂作为芯材质。焊料镀层的厚度和ni基底镀层14的厚度的合计厚度在比较例10至15中为单侧20μm,在比较例16至18中为单侧40μm。焊料镀层的构成在比较例10至12及比较例16至18中为sn
‑
40bi
‑
0.5cu,在比较例13至15中为sn
‑
58bi。准备:在焊料镀层的外周侧(外表面)不设置sn镀层的方式(比较例10、13及16)、设置在焊料镀层的外周侧(外表
面)的sn镀层的厚度较薄的方式(比较例11、14及17)、和设置在焊料镀层的外周侧(外表面)的sn镀层的厚度较厚的方式(比较例12、15及18)。按上述基准对各比较例10~18判定黄色度及接合时的不良,结果均显示黄色度及接合时的不良中的某一种不理想。
[0137]
[表4]
[0138][0139]
下述表5示出的是使用铝作为芯材质的实施例19~27。焊料镀层的厚度和ni基底镀层14的厚度的合计厚度在实施例19至24中为单侧20μm,在实施例25至27中为单侧40μm。焊料镀层的构成在实施例19至21及实施例25至27中为sn
‑
40bi
‑
0.5cu,在实施例22至24中为sn
‑
58bi。设置在焊料镀层的外周侧(外表面)的sn镀层的厚度为单侧0.1μm~12μm,sn镀层的厚度相对于焊料镀层的厚度为0.26%~33.3%。按上述基准对各实施例19~27判定黄色度及接合时的不良,结果均能够得到理想的结果。
[0140]
[表5]
[0141][0142]
准备了如下述表6所示的比较例19至27作为与实施例19至27对应的实例。比较例19至27也使用铝作为芯材质。焊料镀层的厚度和ni基底镀层14的厚度的合计厚度在比较例19至24中为单侧20μm,在比较例25至27中为单侧40μm。焊料镀层的构成在比较例19至21及比较例25至27中为sn
‑
40bi
‑
0.5cu,在比较例22至24中为sn
‑
58bi。准备:在焊料镀层的外周侧(外表面)不设置sn镀层的方式(比较例19、22及25)、设置在焊料镀层的外周侧(外表面)的sn镀层的厚度较薄的方式(比较例20、23及26)、和设置在焊料镀层的外周侧(外表面)的sn镀层的厚度较厚的方式(比较例21、24及27)。按上述基准对各比较例19~27判定黄色度及接合时的不良,结果显示黄色度及接合时的不良中的某一种不理想。
[0143]
[表6]
[0144][0145]
需要说明的是,实施例及比较例中焊料镀层16的目标组成为(sn
‑
58bi)的cu芯球10是在下述条件下制作的:
[0146]
·
芯12直径:300μm
[0147]
·
ni基底镀层14膜厚:单侧2μm
[0148]
·
焊料镀层16膜厚:单侧18μm或38μm
[0149]
·
除sn镀层20以外的cu芯球10的直径:340μm或380μm。
[0150]
ni基底镀层14的镀敷方法是:对于芯为cu的表1、表2中的样品,使用电镀工艺(滚筒电镀),对于芯为树脂的表3、表4中的样品,使用无电镀工艺,对于芯为铝的表5、表6中的样品,对铝芯实施双重锌活化处理(
ダブルジンケート
処理),对于处理后的铝,使用了用无电镀工艺镀一层薄ni,然后用电镀工艺使其生长到期望的单侧2μm的厚度。
[0151]
焊料镀层16的镀敷方法是利用电镀工艺(滚筒电镀)并按照图6的条件制作的。
[0152]
在焊料镀层16的厚度为较薄的单侧18μm的情况下,除了sn镀层20以外的cu芯球10的直径为340μm。另一方面,在焊料镀层16厚度为较厚的单侧38μm的情况下,除了sn镀层20以外的cu芯球10的直径为380μm。
[0153]
另外,实施例及比较例中焊料镀层16的目标组成为(sn
‑
40bi
‑
0.5cu)的cu芯球10是在下述条件下制作的:
[0154]
·
芯12直径:300μm
[0155]
·
ni基底镀层14膜厚:单侧2μm
[0156]
·
焊料镀层16膜厚:单侧18μm或38μm
[0157]
·
除sn镀层20以外的cu芯球10的直径:340μm或380μm。
[0158]
ni基底镀层14的镀敷方法是:对于芯为cu的表1、表2中的样品,使用电镀工艺(滚筒电镀),对于芯为树脂的表3、表4中的样品,使用无电解镀工艺,对于芯为铝的表5、表6中的样品,对铝芯实施双重锌活化处理,对于处理后的铝,使用了用无电镀工艺镀一层薄ni,然后用电镀工艺使其生长到期望的单侧2μm的厚度。
[0159]
焊料镀层16的镀敷方法是利用电镀工艺(滚筒电镀)并按照图7或图8的条件制作的。
[0160]
在焊料镀层16厚度为较薄的单侧18μm的情况下,除了sn镀层20以外的cu芯球10的直径为340μm。另一方面,在焊料镀层16厚度为较厚的单侧38μm的情况下,除了sn镀层20以外的cu芯球10的直径为380μm。
[0161]
sn镀层20是将设置有焊料镀层16的cu芯球从含有sn及bi的熔融液中提起后,浸渍在sn的熔融液内而形成的。更具体地说,是从含有sn和bi的镀液中取出已形成焊料镀层16
的试样,并进行清洗、干燥。
[0162]
然后,将试样投入到含有甲磺酸sn、有机酸和表面活性剂的镀液中,进行滚筒电镀,直到达到各实施例和各比较例(不形成sn镀层20的比较例除外)中记载的sn镀层20的厚度。
[0163]
上述表1~6中bi浓度比组(a~i)中的bi浓度和各区域的规格如下述表7和表8所示。如表7所示,已确认在bi浓度比组(a~i)的任一个组中bi浓度比都在容许范围内。需要说明的是,表7及表8中测定bi浓度的样品是在与上述表1~6中测定黄色度或接合时的不良的样品相同的制造批次中制作的相同bi浓度比组的其它样品。在表7和表8中测定了bi浓度的所有样品都在没有形成sn镀层20的情况下测定了bi浓度。
[0164]
[表7]
[0165][0166]
[表8]
[0167][0168]
使用图10来说明表7及表8。为了方便起见,焊料镀层16中从芯12的表面侧起分为内层16a、中间层16b及外层16c。在焊料镀层16的厚度为较薄的单侧18μm的情况下,内层16a为从芯12的表面起直至7μm、中间层16b为7~13.3μm、外层16c为13.3~18.0μm,从内层16a、中间层16b及外层16c分别切取厚度5μm且宽度60μm的区域17a、17b、17c,通过定性分析测量bi的浓度。在焊料镀层16的厚度为较厚的单侧38μm的情况下,内层16a为从芯12的表面起直至14.9μm、中间层16b为14.9~28.1μm、外层16c为28.1~38.0μm,从内层16a、中间层16b及外层16c分别切取厚度7.5μm且宽度60μm的区域17a、17b、17c,通过定性分析测量bi的浓度。对属于各组(a~i)的1个试样的内层16a、中间层16b及外层16c分别进行了上述作业。其值如表7所示。观察器材使用了日本电子公司制造的fe
‑
epmajxa
‑
8530f。
[0169]
需要说明的是,焊料镀层16的目标组成由sn
‑
40bi
‑
0.5cu
‑
0.03ni构成的情况和由sn
‑
3ag
‑
0.8cu
‑
3bi构成的情况下的bi浓度比的容许范围如下述表9所示,可以确认:在焊料镀层16的目标组成由sn
‑
40bi
‑
0.5cu
‑
0.03ni构成的情况下为90质量%~107.5质量%,在焊料镀层16的目标组成由sn
‑
3ag
‑
0.8cu
‑
3bi构成的情况下为90质量%~106.7质量%。
[0170]
[表9]
[0171][0172]
上述实施方式中的记载、实施例的记载及附图的公开只不过是用于说明权利要求书中记载的发明的一例而已,权利要求书中记载的发明不限定于上述实施方式的记载或附图的公开。
[0173]
芯材料的形状也包括球体以外的形状,也包括柱状的柱、片状等。例如在上表面及下表面直径:1~1000μm、高度:1~3000μm的cu制的柱的表面上设置单侧1~4μm的ni基底镀层、co基底镀层等,在与实施例相同的条件下包覆了(sn
‑
bi)系焊料镀层的cu芯柱中,焊料镀层中的bi为90%~108.6%的预定范围的浓度比,与上述实施例的cu芯球一样,不会发生接合不良。
[0174]
【符号说明】
[0175]
10 cu芯球
[0176]
12 芯
[0177]
14 基底镀层
[0178]
16 焊料镀层
[0179]
20 sn镀层(sn层)
[0180]
16a 内层
[0181]
16b 中间层
[0182]
16c 外层
[0183]
17a~17c 切片(测量区域)
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。