1.本发明涉及冲压成型(press forming)方法,特别是涉及具有顶板部(web portion)、纵壁部(side wall portion)以及凸缘部(flange portion)且截面呈帽形状(hat
‑
shaped cross section),且在侧方观察时沿着长度方向在高度方向上弯曲成凹状的冲压成型品的冲压成型方法。
背景技术:
2.冲压成型是指通过利用模具(die of press forming)夹压钢板(steel sheet)等金属材料(metal sheet),来转印模具的形状而进行加工的方法。特别是,汽车构件(automotive parts)大多通过冲压成型来制造。近来,从汽车车身的轻型化(weight reduction of automotive body)的观点出发,将高强度的钢板(高张力钢板(high
‑
strength steel sheet))用于车身构件的趋势变强。然而,作为钢板、其他金属材料的特性,存在若强度增加,则延展性(elongation)变得缺乏的趋势,由此在高张力钢板的冲压成型中经常产生破裂(fracture)、褶皱(wrikles)这样的成型不良而成为问题。
3.在汽车车身的骨架构件中,前纵梁(front side member)、后纵梁(rear side member)等具有急剧弯曲的形状的弯曲构件(curved part)若通过冲压成型来制造,则容易产生破裂、褶皱,因此被设为难成型构件。最近,汽车公司、构件公司以汽车车身的进一步轻型化为目标,进行了将高张力钢板应用于这些弯曲构件的制造的研究,如何防止破裂、褶皱的同时进行冲压成型成为课题。
4.迄今为止,提出了几个抑制破裂、褶皱地对弯曲构件进行冲压成型的技术。例如,在专利文献1中公开了如下技术:在俯视时弯曲的l字构件(l
‑
shaped part)的冲压成型中,利用成型凸缘和纵壁的成型力(forming load)并使材料在冲头(punch)底面滑动而成型,由此避免冲头底的褶皱和凸缘的破裂。
5.在专利文献2中提出了如下方法:对于沿上下方向弯曲的构件,利用衬垫(pad)对坯料(blank)的冲头底沿板厚(thickness)方向加压的同时进行拉延成型(drawing forming),由此防止面外变形(out
‑
of
‑
plane deformation)而抑制褶皱。
6.在专利文献3中公开了如下技术:在沿长度方向弯曲的截面呈帽状的弯曲冲压构件的冲压成型中,通过预成型(preforming)对坯材的宽度方向端部赋予弯折部(folding portion),并在残留有该弯折部的状态下对上述弯曲冲压构件进行冲压成型,由此抑制凸缘部处的褶皱的产生。根据该技术,通过在预成型中对坯材的宽度方向端部赋予的弯折部,宽度方向端部的刚性(stiffness)变高,相对于沿长度方向收缩的力的阻力(resistance)变大,因此即使因由弯曲形状引起的余料(excess metal)而沿长度方向收缩的力起作用,也能够抑制凸缘部处的皱褶的产生。
7.另外,出于抑制破裂、褶皱的产生的目的,提出了几个赋予压边筋(bead)而对弯曲构件进行冲压成型的技术。在专利文献4中公开了如下技术:在一个工序中冲压加工(press forming)成在俯视观察材料的端部时具有曲率(curvature),并且在侧方观察时在纵壁面
的下方具有凸缘面的形状时,对纵壁面赋予凸状压边筋,并对其正下方的凸缘面赋予凹状压边筋,由此抑制材料成型部的褶皱产生。
8.专利文献1:日本专利第5168429号公报
9.专利文献2:日本专利第5733475号公报
10.专利文献3:日本专利第5965159号公报
11.专利文献4:日本特开2010
‑
115674号公报
12.然而,在专利文献1所公开的技术中,在冲头底具有承面(mounted surface)等形状的情况、是袋形状那样的封闭形状的情况下,无法使材料大幅运动,因此能够应用的构件是限定的。
13.在专利文献2所公开的技术中,同时使用压坯料环(blank holder)和衬垫来进行成型,在将成型品从模具取下时,若压坯料环或衬垫为保持加压的状态,则会压扁成型品,因此需要停止运动的制动机构(locking structure)。但是,搭载有该机构的冲压装置(press machine)并不普遍,因此缺乏通用性。
14.在专利文献3所公开的技术中,凸缘部的弯折形状需要在下一工序中成型为平坦,但存在残存卷曲(curling)的担忧。特别是,在汽车构件的情况下,凸缘成为与其他构件的接合面(surface for joining)的情况较多,要求较高的面精度,因此在本成型方法的应用中需要注意。
15.专利文献4所公开的技术在一个工序中进行冲压加工,存在为了防止褶皱产生、破裂而赋予的压边筋保持原状地残留的问题。
技术实现要素:
16.本发明是为了解决上述那样的课题而完成的,其目的在于提供一种冲压成型方法,该冲压成型方法能够抑制破裂、褶皱地将具有顶板部、纵壁部以及凸缘部且截面呈帽形状,并沿着长度方向在高度方向上弯曲成凹状的冲压成型品冲压成型为良好的形状。
17.本发明所涉及的冲压成型方法是成型冲压成型品的方法,该冲压成型品具有顶板部、从该顶板部连续的纵壁部、以及从该纵壁部连续的凸缘部且截面呈帽形状,并具有在侧方观察时上述顶板部以及/或者上述凸缘部沿着长度方向在高度方向上弯曲成凹状的凹状弯曲部位,上述冲压成型方法包括:第一成型工序,对中间成型品(preformed part)进行冲压成型,上述中间成型品形成有相当于上述顶板部的顶板相当部(portion corresponding to web)、和相当于上述纵壁部且包括沿着长度方向扭转的形状的扭转纵壁部(twisted side wall portion)的纵壁相当部(portion corresponding to side wall),并具有相当于上述凹状弯曲部位(concave curved portion)的凹状弯曲相当部位(portion corresponding to concave curve);以及第二成型工序,将该中间成型品冲压成型为上述冲压成型品,上述第一成型工序中的扭转纵壁部以与上述顶板相当部所成的角度在端部侧比上述凹状弯曲相当部位的长度方向中央小的方式扭转。
18.优选上述第一成型工序中的扭转纵壁部设定为由下式给出的扭转量t在10
°
以上20
°
以下的范围。
19.t=δθ
×
(h/l)
20.其中,
21.δθ:角度差(=θ2-θ1),
22.θ1:凹状弯曲相当部位的长度方向中央处的扭转纵壁部与顶板相当部所成的角度(
°
),
23.θ2:扭转纵壁部的长度方向端部处扭转纵壁部与顶板相当部所成的角度(
°
),
24.h:扭转纵壁部的纵壁高度(mm),
25.l:扭转纵壁部的长度方向长度(mm),
26.根据本发明,能够使扭转纵壁部产生剪切变形(shear deformation),从而能够抑制破裂和褶皱的产生地将冲压成型品冲压成型为良好的形状。
附图说明
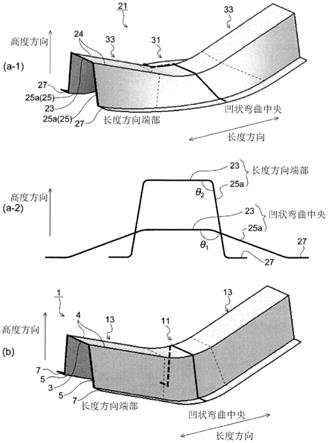
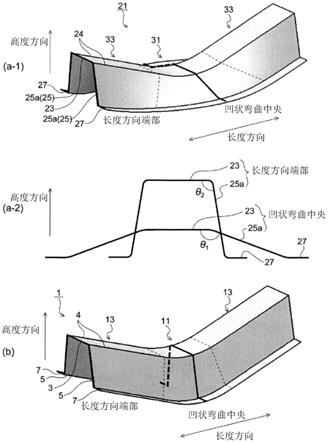
27.图1是对在本发明的实施方式所涉及的冲压成型方法中冲压成型的中间成型品和作为目标形状的冲压成型品进行说明的图((a
‑
1)为中间成型品的立体图,(a
‑
2)为将中间成型品的凹状弯曲部位的中央的截面和长度方向的端部的截面重叠示出的图,(b)为冲压成型品的立体图)。
28.图2是对在本发明中作为成型对象的冲压成型品进行说明的图((a)立体图,(b)俯视图,(c)侧视图)。
29.图3是在本发明中作为成型对象的冲压成型品的与长度方向成直角的剖视图。
30.图4是对利用现有的冲压成型方法对在本发明中作为成型对象的冲压成型品进行冲压成型时的材料的运动、和该冲压成型品中的产生拉伸变形(tensile deformation)以及压缩变形(compressive deformation)的部位进行说明的图。
31.图5是对在完成本发明的经过中,使剪切变形产生而冲压成型纵壁部时的材料的运动进行说明的图。
32.图6是对在本发明的实施方式所涉及的冲压成型方法的第一成型工序中冲压成型的中间成型品进行说明的图((a)立体图,(b)俯视图,(c)侧视图)。
33.图7是表示利用本发明的实施方式所涉及的冲压成型方法冲压成型的中间成型品的扭转纵壁部处的面内剪切变形(in
‑
plane shear deformation)的图。
34.图8是表示赋予了利用本发明的实施方式所涉及的冲压成型方法冲压成型的中间成型品的扭转纵壁部的扭转量的纵壁高度和长度方向长度的图。
35.图9是表示变更了利用本发明的实施方式所涉及的冲压成型方法冲压成型的中间成型品的扭转纵壁部的纵壁高度的情况的图((a)立体图,(b)俯视图,(c)侧视图)。
36.图10是表示变更了利用本发明的实施方式所涉及的冲压成型方法冲压成型的中间成型品的扭转纵壁部的长度方向长度的情况的图((a)立体图,(b)俯视图,(c)侧视图)。
37.图11是表示具有与利用本发明的实施方式所涉及的冲压成型方法冲压成型的中间成型品的扭转纵壁部反向地扭转的曲面形状的扭转纵壁部的中间成型品的图((a)立体图,(b)俯视图,(c)侧视图)。
38.图12是表示与利用本发明的实施方式所涉及的冲压成型方法冲压成型的中间成型品的扭转纵壁部反向地扭转的扭转纵壁部的面内剪切变形的图。
39.图13是表示利用本发明的实施方式所涉及的冲压成型方法冲压成型的中间成型品的其他例子的图((a)立体图,(b)俯视图,(c)侧视图)。
40.图14是表示在本发明中作为成型对象的冲压成型品的其他例子的图((a)仅顶板部弯曲成凹状,(b)仅凸缘部弯曲成凹状)。
41.图15是对利用本发明的实施方式所涉及的冲压成型方法应用的拉延成型以及碰撞成型(crash forming)进行说明的图((a)、(b)拉延成型,(c)、(d)碰撞成型)。
42.图16是对在本实施例中作为成型对象的冲压成型品的与长度方向成直角的截面形状进行说明的图。
43.图17是对在本实施例中冲压成型的中间成型品的扭转纵壁部的与长度方向成直角的截面形状进行说明的图((a):凹状弯曲中央,(b)长度方向端部)。
具体实施方式
44.在对本发明的实施方式所涉及的冲压成型方法进行说明之前,对在本发明中作为成型对象的冲压成型品、在对该冲压成型品进行冲压成型时产生破裂、褶皱的理由、甚至完成本发明的经过进行说明。此外,在本实施方式中,冲压成型品的高度方向与该冲压成型品的冲压成型方向一致。
45.<冲压成型品>
46.在本发明中作为成型对象的冲压成型品1如在图2及图3中作为一个例子所示的那样,具有顶板部3、从顶板部3连续的纵壁部5、以及从纵壁部5连续的凸缘部7且截面呈帽形状,且具有在侧方观察(图2的(c))下顶板部3和凸缘部7沿着长度方向在高度方向上弯曲成凹状的凹状弯曲部位11,并在凹状弯曲部位11的长度方向两侧设置有呈直线状延伸的直线部位13。这里,凹状弯曲部位11沿着长度方向在高度方向上弯曲成凹状是指在侧方观察下弯曲成凹状的圆弧的中心位于顶板部3侧。
47.从侧面观察冲压成型品1时的冲压成型中的材料的运动如图4所示。在对坯料(金属板)进行冲压成型的过程中,该坯料在顶板部3与纵壁部5之间的冲头肩r部(punch corner portion)4处弯曲,且材料向与冲头肩r部4的弯曲棱线(ridgeline)正交的方向(图4中的箭头的朝向)运动。
48.因此,在凹状弯曲部位11,在顶板部3中材料聚集而长度方向长度变短,与此相对,凸缘部7的长度方向长度变长,产生顶板部3与凸缘部7的长度方向的线长差。由此,在凸缘部7中拉伸变形起作用而容易产生破裂,在顶板部3中压缩变形起作用而容易产生褶皱。
49.由此,为了抑制在对冲压成型品1进行冲压成型时破裂、褶皱的产生,认为通过改变冲压成型过程中的材料的运动,以使凹状弯曲部位11处的凸缘部7不产生拉伸变形、顶板部3不产生压缩变形,从而减小顶板部3与凸缘部7的长度方向的线长差是重要的。
50.因此,考虑不会产生凹状弯曲部位11处的顶板部3与凸缘部7的长度方向的线长差地进行冲压成型的理想状态。图5表示理想状态下的材料的运动。为了不产生顶板部3与凸缘部7的长度方向的线长差,如图5所示,需要使坯料中的与纵壁部5相当的部位(以下称为“纵壁相当部”)产生剪切变形而使材料向与冲压成型方向相同的方向运动。但是,在冲压成型中,基本上模具仅是上下方向的移动,通过该有限的模具的移动,不容易使纵壁相当部的材料产生面内剪切变形。
51.本发明的发明人们反复进行了使材料产生面内剪切变形的方法的潜心研究。其结果发现,通过将坯料中的纵壁相当部冲压成型为沿着长度方向朝面外扭转的曲面形状,能
够使该纵壁相当部产生面内剪切变形。本发明是基于上述研究而完成的,以下,对本发明的实施方式所涉及的冲压成型方法进行说明。
52.<冲压成型方法>
53.本实施方式所涉及的冲压成型方法是将图1的(b)以及图2所例示的冲压成型品1冲压成型为目标形状的方法,包括:第一成型工序,将坯料预成型为中间成型品21(图1的(a
‑
1)、(a
‑
2));和第二成型工序,将中间成型品21冲压成型为目标形状的冲压成型品1。此外,用于本发明所涉及的冲压成型方法的坯料不仅是钢板,只要是薄板(sheet)的塑性体(plastic material)即可,例如可列举铝合金板(aluminum alloy sheet)、镁合金板(magnesium alloy sheet)、钛合金板(titanium alloy sheet)、树脂板(plastic sheet)等。另外,坯料的材质强度(material strength)也没有特别限制。
54.《第一成型工序》
55.第一成型工序是将坯料预成型为中间成型品21(图1的(a
‑
1)、(a
‑
2))的工序。
56.如图1的(a
‑
1)所示,中间成型品21具有相当于冲压成型品1的顶板部3的顶板相当部23、相当于冲压成型品1的纵壁部5并包括与纵壁部5相比沿着长度方向扭转的曲面形状的扭转纵壁部25a的纵壁相当部、以及相当于冲压成型品1的凸缘部7的凸缘相当部27且截面呈帽形状,且具有与冲压成型品1的凹状弯曲部位11相当的凹状弯曲相当部位31和与直线部位13相当的直线相当部位33。
57.在中间成型品21中,扭转纵壁部25a遍及纵壁相当部25的长度方向的全长地形成。图1的(a
‑
2)表示凹状弯曲相当部位31的长度方向的中央(以下,称为“凹状弯曲中央”)和扭转纵壁部25a的长度方向的端部(以下,称为“长度方向端部”)各自的与中间成型品21的长度方向正交的截面的形状。为了便于说明,图1的(a
‑
2)所示的截面形状将凸缘相当部27的高度方向的位置对准而示出。
58.如图1的(a
‑
2)所示,扭转纵壁部25a以在将与顶板相当部23所成的角度设为θ时,使长度方向端部处的角度θ2比凹状弯曲中央处的角度θ1小的方式扭转。而且,伴随着该扭转,扭转纵壁部25a与顶板相当部23所成的角度θ沿着长度方向连续地变化。
59.此外,在本实施方式中,如图1所示,中间成型品21的顶板相当部23为与冲压成型品1的顶板部3(图2)相同的形状。与此相对,如图1所示,中间成型品21的凸缘相当部27与形状跟纵壁部5不同的包括扭转纵壁部25a的纵壁相当部25连续,因此如图6的(b)、(c)所示,在俯视时以及侧方观察时是与冲压成型品1(图2的(b)、(c))的凸缘部7不同的形状。
60.另外,中间成型品21的顶板相当部23与扭转纵壁部25a所成的角度在长度方向端部(θ2)比凹状弯曲中央(θ1)小(参照图1的(a
‑
2))。因此,中间成型品21的高度方向上的成型品高度沿着长度方向不恒定,且与冲压成型品1的高度方向上的成型品高度不同。
61.另外,中间成型品21的顶板相当部23与纵壁相当部25之间的冲头肩r部24(图6)的棱线长度或者纵壁相当部25与凸缘相当部27之间的冲模肩r部(die corner portion)26(图6)的棱线长度也与冲压成型品1的冲头肩r部4以及冲模肩r部6(图2)各自的棱线长度不同。
62.例如,在将顶板相当部23成型为与目标形状的冲压成型品1的顶板部3相同的形状的情况下,冲头肩r部24的棱线长度与冲压成型品1相同,但冲模肩r部26的棱线长度与冲压成型品1不同。另外,在将凸缘相当部27成型为与目标形状的冲压成型品1的凸缘部7相同的
形状的情况下,即使冲模肩r部26的棱线长度与冲压成型品1相同,冲头肩r部24的棱线长度也与冲压成型品1不同。
63.《第二成型工序》
64.第二成型工序是将中间成型品21(图1(a
‑
1)、(a
‑
2))冲压成型为目标形状的冲压成型品1(图1的(b))的工序。通过第二成型工序,包括与顶板相当部23所成的角度沿着长度方向变化的扭转纵壁部25a的纵壁相当部25被成型为目标形状的纵壁部5。另外,凸缘相当部27被成型为目标形状的凸缘部7。
65.《能够抑制破裂和褶皱的理由》
66.接下来,对通过本实施方式所涉及的冲压成型方法,能够抑制破裂和褶皱地对在侧方观察时沿着长度方向在高度方向上弯曲成凹状的冲压成型品进行冲压成型的理由进行说明。
67.在第一成型工序中,如图1所示,在相当于冲压成型品1的纵壁部5的纵壁相当部25,形成沿着长度方向朝面外扭转的曲面形状的扭转纵壁部25a。这样,当将材料(坯料)成型为向面外扭转的曲面形状时,在该材料中,如图7所示,除了面外的剪切变形之外,还受到面内的剪切变形。
68.由此,抑制了凹状弯曲相当部位31处的材料向顶板相当部23的长度方向的中央的移动,并且也抑制了凸缘相当部27处的材料向长度方向的端部侧的移动。因此,在扭转纵壁部25a,如图5所示,凸缘相当部27的长度方向的线长与顶板相当部23的长度方向的线长的线长差减小。其结果,在第二成型工序中将中间成型品21冲压成型为目标形状而得的冲压成型品1中,凸缘部7的破裂得到抑制,并且顶板部3的褶皱得到抑制。
69.《扭转纵壁部的扭转量的优选范围》
70.如上述的图7所示,本发明所涉及的冲压成型方法通过在第一成型工序中使扭转纵壁部25a产生面内剪切变形,来抑制目标形状的冲压成型品1(图2)的凸缘部7处的破裂和顶板部3处的褶皱。
71.这里,扭转纵壁部25a的面内剪切变形的大小取决于扭转纵壁部25a的扭转的程度。而且,在本发明中,扭转纵壁部25a的扭转的程度能够使用扭转纵壁部25a的角度变化以及高宽比来表示。
72.扭转纵壁部25a的角度变化由扭转纵壁部25a与顶板相当部23所成的角度的凹状弯曲中央(凹状弯曲相当部位31的长度方向的中央)处的角度θ1与长度方向端部(扭转纵壁部25a的长度方向的端部)处的角度θ2的角度差δθ(=θ1-θ2)给出(参照图1(a
‑
2))。
73.如图8所示,扭转纵壁部25a的高宽比(aspect ratio)由扭转纵壁部25a的纵壁高度h与长度方向长度l之比h/l给出。这里,扭转纵壁部的纵壁高度h以及长度方向长度l为在扭转纵壁部25a的面内与长度方向正交的方向的高度以及长度方向的长度。
74.而且,扭转量t(
°
)由下式(1)给出。
75.t=δθ
×
(h/l)=(θ1-θ2)
×
(h/l)(1)
76.根据式(1)可知,为了改变扭转量t,只要对(1)凹状弯曲中央处的扭转纵壁部25a与顶板相当部23所成的角度θ1,(2)长度方向端部处的扭转纵壁部25a与顶板相当部23所成的角度θ2,(3)扭转纵壁部25a的纵壁高度h,(4)扭转纵壁部25a的长度方向长度l进行变更即可。
77.图9表示使扭转纵壁部25a的高度h变化后的中间成型品41的一个例子,图10表示使扭转纵壁部25a的长度方向长度l变化后的中间成型品61的一个例子。
78.上述的图1及图6所示的中间成型品21遍及其长度方向的全长地形成有扭转纵壁部25a。另一方面,图10所示的中间成型品61使扭转纵壁部65a的长度方向长度l比冲压成型品1的纵壁部5的长度方向长度短。因此,中间成型品61的纵壁相当部65具有沿着长度方向扭转的扭转纵壁部65a、和从扭转纵壁部65a的长度方向端部延伸突出而不扭转的面部65b。而且,在中间成型品61中,长度方向端部处的扭转纵壁部65a与顶板相当部63所成的角度θ2不是中间成型品61整体的长度方向的端部处的角度,而是仅扭转纵壁部65a的长度方向的端部处的角度。
79.此外,关于在第一成型工序中冲压成型的中间成型品21的扭转纵壁部25a与顶板相当部23所成的角度如上所述,需要使长度方向端部处的角度θ2小于凹状弯曲中央处的角度θ1。例如如图11所示,在使长度方向端部处的角度θ2大于凹状弯曲中央处的角度θ1的情况下,如图12所示,扭转纵壁部25a的面内剪切变形成为与图7所示的扭转纵壁部25a相反的方向。因此,即使将中间成型品81冲压成型为目标形状的冲压成型品1,也无法减小顶板部3与凸缘部7的长度方向的线长差,无法获得破裂、褶皱的抑制效果。
80.另外,通过基于有限元法(finite element method)(fem)的模拟,对适用于抑制破裂、褶皱的扭转量t进行了研究。其结果发现,如果将扭转量t设定为10
°
以上20
°
以下的范围,则对于抑制破裂和褶皱双方是优选的。在扭转量t小于10
°
的情况下,存在扭转纵壁部25a的面内剪切变形不充分的情况。另外,在扭转量t超过20
°
的情况下,存在在第一成型工序中扭转纵壁部25a受到过大的剪切变形而在纵壁相当部产生剪切褶皱(wrinkles by shear deformation)的情况。
81.此外,扭转纵壁部25a的高宽比h/l使用扭转纵壁部25a的长度方向长度的中央(凹状弯曲中央与长度方向端部的中间位置)处的纵壁高度h、和纵壁高度方向的中央处的长度方向长度l来给出即可。
82.《关于中间成型品以及冲压成型品的形状》
83.在上述说明中,中间成型品21(图1、图6)、中间成型品41(图9)、中间成型品61(图10)的顶板相当部均为与目标形状的顶板部相同的形状,凸缘相当部均为与目标形状的凸缘部7不同的形状。
84.然而,本发明也可以如图13所示的中间成型品101那样,使凸缘相当部107为与目标形状的凸缘部7(图2)相同的形状,使顶板相当部103为与目标形状的顶板部3不同的形状。
85.在这样的中间成型品101中,如果长度方向端部处的扭转纵壁部105a与顶板相当部103所成的角度θ2比凹状弯曲中央处的扭转纵壁部105a与顶板相当部103所成的角度θ1小,则在纵壁相当部105形成的扭转纵壁部105a受到图7所示的面内剪切变形而被冲压成型。因此,在将中间成型品101冲压成型为目标形状的冲压成型品1中,能够抑制凸缘部7的破裂和顶板部3的褶皱双方。
86.但是,如图6所示,如果中间成型品21的顶板相当部23为与目标形状的顶板部3相同的形状,则在将中间成型品21放置于在第二成型工序中使用的模具的冲头之上时,能够无晃动(wobble)且稳定地进行冲压成型,因此优选成型顶板相当部23为与目标形状的顶板
部3相同的形状的中间成型品21。
87.另外,在上述说明中作为成型对象的冲压成型品1的顶板部3和凸缘部7都沿着长度方向在高度方向上弯曲成凹状,但本发明也可以如图14所示,将仅顶板部123弯曲成凹状的冲压成型品121、仅凸缘部147弯曲成凹状的冲压成型品141作为成型对象。
88.此外,上述说明是针对将如图2所例示的冲压成型品1那样,凹状弯曲部位11的曲率半径在长度方向上恒定的冲压成型品作为成型对象的情况的说明。然而,本发明也可以将曲率半径不同的凹状弯曲部位连续多个的冲压成型品作为成型对象。
89.在这种情况下,针对曲率半径恒定的每个凹状弯曲部位,只要该凹状弯曲部位处的扭转纵壁部成为从该凹状弯曲部的长度方向的中央朝向端部侧扭转的曲面形状即可。然后,在各凹状弯曲部位,只要与该凹状弯曲部位的长度方向的中央相比,该凹状弯曲部位的扭转纵壁部的长度方向端部处的顶板相当部与扭转纵壁部所成的角度小即可。
90.另外,在本实施方式中作为成型对象的冲压成型品1在凹状弯曲部位11的长度方向两侧具有直线部位13,但本发明也可以将在凹状弯曲部位的长度方向的单侧具有直线部位的冲压成型品、仅具有凹状弯曲部位的冲压成型品作为成型对象。
91.另外,在图2所例示的冲压成型品1中,顶板部3与纵壁部5所成的角度沿着长度方向恒定,即,如图3所示,冲压成型品1的凹状弯曲中央(凹状弯曲部位11的长度方向的中央)处的角度θ
1,0
与长度方向端部(纵壁部5的长度方向的端部)处的角度θ
2,0
相等。然而,本发明也可以将顶板部与纵壁部所成的角度沿着长度方向变化,即,纵壁部为沿着长度方向扭转的曲面形状的冲压成型品作为成型对象。
92.在这种情况下,只要使中间成型品的扭转纵壁部的长度方向的端部处的角度与凹状弯曲相当部位的长度方向的中央处的角度的角度差大于目标形状的冲压成型品的凹状弯曲部位的长度方向的中央(凹状弯曲中央)处的角度与纵壁部的长度方向的端部(长度方向端部)处的角度的角度差,使中间成型品的扭转纵壁部为比目标形状的纵壁部进一步沿着长度方向扭转的曲面形状即可。
93.例如,只要使中间成型品的凹状弯曲中央处的顶板相当部与扭转纵壁部所成的角度小于目标形状的凹状弯曲中央处的顶板部与纵壁部所成的角度,使中间成型品的长度方向端部处的顶板相当部与扭转纵壁部所成的角度小于目标形状的长度方向端部处的顶板部与纵壁部所成的角度即可。
94.《关于冲压方法》
95.如上述那样,即使在第一成型工序中形成扭转纵壁部25a而使面内剪切变形产生,也往往担心在顶板相当部23中受到压缩变形而产生褶皱。在这种情况下,第一成型工序优选为一边利用压坯料环和冲模夹压坯料的端部一边进行冲压成型的拉延成型。
96.另一方面,在第二成型工序中,可以采用利用冲模和冲头夹住而进行成型的碰撞成型,在担心顶板部的褶皱的情况下,也可以采用使用了衬垫的碰撞成型。
97.图15表示在第一成型工序中使用了衬垫的碰撞成型(衬垫应用碰撞成型)、和在第二成型工序中不使用衬垫的碰撞成型的情况下的模具和坯料的剖视图。
98.在第一成型工序中的衬垫应用碰撞成型(图15的(a)、(b))中,首先,将坯料201设置在冲头213之上。接着,在冲模211和衬垫215向冲头213侧下降并与坯料201接触时,成为由衬垫215和冲头213保持坯料201中的与顶板相当部203a(参照图15的(c))相当的部位
201a的状态。然后,在衬垫215向下方加压的状态下,冲模211进一步下降,由此成型中间成型品203。然后,在第二成型工序中不使用衬垫的碰撞成型(图15的(c)、(d))中,将中间成型品203设置在冲头223之上,使冲模221向冲头223侧下降并与冲头223夹持上述中间成型品203,成型为目标形状的冲压成型品205。
99.实施例
100.对本发明所涉及的冲压成型方法带来的作用效果进行具体的冲压成型实验,因此在以下进行说明。
101.在冲压成型实验中,如图2所示,将冲压成型品1作为成型对象,该冲压成型品1具有顶板部3、纵壁部5以及凸缘部且截面呈帽形状,且具有在侧方观察时顶板部3和凸缘部7沿着长度方向在高度方向上弯曲成凹状的凹状弯曲部位11和向其长度方向两侧延伸的直线部位13。
102.冲压成型品1的尺寸如图16所示,将顶板部3的宽度设为60mm,将纵壁部5的纵壁高度设为70mm,将凸缘部7的宽度设为20mm,将顶板部3与纵壁部5所成的角度设为80
°
。另外,将长度方向长度设为385mm,将凹状弯曲部位11弯曲的曲率半径设为r150mm,将侧方观察时的直线相当部位33处的顶板部3与冲压成型方向所成的角度中的锐角侧的角度设为70
°
。另外,在实验中用于冲压成型的材料使用板厚1.4mm,抗拉强度1180mpa级的钢板。
103.这里,第一成型工序中的冲压方法为使用了衬垫的碰撞成型(参照图15的(a)、(b)),第二成型工序中的冲压方法为碰撞成型(参照图15的(c)、(d))。这里,在第一工序中,衬垫载荷(load)为10tonf。
104.如图6所示,第一成型工序对中间成型品21进行冲压成型,上述中间成型品21形成有顶板相当部23、包括沿着长度方向扭转的形状的扭转纵壁部25a的纵壁相当部25、以及凸缘相当部27,且具有凹状弯曲相当部位31。这里,扭转纵壁部25a使长度方向长度l为250mm,使纵壁高度h为70mm(参照图8)。
105.图17表示中间成型品21的截面形状。在本实施例中,将扭转纵壁部25a的长度方向的端部(图17的(b))处的与顶板相当部23所成的角度θ2小于凹状弯曲相当部位31的长度方向的中央(图17的(a))处的顶板相当部23与扭转纵壁部25a所成的角度θ1的例子作为本发明例。然后,根据通过改变这两个角度θ1及角度θ2,使角度差δθ(=θ1-θ2)进行各种变更,将中间成型品21在第一成型工序中冲压成型,在紧接着的第二成型工序中冲压成型为目标形状的冲压成型品1中的破裂和褶皱的有无,对冲压成型性进行评价。
106.关于破裂的评价,具有破裂的情况下为
“×”
,没有破裂但由于板厚减小而具有缩颈的情况下为
“△”
,完全没有破裂
·
缩颈的情况下为
“○”
。关于褶皱的评价,具有明显的褶皱的情况下为
“×”
,具有微小的褶皱的情况下为
“△”
,完全没有褶皱的情况下为
“○”
。
107.另外,在本实施例中,将在碰撞成型或者拉延成型的1个工序中对冲压成型品1进行冲压成型的例子、以及在第一成型工序和第二成型工序这2个工序中对冲压成型品1进行冲压成型,且在第一成型工序中被冲压成型的中间成型品21的纵壁相当部25不是沿着长度方向扭转的曲面形状的例子作为现有例。
108.另外,将在第一成型工序和第二成型工序这2个工序中对冲压成型品1进行冲压成型,且在第一成型工序中被冲压成型的中间成型品21的扭转纵壁部25a以与顶板相当部23所成的角度在端部侧比凹状弯曲相当部位31的长度方向中央大的方式扭转,即,凹状弯曲
中央处的角度θ1与长度方向端部处的角度θ2的角度差δθ(=θ1-θ2)为负的值的例子作为比较例。
109.然后,针对现有例以及比较例所涉及的冲压成型品,也与本发明例同样地评价破裂和褶皱的有无。表1表示冲压成型条件和冲压成型性的评价结果。
110.[表1]
[0111][0112]
在表1中,凹状弯曲中央角度θ1是中间成型品21的凹状弯曲相当部位31的长度方向的中央处的顶板相当部23与扭转纵壁部25a所成的角度(图17的(a)),长度方向端部角度θ2是扭转纵壁部25a的长度方向的端部处的顶板相当部23与扭转纵壁部25a(或者纵壁相当部25)所成的角度(图17的(b))。另外,角度差δθ、长度方向长度l以及纵壁高度h是与上述实施方式同样地给出的,扭转量t是通过将角度差δθ、长度方向长度l以及纵壁高度h代入上述式(1)而求出的。
[0113]
在表1中,现有例2~现有例4、比较例1~比较例3以及本发明例1~本发明例10将角度差δθ按相同的条件集中示出。另外,现有例1在碰撞成型的1个工序中成型冲压成型品1。顶板部3与纵壁部5所成的角度是作为目标形状的100
°
。
[0114]
在现有例1中,虽然在顶板部3中没有观察到褶皱的产生,但在凸缘部7产生了破裂。
[0115]
在现有例2~现有例4中,凹状弯曲中央角度θ1与长度方向端部角度θ2的角度差δθ为0,因此无法对纵壁相当部25赋予面内剪切变形而冲压成型中间成型品21。因此,在将中间成型品21冲压成型为目标形状的冲压成型品1中,产生顶板部3与凸缘部7的长度方向的线长差,无法同时抑制顶板部3中的褶皱和凸缘部7中的破裂双方。
[0116]
在比较例1~比较例3中,长度方向端部角度θ2比凹状弯曲中央角度θ1大。因此,在第一成型工序中,凹状弯曲中央角度θ1与长度方向端部角度θ2的角度差δθ不为0,扭转纵壁部25a受到面内剪切变形而成型。然而,该面内剪切变形的朝向与本发明例所涉及的扭转纵
壁部的剪切变形的朝向为反向(参照图12),因此顶板相当部23与凸缘相当部27的长度方向的线长差不会减小。其结果,在目标形状的冲压成型品1中,无法同时抑制顶板部3中的褶皱和凸缘部7中的破裂双方。
[0117]
在本发明例1~本发明例13中,长度方向端部角度θ2小于凹状弯曲中央角度θ1,并变更了凹状弯曲中央角度θ1、长度方向端部角度θ2、扭转纵壁部25a的长度方向长度l以及纵壁高度h。
[0118]
根据表1显示,在本发明例1~本发明例4(δθ=20
°
)、本发明例5~本发明例7(δθ=40
°
)、本发明例8~本发明例9(δθ=60
°
)、本发明例10(δθ=80
°
)、长度方向端部角度θ2比目标形状的顶板部3与纵壁部5所成的角度(=100
°
)小的本发明例11(θ2=95
°
)、变更了扭转纵壁部25a的长度方向长度l以及纵壁高度h的本发明例12(l=125mm)以及本发明例13(h=35mm)的任一个中,都能够同时抑制破裂和褶皱双方而冲压成型冲压成型品。
[0119]
认为这是因为在本发明例1~本发明例13所涉及的中间成型品21中,扭转纵壁部25a受到上述图7所示的面内剪切变形而成型,由此降低了顶板部3与凸缘部7的长度方向的线长差的产生。
[0120]
另外,在扭转量t在本发明的优选范围内(10
°
以上20
°
以下)的本发明例5~本发明例7(t=11.2
°
)、本发明例8~本发明例9(t=16.8
°
)、本发明例11(t=18.2
°
)中,在冲压成型品1完全没有发现破裂和褶皱的产生,获得良好的结果。
[0121]
以上,证实了根据本发明所涉及的冲压成型方法,能够抑制破裂和褶皱双方地对在侧方观察时沿着长度方向在高度方向上弯曲成凹状的截面呈帽形状的冲压成型品进行冲压成型。
[0122]
产业上的可利用性
[0123]
根据本发明,能够提供一种冲压成型方法,该冲压成型方法能够抑制破裂、褶皱地将冲压成型品冲压成型为良好的形状,上述冲压成型品具有顶板部、纵壁部以及凸缘部且截面呈帽形状,且沿着长度方向在高度方向上弯曲成凹状。
[0124]
附图标记说明
[0125]1…
冲压成型品;3
…
顶板部;4
…
冲头肩r部;5
…
纵壁部;6
…
冲模肩r部;7
…
凸缘部;11
…
凹状弯曲部位;13
…
直线部位;21
…
中间成型品;23
…
顶板相当部;24
…
冲头肩r部;25
…
纵壁相当部;25a
…
扭转纵壁部;26
…
冲模肩r部;27
…
凸缘相当部;31
…
凹状弯曲相当部位;33
…
直线相当部位;41
…
中间成型品;43
…
顶板相当部;45
…
纵壁相当部;45a
…
扭转纵壁部;47
…
凸缘部;51
…
凹状弯曲相当部位;53
…
直线相当部位;61
…
中间成型品;63
…
顶板相当部;65
…
纵壁相当部;65a
…
扭转纵壁部;65b
…
面部;67
…
凸缘部;71
…
凹状弯曲相当部位;73
…
直线相当部位;81
…
中间成型品;83
…
顶板相当部;85
…
纵壁相当部;85a
…
扭转纵壁部;87
…
凸缘部;91
…
凹状弯曲相当部位;93
…
直线相当部位;101
…
中间成型品;103
…
顶板相当部;105
…
纵壁相当部;105a
…
扭转纵壁部;107
…
凸缘相当部;111
…
凹状弯曲相当部位;113
…
直线相当部位;121
…
冲压成型品;123
…
顶板部;125
…
纵壁部;127
…
凸缘部;131
…
凹状弯曲部位;133
…
直线部位;141
…
冲压成型品;143
…
顶板部;145
…
纵壁部;147
…
凸缘部;151
…
凹状弯曲部位;153
…
直线部位;201
…
坯料;201a
…
部位;203
…
中间成型品;203a
…
顶板相当部;205
…
冲压成型品;211
…
冲模;213
…
冲头;215
…
衬垫;221
…
冲模;223
…
冲头。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。