1.本发明涉及潜水泵领域,具体涉及一种改进型潜水泵变压器及其制造方法。
背景技术:
2.变压器是一种非常常用的电力装置,变压器的最基本式包括有铁芯(矽钢片组)和绕于骨架上的外接线。铁芯和骨架上需要设有相关外接线端子,以供外接线作适当电气连接。目前关于变压器上的外接线结构存在以下一些问题:
3.一、传统铁芯上的外接线方式为,在铁芯的侧壁上直接焊接导线,由于铁芯侧壁壁面上不够光滑,为了确保焊接牢固,焊接要先对壁面作磨光处理,工序复杂;而且由于外接线的线芯较细,焊接过程中于壁面上直接上锡十分困难,操作极其不方便;
4.二、传统骨架上的连接方式为,在骨架上安装引脚片,外接线焊接在引脚片上;所述引脚片即为普通的平片状引脚结构,同样由于外接线芯线较细,于引脚片上直接上锡十分困难,操作极其不方便,而且还存在焊接不牢固易脱落问题,往往焊锡粗糙的包裹住整个引脚片,却仍然未达到实焊作用,而且还存在锡料浪费问题;
5.三、焊接的质量和效率低下,使潜水泵的质量降低,同时使得潜水泵的制造成本升高。
6.鉴于此,本案发明人对上述问题进行深入研究,遂有本案产生。
技术实现要素:
7.本发明的其一目的在于提供一种改进型潜水泵变压器;着重对该潜水泵变压器的外接线结构进行改良,解决外接线中存在操作不便、上锡困难、焊接不牢固易脱落等问题,带来操作简便、高焊接质量及高效率的优异效果。
8.本发明的其二目的在于提供一种改进型潜水泵变压器的制造方法,着重对该潜水泵变压器的外接线方法进行改良,使得改进型潜水泵方便制造;外接线焊接牢固,也使得改进型潜水泵更加耐用。
9.为了达到优选的目的,本发明采用这样的技术方案:
10.一种改进型潜水泵变压器,包括矽钢片组、骨架以及与外接线连接的接线部;所述接线部具有与外接线焊接的焊头;所述焊头具有容置外接线的容置孔和用于焊接的焊接孔;所述容置孔与焊接孔的横截面相交。
11.所述焊接孔包括处于中间的中孔段和分处于中孔段两侧的侧孔段;所述中孔段的直径小于侧孔段的直径。
12.所述侧孔段的直径由中孔段向外逐渐变大。
13.所述中孔段包括处于中孔段内侧壁上的限位槽。
14.所述限位槽为圆弧形槽。
15.所述容置孔的直径小于中孔段的直径。
16.所述接线部包括设置于骨架上的第一接线分部;所述第一接线分部具有与焊头一
体连接的插片。
17.所述骨架上还设有容置插片的插口。
18.所述插片具有插入插口的插入端和连接焊头的连接端;所述插片还具有由插入端至连接端排列的插槽;所述插口包括与插槽配合的卡片。
19.所述插口还包括挤压卡片的预紧装置。
20.所述预紧装置包括与卡片相连接的转动杆;所述转动杆与插口的外侧壁转动连接;所述预紧装置还包括设置与转动杆和外侧壁之间的扭力弹簧。
21.所述接线部还包括设置于矽钢片组上的第二接线分部;所述第二接线分部具有与焊头一体连接的连接片。
22.所述连接片通过栓体锁设在矽钢片组上。
23.所述骨架具有对漆包线缠绕限位的绕线缺口。
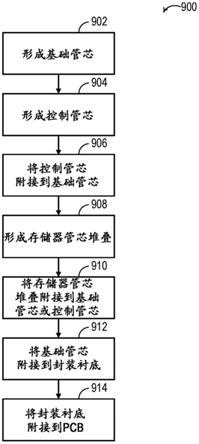
24.一种改进型潜水泵变压器的制造方法,包括以下步骤:
25.(1)连接矽钢片组和骨架;
26.(2)连接第一接线分部和第二接线分部;
27.(3)连接外接线和焊头;
28.(4)对外接线和焊头进行焊接。
29.步骤(3)中,外接线先伸入焊接孔内,再向容置孔内移动。
30.在连接外接线前,先通过折弯或敲击的方式使外接线形成有连接槽。
31.步骤(4)中,在焊接时使外接线的连接槽与焊接孔的限位槽相向设置,通过焊枪使焊锡融化,焊锡在连接槽和限位槽之间凝固形成卡块。
32.形成卡块后通过锡焊将焊接孔和容置孔的间隙填满。
33.采用上述技术方案后,本发明的一种改进型潜水泵变压器,在实际实施过程中,一、矽钢片组通过安装接线部来实现外接线,于此省去了需要磨光矽钢片组的繁琐工序;焊接时,只需将外接线的端部简单搭于容置孔内,外接线的端部受容置孔限制,焊接时只需往容置孔和焊接孔内简易上锡,即可实现牢固的实焊作用,操作十分简便。
34.二、骨架上安装接线部来实现外接线,同上所述,焊接时,只需将外接线的端部简单搭于容置孔内,外接线的端部受容置孔限制,焊接时只需往容置孔与焊接孔内简易上锡,即可实现牢固的实焊作用,操作十分简便。
35.一种改进型潜水泵的制造方法,在实际实施过程中,通过焊接外接线和焊头使得外接线与焊头连接牢固可靠,通过第一接线分部和第二接线分部的可拆装连接,使得焊接过程平稳高效,能有效的节约焊锡。
附图说明
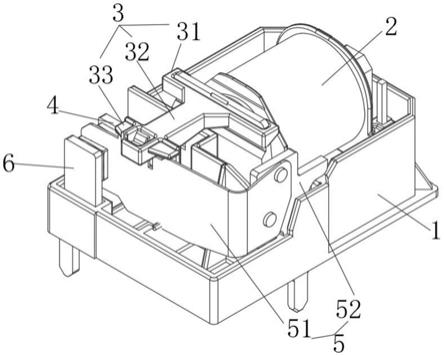
36.图1为本发明潜水泵变压器结构示意图;
37.图2为本发明的第一接线分部结构示意图;
38.图3为本发明的第一接线分部、卡片和预紧装置连接结构图;
39.图4为本发明潜水泵的结构示意图;
40.图5为本发明潜水泵的内部结构剖视图;
41.图中:
42.矽钢片组1;骨架2;接线部3;焊头31;容置孔311;焊接孔312;中孔段3121;侧孔段3122;限位槽31211;第一接线分部32;插片321;插口21;插槽3211;卡片211;预紧装置212;第二接线分部33;连接片331。
具体实施方式
43.为了进一步解释本发明的技术方案,下面通过具体实施例进行详细阐述。
44.如图1
‑
5所示,一种改进型潜水泵变压器,包括矽钢片组1、骨架2、外接线圈、以及与外接线连接的接线部3;接线部3具有与外接线焊接的焊头31;焊头31具有容置外接线的容置孔311和用于焊接的焊接孔312;容置孔311与焊接孔312的横截面相交。在实际实施过程中,一、矽钢片组1通过安装接线部3来实现外接线,于此省去了需要磨光矽钢片组1的繁琐工序;焊接时,只需将外接线的端部简单搭于容置孔311内,外接线的端部受容置孔311限制,焊接时只需往容置孔311和焊接孔312内简易上锡,即可实现牢固的实焊作用,操作十分简便。
45.二、骨架2上安装接线部3来实现外接线,同上,焊接时,只需将外接线的端部简单搭于容置孔311内,外接线的端部受容置孔311限制,焊接时只需往容置孔311与焊接孔312内简易上锡,即可实现牢固的实焊作用,操作十分简便。
46.优选的,焊接孔312包括处于中间的中孔段3121和分处于中孔段3121两侧的侧孔段3122;中孔段3121的直径小于侧孔段3122的直径。在实际实施过程中,焊头31包括处于中间的中部和两个分处于中部两侧的侧部;其中中孔段3121处于中部上,侧孔段3122处于侧部上;中部和侧部通过螺栓或插销相连接,便于焊头31的制造和安装;中孔段3121直径小于侧孔段3122的直径,使得侧孔段3122具有较大的空间便于焊枪伸入焊接孔312内,方便外接线的焊接。
47.优选的,侧孔段3122的直径由中孔段3121向外逐渐变大。在实际实施过程中,侧孔段3122的直径逐渐变大,使得焊头31的侧部形成喇叭口;进一步的,便于焊枪伸入,方便外接线的焊接。
48.优选的,中孔段3121包括处于中孔段3121内侧壁上的限位槽31211。在实际实施过程中,连接外接线时,通过折弯或敲击的方式使得外接线形成连接槽;在焊接时,连接槽和限位槽31211相向设置,通过焊枪使焊锡融化,在限位槽31211和连接槽之间凝固形成卡块;卡块粘黏外接线同时卡于限位槽31211内,起到防止外接线由容置孔311轴向脱出的作用;进而使得外接线连接牢固。
49.优选的,限位槽31211为圆弧形槽。在实际实施过程中,圆弧形槽便于加工。
50.优选的,容置孔311的直径小于中孔段3121的直径。在实际实施过程中,在卡块凝固后通过焊枪将焊锡融化填满容置孔311和焊接孔312剩余的间隙;焊锡在凝固后形成锡块,其中容置孔311与焊接孔312相交,交接处具有开口,通过锡块封堵开口可避免外接线松动,使得外接线连接更加牢固可靠。
51.优选的,接线部3包括设置于骨架2上的第一接线分部32;第一接线分部32具有与焊头31一体连接的插片321。在实际实施过程中,插片321与焊头31相连接形成第一接线分部32,方便第一接线分部32的制造。
52.优选的,骨架2上还设有容置插片321的插口21。在实际实施过程中,通过插片321
与插口的配合,使得第一接线分部32便于装卸,能有效的提高潜水泵变压器的制造效率。
53.优选的,插片321具有插入插口21的插入端和连接焊头31的连接端;插片321还具有由插入端至连接端排列的插槽3211;插口21包括与插槽3211配合的卡片211。在实际实施过程中,通过插槽3211和卡片211的配合使得插槽3211插入插口21的深度可进行调节,便于拆装,同时便于外接线的焊接,可先将焊头和外接线焊接完成后再进行安装,能有效的提高焊接效率。
54.优选的,插口21还包括挤压卡片211的预紧装置212。在实际实施过程中,通过预紧装置212使得卡片211可以保持插入插槽3211的状态,避免第一接线分部32脱出插口21。
55.优选的,预紧装置212包括与卡片211相连接的转动杆;转动杆与插口21的外侧壁转动连接;预紧装置212还包括设置与转动杆和外侧壁之间的扭力弹簧。在实际实施过程中,通过扭力弹簧使得转动杆转动,使得卡片211插入插槽3211内;同时,通过扭力弹簧的弹性变形产生预紧力,防止第一接线分部32脱出插口21。
56.优选的,接线部3还包括设置于矽钢片组1上的第二接线分部33;第二接线分部33具有与焊头31一体连接的连接片331。在实际实施过程中,第二接线分部33由连接片331与焊头31连接形成;栓体可采用螺纹连接或者铆接的方式,使连接片331转动连接于矽钢片组1上,通过外力作用使得连接片331位置可以调节,以此实现调节焊头31位置的目的;便于焊接。
57.优选的,连接片331通过栓体锁设在矽钢片组1上。进一步的,便于第二接线部的拆装,可先焊接焊头和外接线完成焊接后进行安装,便于焊接。
58.一种改进型潜水泵变压器的制造方法,包括以下步骤:
59.(1)连接矽钢片组1和骨架2;
60.(2)连接第一接线分部32和第二接线分部33;
61.(3)连接外接线和焊头31;
62.(4)对外接线和焊头31进行焊接。
63.在实际实施过程中,通过焊接外接线和焊头31使得外接线与焊头31连接牢固可靠,通过第一接线分部32和第二接线分部33的可拆装连接,使得焊接过程平稳高效,能有效的节约焊锡。
64.优选的,步骤(3)中,外接线先伸入焊接孔312内,再向容置孔311内移动。在实际实施过程中,便于外接线的安装。
65.优选的,在连接外接线前,先通过折弯或敲击的方式使外接线形成有连接槽。在实际实施过程中,外接线具有较好的延展性,通过折弯和敲击的方式形成连接槽,方便操作。
66.优选的,步骤(4)中,在焊接时使外接线的连接槽与焊接孔312的限位槽31211相向设置,通过焊枪使焊锡融化,焊锡在连接槽和限位槽31211之间凝固形成卡块。通过卡块和限位槽31211的配合,能有效的避免外接线沿容置孔311的轴向脱离;使得外接线的连接更加牢固可靠。
67.优选的,形成卡块后通过锡焊将焊接孔312和容置孔311的间隙填满。在实际实施过程中,填补间隙后可进一步的对外接线进行限位,避免外接线脱出;使得外接线与焊头31连接更加牢固可靠。
68.本发明的产品形式并非限于本案图示和实施例,任何人对其进行类似思路的适当
变化或修饰,皆应视为不脱离本发明的专利范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。