1.本技术涉及钎焊的预处理材料领域,尤其涉及一种氧化锆陶瓷金属化金基浆料、金属化层、制备方法。
背景技术:
2.氧化钙稳定氧化锆陶瓷(csz)、氧化钇稳定氧化锆陶瓷(ysz)、氧化镱稳定氧化锆陶瓷(yb
‑
zro2)、氧化钪稳定氧化锆陶瓷(sc
‑
zro2)等制备的功能陶瓷器件广泛应用于原子能、钢铁冶金、电力等领域。
3.在相关技术中,在具体研制氧化锆功能陶瓷器件时,通常先将氧化锆造粒成超细粉料,再压制成一定形状的素坯,放入高温炉内烧结成瓷,最后通过密封、焊接等工艺流程制备成氧传感器,在该过程中,如果直接将氧化锆素坯制备成复杂形状的零器件,如带有突出尖角的器件或长度过长的器件,易出现应力集中、难以成型等问题,制备的器件也较难达到技术要求。随着技术不断的发展,产生了一种新的技术,将上述各种氧化物稳定的氧化锆陶瓷制备成结构相对简单的圆管状、圆锥状等陶瓷器件,再将其与塑性良好金属进行反应性钎焊连接,最终制备的液态金属测氧传感器可满足各种工况条件下的使用要求,可自由增加传感器探头的长度,用以适用铅铋回路各个测氧点的实际工况条件。
4.针对反应堆液态金属回路测氧用的氧化锆陶瓷与金属的反应性钎焊,当前,对于氧化锆陶瓷与金属材料的钎焊,首要考虑的问题是氧化锆陶瓷的金属化浆料的制备,因此,发明出一种适用于具有一定辐照剂量的反应堆液态金属回路环境下,特殊的金属化浆料显得尤为重要,并具有重要的实际应用价值。
技术实现要素:
5.本技术实施例提供一种氧化锆陶瓷金属化金基浆料、金属化层、制备方法,具有一定的抗辐照功能,可以满足在具有抗辐照剂量的情况下作为氧化锆陶瓷素坯表面的金属化层和其他塑性金属钎焊。。
6.为了达到上述目的,本技术实施例的技术方案是这样实现的:
7.本技术实施例提供一种氧化锆陶瓷金属化金基浆料包括有以下质量分数的组成成分:0~20%的无机氧化物、15~30%的有机溶剂、5~30%其它的有机添加剂、5~30%的超细钯粉,余量为超细金粉。
8.第一方面,本技术实施例提供了一种氧化锆陶瓷金属化金基浆料,包括无机氧化物0~20%、有机溶剂15~30%、其他的有机添加剂5~30%、超细钯粉5~30%,余量为超细金粉等,该金属化金基浆料的配方在满足附着力强、耐高温、抗氧化、电阻小等优点,能够满足氧化锆陶瓷和其他金属合金材料钎焊的基础上,还具有一定的抗辐照功能,可以满足在具有抗辐照剂量的情况下作为氧化锆陶瓷素坯表面的金属化层和其他塑性金属钎焊。
9.进一步地,无机氧化物包括0~20%cao、0~20%al2o3、0~20%mgo、0~20%mno、0~20%zro2、0~20%sio2、0~20%y2o3、0~20%ceo2。进一步地,有机溶剂包括5~30%辛
稀、0~15%甲基乙基酮、5~15%异丙醇、5~15%松油醇。
10.进一步地,其他有机添加剂包括5~15%按叶油、0~15%按叶油醇、0~15%蓖麻硬化油、0~15%蓖麻油脂肪酸、0~15%吹制油、0~15%已二酸二甲脂、0~15%二乙二醇丁醚醋酸脂、0~15%松香、0~15%甲基纤维素、0~15%邻苯二甲酸二乙脂、0~15%聚乙烯醇、0~15%甲基丙烯酸脂。
11.进一步地,超细金粉的粒径为0.05~10μm。
12.进一步地,20%的超细钯粉、3%cao、5%ceo2、8.0%的已二酸二甲脂、10%按叶油醇、8.0%蓖麻脂肪酸油、7.0%二乙二醇丁醚醋酸脂、余量为平均粒径为0.5μm的超细金粉。
13.第二方面,本技术实施例提供一种制备方法,用于制备第一方面提出的氧化锆陶瓷金属化金基浆料,将0~20%无机氧化物、15~30%的有机溶剂、5~30%的其它有机添加剂、5~30%的超细钯粉,余量为超细金粉组成成分混合为预制原料;对预制原料进行研磨。
14.本技术实施例提供的一种制备方法,由于制备的材料为第一方面提供的氧化锆陶瓷金属化金基浆料,因此具有同样的技术效果,即,在满足附着力强、耐高温、抗氧化、电阻小等优点,能够满足氧化锆陶瓷和其他金属合金材料钎焊的基础上,还具有一定的抗辐照功能,可以满足在具有抗辐照剂量的情况下作为氧化锆陶瓷素坯表面的金属化层和其他塑性金属钎焊。
15.进一步地,在0~20%无机氧化物、15~30%的有机溶剂、5~30%的其它有机添加剂、5~30%的超细钯粉,余量为超细金粉组成成分混合为预制原料之前,对组成成分进行超声分散。
16.第三方面,本技术实施例提供了一种金属化层,包括氧化锆陶瓷器件素坯,氧化锆陶瓷器件素坯的表面附着第一方面提供的氧化锆陶瓷金基金属化浆料。
17.本技术实施例提供的一种金属化层,由于金属化层的原料为第一方面提供的氧化锆陶瓷金属化金基浆料,因此具有同样的技术效果,即,在满足附着力强、耐高温、抗氧化、电阻小等优点,能够满足氧化锆陶瓷和其他金属合金材料钎焊的基础上,还具有一定的抗辐照功能,可以满足在具有抗辐照剂量的情况下作为氧化锆陶瓷素坯表面的金属化层和其他塑性金属钎焊。
18.第四方面,本技术实施例提供了一种制备方法,用于制备第三方面的金属化层,包括以下步骤:将氧化锆陶瓷金属化金基浆料附着于氧化锆陶瓷器件的素坯表面;对氧化锆陶瓷金属化金基浆料附着在氧化锆陶瓷器件的素坯进行烧结。
19.本技术实施例提供的一种金属化层,用于制备第三方面提供的金属化层,又因为制作金属化层的原料为第一方面提供的氧化锆陶瓷金属化金基浆料,因此具有同样的技术效果,即,在满足附着力强、耐高温、抗氧化、电阻小等优点,能够满足氧化锆陶瓷和其他金属合金材料钎焊的基础上,还具有一定的抗辐照功能,可以满足在具有抗辐照剂量的情况下作为氧化锆陶瓷素坯表面的金属化层和其他塑性金属钎焊。
20.进一步地,氧化锆陶瓷金属化金基浆料附着于氧化锆陶瓷器件的素坯表面包括:将氧化锆陶瓷金属化金基浆料印刷或涂覆于氧化锆陶瓷器件的素坯表面。
21.进一步地,对印刷或涂敷有浆料的氧化锆陶瓷器件素坯进行烧结的布置包括:
22.以0.5~3℃的升温速率加热至20~200℃,保温60~120min;
23.以0.5~5℃升温速率加热至300~600℃,保温60~120min;
24.以0.5~5℃的升温速率加热至800~1000℃,保温60~120min;
25.以0.5~2℃的升温速率加热至1150~1400℃,保温60~120min,自然冷却至常温。
26.进一步地,对印刷或涂敷有浆料的氧化锆陶瓷器件素坯进行烧结的布置,其特征在于,以3℃/min的升温速率加热至100℃,保温120min;以5℃/min的升温速率加热至500℃,保温180min后,再以5℃/min的升温速率加热至1000℃,保温120min,再以2℃/min的升温速率加热至1350℃,保温120min,自然冷却至常温。
附图说明
27.图1为本技术实施例中氧化锆陶瓷金基金属化浆料的制备方法;
28.图2为本技术实施例中氧化锆陶瓷金基金属化浆料的制备方法之一;
29.图3为本技术实施例中氧化锆陶瓷金基金属化层的制备方法;
30.图4为本技术实施例中氧化锆陶瓷金基金属化层的制备方法之一。
具体实施方式
31.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的技术特征可以相互组合,具体实施方式中的详细描述应理解为本技术宗旨的解释说明,不应视为对本技术的不当限制。
32.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术的具体技术方案做进一步详细描述。以下实施例用于说明本技术,但不用来限制本技术的范围。
33.在本技术实施例中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术实施例的描述中,除非另有说明,“多个”的含义是两个或两个以上。
34.此外,在本技术实施例中,“上”、“下”、“左”以及“右”等方位术语是相对于附图中的部件示意置放的方位来定义的,应当理解到,这些方向性术语是相对的概念,它们用于相对于的描述和澄清,其可以根据附图中部件所放置的方位的变化而相应地发生变化。
35.在本技术实施例中,除非另有明确的规定和限定,术语“连接”应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连。
36.在本技术实施例中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。
37.在本技术实施例中,“示例性的”或者“例如”等词用于表示作例子、例证或说明。本技术实施例中被描述为“示例性的”或者“例如”的任何实施例或设计方案不应被解释为比其他实施例或设计方案更优选或更具优势。确切而言,使用“示例性的”或者“例如”等词旨在以具体方式呈现相关概念。
38.陶瓷材料是指用天然或合成化合物经过成形和高温烧结制成的一类无机非金属材料,它具有高熔点、高硬度、高耐磨性和耐氧化性等优点。可以用作结构材料,刀具材料,由于陶瓷还具有某些特殊的性能,又可作为功能材料,比如大多数陶瓷具有良好的电绝缘性,可以用作扩音机和超声仪器等,其中少数陶瓷还具有半导体的特性,可作整流器,另外,陶瓷材料还有独特的光学性能,可以用作固体激光器、光导纤维材料,光储存器等等,其中,氧化钙稳定氧化锆陶瓷(csz)、氧化钇稳定氧化锆陶瓷(ysz)、氧化镱稳定氧化锆陶瓷(yb
‑
zro2)、氧化钪稳定氧化锆陶瓷(sc
‑
zro2)等制备的功能陶瓷器件广泛应用于原子能、钢铁冶金、电力等领域。
39.由于陶瓷材料表面结构与金属材料表面结构不同,焊接往往不能润湿陶瓷表面,也不能与之作用而形成牢固的黏结,因为陶瓷与金属的钎焊是一种特殊的工艺方法,即陶瓷的金基金属化的方法。先在陶瓷的表面牢固的黏附一层金属薄膜,实现陶瓷与金属的钎焊,陶瓷与金属的钎焊是作用在陶瓷器件的表面上,涂覆一层高导电率、结合牢固的金属薄膜作为电极,用这种方法将陶瓷与金属钎焊在一起。
40.本技术实施例提供一种氧化锆陶瓷金属化金基浆料包括有以下质量分数的组成成分:0~20%的无机氧化物、15~30%的有机溶剂、5~30%其它的有机添加剂、5~30%的超细钯粉、余量为超细金粉。该金属化金基浆料的配方在满足附着力强、耐高温、抗氧化、电阻小等优点,能够满足氧化锆陶瓷和其他金属合金材料钎焊的基础上,还具有一定的抗辐照功能,可以满足在具有抗辐照剂量的情况下作为氧化锆陶瓷素坯表面的金属化层和其他塑性金属钎焊。
41.其中,无机氧化物包括0~20%cao、0~20%al2o3、0~20%mgo、0~20%mno、0~20%zro2、0~20%sio2、0~20%y2o3、0~20%ceo2;有机溶剂包括5~30%辛稀、0~15%甲基乙基酮、5~15%异丙醇、5~15%松油醇;其他有机添加剂包括5~15%按叶油、0~15%按叶油醇、0~15%蓖麻硬化油、0~15%蓖麻油脂肪酸、0~15%吹制油、0~15%已二酸二甲脂、0~15%二乙二醇丁醚醋酸脂、0
‑
15%松香、0~15%甲基纤维素、0~15%邻苯二甲酸二乙脂、0~15%聚乙烯醇、0~15%甲基丙烯酸脂。无机氧化物、有机溶剂、其他有机添加剂、超细钯粉和超细金粉与氧化锆陶瓷相互之间各个粒子之间发生反应,最终在氧化锆陶瓷的表面形成一种高强度的粘接相,形成金属层。方便氧化锆陶瓷与其他塑性金属钎焊。
42.需要补充说明的是,无机氧化物、有机溶剂以及其他有机添加剂的组合数量和种类对此不作限制,只要满足所形成的组合所占氧化锆陶瓷金属化金基浆料中各个组成成分的质量分数即可。
43.具体地,本技术实施例中氧化锆陶瓷金属金基浆料除了无机氧化物、有机溶剂、其它的有机添加剂、超细钯粉,还有余量的超细金粉,由于氧化锆陶瓷金属化金基浆料在后期需要制备成金属化层涂覆在氧化锆陶瓷素坯的表面,用于氧化锆陶瓷与其他金属材料的钎焊,如果金属金基浆料中的组成成分中的粒子过大,则采用氧化锆陶瓷金属化金基浆料制成的金属化层表面凹凸不平的现象会比较严重,其他金属材料与陶瓷表面金属层钎焊的接触面积会减少,钎焊的效果不稳定,因此,本技术将氧化锆陶瓷超细金粉的粒径规定为0.05~10μm,避免了金属金基浆料中的粒子过大,出现其他金属材料与氧化锆陶瓷表面金属层钎焊接触面积减少而导致的钎焊效果不稳定的现象。
44.本技术提供的一种氧化锆陶瓷金属化金基浆料,该金属化金基浆料的配方在满足
附着力强、耐高温、抗氧化、电阻小等优点,能够满足氧化锆陶瓷和其他金属合金材料钎焊的基础上,还具有一定的抗辐照功能,可以满足在具有抗辐照剂量的情况下作为氧化锆陶瓷素坯表面的金属化层和其他塑性金属钎焊。为了将该金属化金基浆料配方的效果发挥出来,参照图1,本技术实施例还提供了一种用于制造氧化锆陶瓷金属化金基浆料的一种制备方法,具体来说分为两步:
45.步骤s1:将0~20%无机氧化物、15~30%的有机溶剂、5~30%的其它有机添加剂、5~30%的超细钯粉,余量为超细金粉组成成分混合为预制原料;
46.步骤s2:对预制原料进行研磨。
47.采用本技术提供的制备方法,先将组成成分混合为预制原料,可以保证组成成分可以均匀混合,然后对预制原料进行研磨,避免制备出来的氧化锆陶瓷金属金基浆料的颗粒过大,制备出的金属层表面凹凸不平,影响氧化锆陶瓷与其他金属材料钎焊不牢固的现象。
48.需要补充说明的是,在进行步骤s1将0~20%无机氧化物、15~30%的有机溶剂、5~30%的其它有机添加剂、5~30%的超细钯粉,余量为超细金粉组成成分混合为预制原料之前,各个组成成分内部可能会存在气泡现象,如果不尽可能的消除气泡现象,会造成采用氧化锆陶瓷金属化金基浆料制成的金属层有气孔现象,降低了金属层的性能,因此,参照图2,本技术在进行步骤s1将氧化锆陶瓷金属化金基浆料的组成成分混合为预制原料之前添加步骤s3对混合原料进行超声分散,消除在后期制作氧化锆陶瓷金属层出现的气泡现象,降低了金属层的效果。
49.本技术提供的一些实施例中提供了一种氧化锆陶瓷金基金属化层,金属化层是由氧化锆陶瓷器件素坯和氧化锆陶瓷素坯表面附着本技术提供的另外一些实施例中的氧化锆陶瓷金基金属化浆料,由于氧化锆陶瓷素坯属于非金属材料,不能与其他塑性金属直接进行钎焊,在氧化锆素坯表面附着氧化锆陶瓷金属金基金属化浆料,整体形成陶瓷金基金属化层可直接与其他塑性金属进行钎焊,满足各个工况下的使用要求。
50.需要补充说明的是,本技术实施例提供了一种氧化锆陶瓷金基金属化层,使得陶瓷能够直接与其他塑性金属进行钎焊,满足各个工况下的要求,优选地,参照图3,本技术提供了一种氧化锆陶瓷金基金属化层的制备方法,主要分为两步:
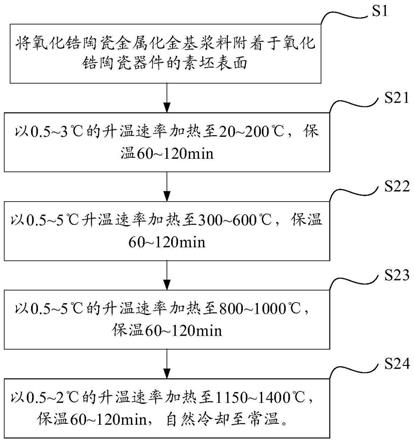
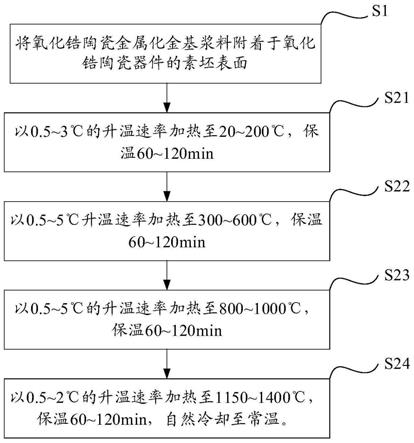
51.步骤s1:将氧化锆陶瓷金属化金基浆料附着于氧化锆陶瓷器件的素坯表面;
52.步骤s2:对氧化锆陶瓷金属化金基浆料附着在氧化锆陶瓷器件的素坯进行烧结。
53.本技术选取的方法是先将浆料附着于氧化锆陶瓷器件的素坯表面,然后对整体进行烧结,在烧结过程不但形成了氧化锆陶瓷金基金属化层,提高了氧化锆陶瓷素坯的性能,而且使氧化锆陶瓷器件的素坯和浆料中间的粒子完全融合形成了黏结相,避免在钎焊完成使用过程中出现氧化锆陶瓷器件素坯与氧化锆陶瓷金基金属化层出现脱离现象。
54.具体地,在步骤s2中,将氧化锆陶瓷金属化金基浆料附着于氧化锆陶瓷器件的素坯表面,氧化锆陶瓷金属化厚度以及均匀性都对封接强度和气密性有显著影响,一般情况下金属化的厚度要满足在16~20μm,且要求完整、连续、均匀,如果金属层的厚度太小会导致金属层不完整,不连续,影响氧化锆陶瓷素坯与其他塑性金属钎焊牢固性,如果金属层的厚度太大膨胀系数的差异过大,金属层会产生脱落现象。优选地,本技术提供一种方案,将氧化锆陶瓷金属化金基浆料采用印刷或手工涂覆的方法附着在氧化锆陶瓷器件的素坯表
面。可以控制氧化锆陶瓷金基金属化的厚度及其均匀性。
55.示例地,参照图4,步骤s2中对氧化锆陶瓷金属化金基浆料附着在氧化锆陶瓷器件的素坯进行烧结,烧结的步骤包括:
56.步骤s21:以0.5~3℃的升温速率加热至20~200℃,保温60~120min;
57.步骤s22:以0.5~5℃升温速率加热至300~600℃,保温60~120min;
58.步骤s23:以0.5~5℃的升温速率加热至800~1000℃,保温60~120min;
59.步骤s24:以0.5~2℃的升温速率加热至1150~1400℃,保温60~120min,自然冷却至常温。
60.由于氧化锆金属化金基浆料里面包括无机氧化物、有机溶剂、其它有机添加剂、超细钯粉、余量为超细金粉中存在各种离子,离子之间根据温度的不同可以发生化学反应,形成不同的相,最终形成金属化层,本技术根据氧化锆金属化金基浆料里面的各个离子之间的化学反应温度和反应条件,设置四种不同区域的温度,逐步递增,使得氧化锆金属化金基浆料里面的各个离子反应完全,形成金属化层,用于与其他塑性金属的钎焊。
61.本技术还提出了一种具体的实施例,包括了氧化锆陶瓷金属化金基浆料的配方、浆料的制备方法及金基金属化层和金基金属化层的制备方法。首先,一种氧化锆陶瓷金属化金基浆料的配方为20%的超细钯粉、3%cao、%ceo2、8.0%的已二酸二甲脂、10%按叶油醇、8.0%蓖麻脂肪酸油、7.0%二乙二醇丁醚醋酸脂、余量为平均粒径为0.5μm的超细金粉,将组成成分均匀混合为预制原料之前对其进行超声分散,再混合为预制原料,将预制原料研磨两小时,制作成氧化锆陶瓷金属化金基浆料。将上述制成的氧化锆金属化金基浆料涂覆在掺杂cao为12.5mol%稳定氧化锆陶瓷表面,以5℃/min的升温速率加热至500℃,保温180min后,再以5℃/min的升温速率加热至1000℃,保温120min,最后以2℃/min的升温速率加热至1350℃,保温120min,自然冷却至常温。
62.具体地,对氧化锆陶瓷表面形成的金属化层主要采用方块电阻测量和划痕对其进行性能检测,测得采用本具体实施例得到的氧化锆陶瓷金基金属化表面的电阻0.2ω,金属化层的附着力大于90n/mm2,将kovar4j29合金(可伐合金)与附着在氧化锆陶瓷金基金属化表面的金属化层用钎料bcupd20
‑
v在温度为1150℃进行钎焊封接,封接后钎缝无裂纹、无缺陷,钎缝气密性氦质谱捡漏率优于3.0
×
10
‑
10
pa
·
m3/s,采用本实施例制备的反应性钎焊型液态金属测氧传感器在铅铋控氧台架上稳定运行6000h,无故障,测氧浓度可稳定控制在10
‑6wt%~10
‑7wt%,响应时间小于5s,测量误差为
±
5%,测量量程为10
‑3wt%~10
‑
10
wt%,使用温度范围在300~750℃之间。测出的各个性能满足测氧传感器的使用环境以及所要达到的要求,进一步证明本技术实施例提供的方案能够以在满足附着力强、耐高温、抗氧化、电阻小等优点,能够满足氧化锆陶瓷和其他金属合金材料钎焊的基础上,还具有一定的抗辐照功能,可以满足在具有抗辐照剂量的情况下作为氧化锆陶瓷素坯表面的金属化层和其他塑性金属钎焊。
63.需要补充说明的是,本技术具体实施例中所提到的与氧化锆陶瓷金基技术化表面钎焊的钎料以及与其钎焊的金属材料不限,根据氧化锆陶瓷的使用环境决定。
64.以上所述,仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。