1.本公开一般地涉及对测试物体的位置异常的检测,例如车辆主体上的点焊。特别地,提供了一种检测在工件上的测试物体的位置异常的方法、一种检测在工件上的测试物体的位置异常的控制系统、一种包括控制系统的测试系统、一种包括测试系统的机器人系统、一种包括校准装置的测试机器人以及一种用于对测试机器人的操作进行编程的编程设备。
背景技术:
2.传统上手动检查焊接质量是已知的。手动超声探测是汽车工业中检查或测试焊接质量的主要方法。手动超声检查既昂贵又耗时。车辆主体可以例如包括5000个焊缝。检查一个点焊的手动周期时间可能是1
‑
2分钟。由于手动工作的缓慢性质,通过手动设置查找一个缺陷焊缝的人工成本可能高达100keur。手动超声检查在人体工程学方面也很糟糕。
3.减轻可能的焊接接头故障影响的一种解决方案是引入安全裕度,以便在连接区域中创建更多数量的点焊,即该数量高于对应于计算的负载承载能力的点焊数量。一些汽车制造商使用超过规格15
‑
25%的焊缝来吸收潜在的错误。
技术实现要素:
4.将2019年5月13日提交的未公开的国际专利申请pct/ep2019/062142通过引用并入本文,其公开了一种对工件上的至少一个测试物体进行非破坏性检测的方法。该方法包括获得每个测试物体相对于测试机器人的理论位置;捕获每个测试物体的图像以获得图像数据;基于图像数据,确定每个测试物体相对于测试机器人的真实位置;以及使测试机器人承载的传感器与每个测试物体接触以获得相应的测试测量。pct/ep2019/062142还公开了一种相应的测试系统,用于对工件上的至少一个测试物体进行非破坏性检测。
5.本公开的一个目的是提供一种有效检测生产线中大范围故障的方法。
6.本公开的另一目的是提供一种检测在工件上的测试物体的位置异常的方法。
7.本公开的又一目的是提供一种改进的检测在工件上的测试物体的位置异常的方法。
8.本公开的又一目的是提供一种检测在工件上的测试物体的位置异常的方法,该方法解决上述数个或全部目的的组合。
9.本公开的又一目的是提供一种用于检测在工件上的测试物体的位置异常的控制系统,该控制系统解决了上述一个、数个或全部目的。
10.本公开的又一目的是提供一种解决上述目的中的一个、数个或全部的测试系统。
11.本公开的又一目的是提供一种解决上述目的中的一个、数个或所有的机器人系统。
12.本公开的又一目的是提供一种包括图像传感器和测试传感器的测试机器人,该测
试机器人能够快速、简单并且廉价地校准图像传感器和/或测试传感器。
13.本公开的又一目的是提供一种用于对具有图像传感器和测试传感器的测试机器人进行编程操作的编程设备,该编程设备能够对测试机器人进行快速、简单和准确的编程。
14.根据一个方面,提供了一种检测在工件上的测试物体的位置异常的方法,该方法包括捕获测试物体的图像,以获得图像数据;基于图像数据,确定测试物体相对于测试机器人的真实位置;基于真实位置,移动测试机器人承载的测试传感器以与测试物体接触;当测试传感器与测试物体接触时,借助于测试传感器获取测试物体的测试数据;以及基于测试物体位置和参考位置之间的比较,检测测试物体的位置异常,测试物体位置基于真实位置、基于测试数据和/或基于当测试传感器与测试物体接触时的测试机器人的位置。
15.尽管pct/ep2019/062142中的方法可以很好地自动将测试传感器置于与测试物体相关的正确位置和取向,从而执行准确的测试测量,但发明人已经意识到该方法也可以被用于各种检测测试物体的位置异常的方法。因此,即使这样的测试物体被确定为高质量,测试物体的位置也可能不满足预期。
16.根据该方面的方法利用测试传感器与测试物体接触时测试机器人的真实位置、测试数据和/或位置来检测测试物体的位置异常。由于在进行非破坏性检测时可能已经知道真实位置、测试数据和测试机器人的位置,因此可以自动利用这些值中的一个或多个来检测测试物体的位置异常,而无需任何额外的努力。因此,该方法提供了针对测试物体的位置异常的非常简单、廉价并且有效的检测。通过在每次执行非破坏性测试时将测试物体位置与参考位置进行比较,该方法提供了比人类手动检测测试物体位置缺陷的机会更高的机会。位置异常甚至可能无法被人类检测到。
17.此外,如果断定存在测试物体的位置异常,则测试物体本身不一定是缺陷。相反,位置异常可能是测试物体外部缺陷的结果,例如固定装置损坏。测试物体的位置异常的检测因此可以引发生产线中的大范围错误源。因此,该方法能够检测生产线中以前无法检测到的错误。虽然位置异常背后的原因可能需要手动追踪,但可以立即检测到位置异常。由于测试机器人的可重复性,只需添加测试物体位置,就可以确定相应测试物体的位置从一批到另一批是如何变化的。
18.在测试物体位置是基于真实位置的情况下,真实位置可以简单地构成测试物体位置。基于真实位置,将测试传感器移动以与测试物体接触,测试传感器可以相对于测试物体被正确定位以获得有效的测试测量。真实位置可以在二维或三维上确定。
19.备选地,该方法可以包括基于参考位置与基于测试数据确定的测试物体的测试物体位置之间的比较来检测测试物体的位置异常。基于测试数据确定的测试物体的测试物体位置例如可以是测试物体的几何中心位置。测试物体的几何中心位置可能与基于图像数据确定的真实位置不同。基于测试数据确定的测试物体位置可以在两个或三维上确定。
20.备选地,该方法可以包括基于当测试传感器与测试物体接触时参考位置和测试机器人的位置之间的比较来检测测试物体的位置异常。当测试传感器与测试物体接触时,基于测试机器人的位置的测试物体位置可以在一维、二维或三维上确定。
21.备选地,该方法可以包括基于参考位置与基于真实位置、测试数据和/或当测试传感器与测试物体接触时测试机器人的位置的任意组合确定的测试物体位置之间的比较来检测测试物体的位置异常,
22.在任何情况下,可以相对于测试机器人或相对于工件来确定测试物体位置。然而,测试物体位置不一定被确定为绝对位置。在相对于测试机器人确定测试物体位置的情况下,可以例如在测试机器人的坐标系中确定测试物体位置。
23.一个或多个测试物体位置可以被绘制在散点图中。通过自动或手动分析散点图,可以检测各种趋势和异常值,以断定是否存在位置异常。
24.该方法还可以包括存储测试物体位置。然后可以将存储的测试物体位置用作参考位置。该方法还可以包括对不同工件上的多个对应的测试物体重复上述步骤。此外,另外的测试物体位置可以被存储并且被用作一个或多个参考位置。
25.该方法还可以包括获得测试物体的理论位置。在这种情况下,该方法还可以包括在捕获图像之前基于理论位置相对于工件来定位图像传感器。
26.测试传感器可以是非破坏性测试传感器。测试传感器可以包括耦合介质,例如水或超声凝胶。在这种情况下,测试传感器与测试物体接触的运动可以包括使耦合介质与测试物体接触。
27.各测试物体可以是点焊。测试物体的其他示例是弧焊或胶水。
28.参考位置可以是基于不同工件上的对应测试物体的多个测试物体位置确定的平均测试物体位置。备选地,参考位置可以是名义位置。备选地,可以将测试物体的理论位置作为参考位置来与测试物体位置进行比较,以检测测试物体的位置异常。
29.该方法还可以包括如果测试物体位置与参考位置的偏差超过阈值,则确定存在测试物体的位置异常。不同批次的测试物体位置之间会有预期的小偏差。通过使用阈值,如果偏差大于预期,则可以发出警报。
30.该方法还可以包括借助于机器学习来确定测试物体存在位置异常。机器学习可以采用使用样本数据构建数学模型的算法。样本数据例如可以包括不同工件上的对应测试物体的测试物体位置。
31.测试机器人可以包括响应于测试传感器和测试物体之间的接触力而可动的阻尼器,并且其中当测试传感器对测试物体施加预定义作用力时,测试物体位置是基于阻尼器的位置。测试物体位置基于当测试传感器对测试物体施加预定义接触力时的阻尼器的位置,该测试物体位置是当测试传感器与测试物体接触时测试机器人的位置的一个示例。可以在一维中确定这样的测试物体位置。
32.当测试传感器对测试物体施加由阻尼器确定的预定义作用力时,测试物体位置可以基于阻尼器的位置或基于测试机器人的位置(例如工具中心点)来确定。阻尼器的位置不必是绝对值。
33.该方法还可以包括使测试传感器与测试物体接触以在测试物体上施加借助于阻尼器确定的预定义作用力。阻尼器可以被设置在测试传感器和测试机器人的臂之间。阻尼器可以被配置为检测测试传感器与工件之间的接触,以及被用于使测试传感器对各测试物体施加相同的恒定作用力。
34.当测试传感器与测试物体接触时,测试物体位置可以基于测试机器人的工具中心点的位置。当测试传感器与测试物体接触时测试机器人的工具中心点的位置是当测试传感器与测试物体接触时测试机器人的位置的一个示例。
35.图像数据可以借助于由测试机器人承载的图像传感器来捕获。无论图像传感器是
否由测试机器人承载,图像传感器都可以是相机。
36.根据另一方面,提供了一种检测在工件上的测试物体的位置异常的控制系统,该控制系统包括至少一个数据处理设备和至少一个存储器,该存储器其上存储有计算机程序,该计算机程序包括程序代码,当由至少一个数据处理设备中的一个或多个数据处理设备执行时,该程序代码使至少一个数据处理设备中的一个或多个数据处理设备执行以下步骤:命令被设置在测试机器人上的图像传感器捕获工件上的测试物体的图像以获得图像数据;命令测试机器人移动被设置在测试机器人上的测试传感器,以与测试物体接触;命令测试传感器在与测试物体接触时获得测试物体的测试数据;基于测试物体位置和参考位置之间的比较以检测测试物体的位置异常,测试物体位置基于真实位置、基于测试数据和/或基于当测试传感器与测试物体接触时测试机器人的位置。计算机程序还可以包括程序代码,当由至少一个数据处理设备中的一个或多个数据处理设备执行时,使至少一个数据处理设备中的一个或多个数据处理设备执行根据到本公开的任何步骤,或命令执行任何步骤。
37.根据另一方面,提供了一种测试系统,包括测试机器人、图像传感器、测试机器人承载的测试传感器以及根据本公开的控制系统。测试传感器可以包括至少一个超声换能器。测试传感器可以包括超声换能器阵列。
38.测试机器人可以包括响应于测试传感器和测试物体之间的接触力而可动的阻尼器。在这种情况下,计算机程序可以包括程序代码,该程序代码在由至少一个数据处理设备中的一个或多个数据处理设备执行时使至少一个数据处理设备中的一个或多个数据处理设备基于当测试传感器在测试物体上施加预定义接触力时的阻尼器位置,以确定测试物体位置。
39.图像传感器可以由测试机器人承载。
40.根据另一方面,提供了一种机器人系统,包括多个焊接机器人以及根据本公开的测试系统。
41.根据另一方面,提供了一种测试机器人,包括主体;相对于主体可动的臂;设置在臂上的图像传感器;设置在臂上的测试传感器;以及校准装置,该校准装置包括至少一个参考物体,用于借助于图像传感器进行图像数据的参考获取和/或借助于测试传感器进行测试数据的参考获取,该校准装置被固定到主体上。
42.借助于校准装置,测试机器人可以容易地执行测试传感器和/或图像传感器的质量检查。质量检查可以自动且定期地进行。以这种方式,可以在早期检测到测试传感器和/或图像传感器的各种故障。将校准装置布置在主体上节省了空间并且使得能够在其被交付到生产现场之前执行测试机器人的设置。
43.至少一个参考物体可以包括不满足由测试传感器获得的测试数据的质量目标的缺陷参考物体,以及满足质量目标的批准参考物体。因此,如果测试传感器功能正常,则缺陷参考物体应归类为不满足质量目标而批准参考物体应归类为满足质量目标。
44.校准装置可以包括至少部分地围绕至少一个参考物体的一个参考物体的阻挡结构,阻挡结构被布置为用于校准测试传感器的膜。被阻挡结构至少部分围绕的参考物体可以是满足质量目标的批准参考物体。阻挡结构可以被配置为使得如果膜足够凸,则膜可以与参考物体接触,而如果膜不够凸,则膜不能与参考物体充分接触以借助于测试传感器进行有效的测试测量。阻挡结构可以是围绕参考物体的环。根据一个示例,校准装置包括一个
缺陷参考物体和两个批准参考物体,其中批准参考物体中的一个至少部分地被阻挡结构围绕。
45.校准装置还可以包括具有已知位置的参考特征。参考特征可以被用于借助于图像处理以确定参考特征的位置。如果通过图像处理确定的参考特征的位置与已知位置不同,则可以例如断定图像传感器相对于测试机器人的位置不正确。
46.校准装置的参考物体,无论“好”或“坏”,还可以被用于借助于测试传感器位移的两个参考测量来校准测试传感器的旋转位置。类似地,校准装置的参考特征还可以被用于通过具有图像传感器位移的两个参考图像来校准图像传感器的旋转位置。
47.根据另一方面,提供了一种用于对具有图像传感器和测试传感器的测试机器人的操作进行编程的编程设备,该编程设备包括显示器,该显示器被布置为显示工件上的测试物体的图像数据,该图像数据由图像传感器获取;其中编程设备被配置为接收与显示器上显示的测试物体相关联的手动图像输入,手动图像输入与借助于测试传感器的测试物体的非破坏性测试相关联;以及基于手动图像输入创建用于以下各项的操作的指令:测试机器人、图像传感器和/或与测试物体的非破坏性测试相关的测试传感器。
48.现有技术的测试机器人经常手动点动到将由非破坏性测试设备测试的各测试物体。非破坏性检测传感器,诸如超声波检测传感器,也可能对位置和角度偏差非常敏感。通过测试机器人的手动点动来手动教导各测试物体的位置和角度是非常繁琐的。此外,这样的过程容易出错。
49.根据该方面的编程设备能够实现测试机器人的视觉辅助编程。这使得测试机器人的编程更快、更容易、更准确。与手动点动相比,编程设备能够将非破坏性检测的编程时间减少50
‑
70%。
50.手动图像输入可以是与显示器上的测试物体相邻的边界。借助于边界,可以定义测试机器人的运动限制。备选地或附加地,手动图像输入可以是测试物体定义,例如测试物体的形状和/或位置。尽管可以通过图像处理检测测试物体的形状和位置,但是编程设备能够微调测试物体的形状和/或位置。
51.编程设备可以被配置为接收定义以下各项的参数的参数输入:测试机器人、图像传感器和/或测试传感器;该参数与显示器上的测试物体的非破坏性测试相关联。参数输入的示例是图像传感器的曝光时间、测试机器人的研磨机的研磨时间、测试传感器的超声波增益(如果测试传感器包括超声波换能器)以及测试传感器的测量角度。手动图像输入也可以是参数输入。
52.编程设备可以被配置为基于参数输入命令测试机器人的操作的测试执行。当命令执行测试时,测试机器人对当前显示在显示器上的测试物体进行非破坏性测试。编程设备然后在显示器上显示来自测试的图像数据。从而为操作者提供来自实际测试测量的反馈。已发现这对于有效且准确地对用于非破坏性测试的测试机器人进行编程是非常有价值的。如果操作者对结果满意,则操作者可以将使用的参数添加到机器人程序中。如果操作者对结果不满意,用户还可以调整参数。编程设备由此能够实现测试机器人的程序的视觉辅助编程和视觉辅助测试。特别地,编程设备可以被配置为借助于测试传感器来命令测试数据的测试获取。
53.编程设备可以被配置为基于参数输入创建用于测试机器人的操作的指令。一旦创
建了指令,就可以自动命令测试机器人运动到第二测试物体并且显示第二测试物体的图像数据,以调整与第二测试物体的非破坏性测试相关联的参数。一旦操作者调整了与第二测试物体的非破坏性测试相关联的参数(或接受了参数),就可以自动命令测试机器人移动到第三测试物体等。
54.编程设备可以被配置为在显示器上显示的图像数据上显示视觉覆盖,该视觉覆盖指示与显示器上的测试物体相关联的非破坏性测试设置。视觉覆盖可以例如指示测试传感器相对于测试物体和/或相对于工件的尺寸。在这种情况下,视觉覆盖可以呈现为虚拟阴影。
55.显示器上的图像数据可以实时显示。实时意味着延迟小于30ms,例如12ms或更少。
56.编程设备可以是示教器单元。备选地,编程设备可以是便携式计算机或固定式计算机。
附图说明
57.本公开的进一步细节、优点和方面将在以下结合附图的实施例中变得明显,其中:
58.图1示意性地表示机器人系统;
59.图2示意性地表示与点焊接触的测试传感器;
60.图3示意性地表示校准装置;
61.图4示意性地表示测试传感器和校准装置;以及
62.图5示意性地表示编程设备。
具体实施方式
63.下面提供了一种检测在工件上的测试物体的位置异常的方法、一种检测在工件上的测试物体的位置异常的控制系统、一种包括控制系统的测试系统、一种包括测试系统的机器人系统,一种包括校准装置的测试机器人以及一种用于对测试机器人的操作进行编程的编程设备。相同或相似的附图标记将用于表示相同或相似的结构特征。
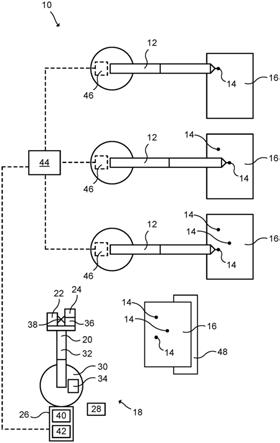
64.图1示意性地表示机器人系统10。图1中的机器人系统10被布置在生产线中并且包括三个焊接机器人12。各焊接机器人12被配置为在工件上焊接点焊14。在图1中,工件被例示为车辆主体16。
65.机器人系统10还包括测试系统18。测试系统18被配置为以非破坏性方式检查点焊14。在本示例中,点焊14由此构成测试系统18将要检查的测试物体。
66.测试系统18包括测试机器人20、图像传感器22、测试传感器24以及控制系统26。该示例的测试系统18还包括用于对测试机器人20的操作进行编程的编程设备28。
67.测试机器人20承载测试传感器24。在该示例中,测试机器人20还承载图像传感器22。图像传感器22被配置为捕获点焊14的图像。在本公开的上下文中,“捕获图像”应被广义地解释为涵盖获得包含用于生成图像的信息的图像数据的任何合适方式。
68.测试机器人20还包括主体30和相对于主体30可动的臂32。主体30可以是固定的或可动的。主体30可以例如是测试机器人20的固定基座或可动连杆。测试机器人20还包括校准装置34。校准装置34被固定到主体30。校准装置34被用于图像传感器22对图像数据的参考获取以及借助于测试传感器24对测试数据的参考获取。测试机器人20还包括阻尼器36和
工具中心点38。阻尼器36被设置在臂32和测试传感器24之间。
69.控制系统26包括数据处理设备40和存储器42,该存储器其上存储有计算机程序。计算机程序包括程序代码,当由数据处理设备40执行时,该程序代码使数据处理设备40执行或命令执行如本文所述的各种步骤。
70.为了能够捕获某个点焊14的图像,测试系统18可以利用某个点焊14相对于测试机器人20的大致位置。为此,中央控制器44将每个点焊14相对于车辆主体16的理论位置通信到控制系统26,理论位置从在焊接机器人12的对应焊接机器人控制器46中运行的焊接程序获知。
71.控制系统26基于相对于车辆主体16的理论位置计算每个点焊14相对于测试机器人20的理论位置。为此,需要知道车辆主体16相对于测试机器人20的位置和取向。这可以例如通过将车辆主体16固定在具有相对于测试机器人20的明确定义的位置和方向的固定装置48中来实现。备选地,车辆主体16的位置和取向可以在车辆主体16的图像数据的帮助下确定,即通过检测车辆主体16的明确定义的特征,以本领域技术人员已知的方式计算车辆主体16坐标系和测试机器人20坐标系之间的变换。
72.然而,当点焊14相对于测试机器人20的大致位置和取向是已知时,知道车辆主体16相对于测试机器人20的位置和取向可能不是必需的。例如,中央控制器44可以将点焊14相对于固定装置48的理论位置和取向通信到控制系统26。通过使固定装置48相对于测试机器人20处于明确定义的位置和取向,则点焊14相对于测试机器人20的理论位置和取向对于测试机器人20来说也变得已知,而无需关于车辆主体16的整体位置或取向的任何信息。
73.理论位置不一定与点焊14的真实位置匹配。这种不匹配可能有数个原因。例如,在焊接过程中,车辆主体16的位置与焊接机器人12的一个或多个的位置之间可能存在误差,或者一个或多个焊接机器人12的焊接电极可能磨损,或者车辆主体16的各个部件可能具有不准确的尺寸。失配通常在0
‑
3毫米的数量级,这不会影响图像传感器22捕获特定点焊14的图像的能力。因为点焊14相对于测试机器人20的大致位置和取向是已知的,并且测试机器人20由此可以被移动以将图像传感器22朝向某些单独的点焊14或某组点焊14时,图像传感器22将处于捕获点焊14的图像的位置,以获得图像数据以供控制系统26处理以确定点焊14相对于测试机器人20的真实位置。可以通过卷积神经网络(cnn)来确定真实位置。
74.然后可以将真实位置与参考位置进行比较。基于比较,可以检测点焊14的位置异常。当已经确定点焊14相对于测试机器人20的真实位置时,测试传感器24被测试机器人20移动以与点焊14接触以获得测试测量。
75.图2示意性地表示与点焊14接触时的测试传感器24。该示例的测试传感器24包括相控阵超声扫描仪,其包括超声换能器50阵列、在测试传感器端部处(图2中的下端)的膜52、以及耦合介质54。耦合介质54被容纳在超声换能器50和膜52之间的膜52内侧。耦合介质54可以例如是水。图2还示出了测试传感器24的中心轴线66。
76.为了获得有效的测试测量,测试传感器24应该优选地以相同的恒定力推靠在点焊14上。为此,使用在臂32和测试传感器24之间的阻尼器36。阻尼器36的主要功能是调节将测试传感器24推靠在车辆主体16和点焊14上的作用力。测试传感器24应该优选地在每个点焊14上施加相同的恒定力,而不管测试传感器24相对于相应点焊14的取向如何。
77.该示例的阻尼器36包括弹簧56,该弹簧56相对于阻尼器36沿线性方向58推动测试
传感器24,以及距离测量设备60,该距离测量设备60测量测试传感器24与阻尼器36内的参考点64之间的距离62。作为弹簧56的备选方案,可以使用气压缸。当测试传感器24与点焊14接触时,弹簧56开始被压缩并且测试传感器24和参考点64之间的距离62开始减小,这将被距离测量设备60检测到。当测试传感器24相对于阻尼器36被推动例如1mm时,距离测量设备60发出触发信号并且测试机器人20停止。基于距离测量设备60的读数,距离62以及由此由测试传感器24施加在点焊14上的作用力可以从一个测试测量到另一个测试测量中保持恒定。
78.测试机器人20必须移动以接收触发信号的距离可以被用作指示测试物体位置的值。该距离可以被称为触发距离。触发距离提供关于点焊14的位置的“深度信息”。触发距离可以例如是距点焊14附近的预定义起点的距离。起点可以例如基于点焊14的理论位置或真实位置来确定。有利地,不必将触发距离定义为绝对值。相反,可以存储和比较用于不同车辆主体16的对应点焊14的多个触发距离。如果触发距离偏离例如平均触发距离,则可以断定存在点焊14的位置异常。如果触发距离短于平均触发距离,则点焊14被定位太高(在图2中),反之亦然。点焊14的偏离位置例如可以指示车辆主体16或车辆主体16部分安装不正确。尽管测试机器人20的定位精度可能不如cmm(坐标测量机)高,但测试机器人20的定位精度足以检测点焊14的位置异常。这意味着可以避免cmm昂贵并且耗时的操作。
79.一旦测试传感器24在点焊14上施加预定义接触力(如由距离测量设备60确定的),则测试传感器24获取点焊14的测试数据。基于测试数据,确定点焊14的形状。该形状的几何中心可以被作为测试物体位置来与参考位置进行比较,以检测点焊14的位置异常。当测试传感器24对点焊14施加预定义接触力时,工具中心点38的位置还可以被存储并且与参考位置进行比较,以检测点焊14的位置异常。
80.图3示意性地表示校准装置34的俯视图。该示例的校准装置34包括三个参考物体,这里例示为三个参考点焊68、70以及72。第一参考点焊68和第三参考点焊中的各参考点焊72是满足质量目标的批准点焊。第二参考点焊70是不满足相同质量目标的故意缺陷参考点焊。
81.校准装置34还包括阻挡结构,这里例示为环74。环74围绕第三参考点焊72。
82.校准装置34还包括多个参考特征76。参考特征76可以通过图像传感器22捕获的图像的图像处理来检测。
83.下面将描述检查图像传感器22和测试传感器24的功能的方法。检查可以自动和/或按需执行。
84.测试机器人20一次一个地移动测试传感器24以与每个参考点焊68、70和72接触。由于校准装置34被固定到主体30上,因此测试机器人20知道参考点焊68、70以及72的位置。
85.第一参考点焊68应该是好的,即满足给定的质量目标。通过借助测试传感器24获取第一参考点焊68的测试数据,可以看出测试系统18是否设法将第一参考点焊68正确分类以满足质量目标。如果不是,则测试机器人20没有按预期运行。
86.此外,通过移动测试传感器24并且获取第一参考点焊68的第二测试数据,可以调查测试数据是否如预期的那样变化。例如,测试传感器24关于轴线66的旋转应该导致测试数据中第一参考点焊68的相应旋转。作为另一示例,测试传感器24横向于轴线66的平移运动应该导致测试数据中第一参考点焊68的对应平移运动。这样,可以校准测试传感器24。
87.此外,由于第一参考点焊68的准确位置是已知的(在三个维度上),第一参考点焊68可以被用于校准触发距离,以便由距离测量设备60发出触发信号。对第一参考点焊68的测试测量而确定的触发距离可以被用作参考位置,以在用于检测点焊14的位置异常的方法中使用。
88.此外,参考特征76在校准装置34上的位置是已知的。参考特征76很容易被图像传感器22检测到。图像传感器22捕获参考特征76的图像。在图像中,参考特征76应该被正确定位。否则,可以断定图像传感器22未被正确定位。此外,通过计算参考特征76的图像如何锐利,可以检测到图像传感器22的透镜上的污垢以及透镜是否失焦。图像的锐度可以通过使用拉普拉斯算子的方差来计算。通过移动图像传感器22以及获取参考特征76的第二图像数据,可以调查图像数据是否如预期的那样改变。例如,图像传感器22关于透镜的主轴线的旋转应该导致图像数据中的参考特征76的对应旋转。作为另一示例,图像传感器22横向于主轴线的平移运动应该导致图像数据中的参考特征76的对应平移运动。以这种方式,可以校准图像传感器22。
89.第二参考点焊70应该是不合格的,即不满足质量目标。在该示例中,第二参考点焊70太小。通过借助于测试传感器24获取第二参考点焊70的测试数据,可以看出测试系统18是否设法将第二参考点焊70正确分类以不满足质量目标。如果不是,则测试机器人20没有按预期运行。
90.图4为示意性地表示测试传感器24和校准装置34的侧视图。为了使该示例的测试传感器24正常工作,膜52应该是凸面的。然而,如果耦合介质54已经蒸发或者如果膜52被刺穿,则膜52可能不是凸面的并且测试传感器24可能无法正常工作。环74可以例如在第三参考点焊72上方突出1
‑
2mm。
91.测试机器人20将测试传感器24运动到第三参考点焊72以获取测试数据。如果膜52足够凸出,则膜52应该与第三参考点焊72充分接触。环74因此被配置为使得膜52可以仅在膜52足够凸情况下与第三参考点点焊72接触,并且使得如果膜52不够凸,则膜52不能充分接触第三参考点焊72以借助于测试传感器24进行有效的测试测量。
92.如果测试系统18正确地将第一参考点焊68分类为满足质量目标,但错误地将第三参考点点焊72分类为不满足质量目标,则可以断定膜52存在问题,例如膜52没有适当地膨胀。这进而可以表明耦合介质54的供应没有正常运行,或者没有耦合介质54剩余。
93.图5示意性地表示编程设备28的一个示例。该示例的编程设备28包括触摸屏78。显示器80呈现由图像传感器22捕获的点焊14的图像。编程设备28还包括各种参数输入82a、82b、82c、82d、84、86和88。在该示例中,参数输入82a、82b、82c、82d、84、86和88被提供为触摸屏78上的软件滑块/按钮。然而,范围广泛的备选实施方式是可能的。
94.可以命令测试机器人20以设置模式运行。在设置模式中,测试机器人20可以在每个点焊14附近的指令处停止。测试机器人20可以例如在每个点焊14附近的预定起始点处停止(参见上文关于触发器距离)。当测试机器人20已经停止时,图像传感器22捕获点焊14的图像并且将图像呈现在显示器80上。现在,操作者可以给出与显示在显示器80上的点焊14相关的手动图像输入。
95.操作者可以例如通过触摸显示器80以及画线或其他形状来限定当前在显示器80上成像的特定点焊14的边界92。可以防止测试机器人20穿过边界92。边界92可以例如被设
置为避免与壁或固定装置48碰撞。边界92是与点焊14相关的手动图像输入的一个示例.
96.作为另一示例,操作者可以为当前在显示器80上成像的特定点焊14调整点焊定义94。在图5中,点焊定义94被显示为虚线圆。点焊定义94可以限定点焊14的尺寸和位置。点焊定义94也可以由操作者通过触摸显示器80来调整。点焊定义94是与点焊14相关的手动图像输入的另一示例。
97.在图5中,水印96也被显示在显示器80上。水印96指示与点焊14的图像相关的测试传感器24的几何形状。操作者由此能够看到车辆主体16上的区域的尺寸,该区域在非破坏性测试期间被测试传感器24占据。水印96是视觉覆盖的许多示例中的一个示例。
98.操作者还可以调整图像传感器22的曝光时间。在该示例中,参数输入82a是用于调整曝光时间的曝光滑块。借助于曝光滑块82a调整曝光时间是限定图像传感器22的参数的参数输入的一个示例。
99.操作者还可以调整测试传感器24的超声波增益。在该示例中,参数输入82b是用于调整超声波增益的超声波增益按钮。按下超声波增益按钮82b可以例如打开能够输入超声波增益的值的窗口。借助于超声波增益按钮82b调整超声波增益是限定测试传感器24的参数的参数输入的一个示例。
100.操作者还可以调整测试机器人20的研磨机的研磨参数,例如研磨时间。在该示例中,参数输入82c是用于调整研磨时间的研磨按钮。按下研磨按钮82c可以例如打开能够输入研磨时间的值的窗口。测试机器人20的研磨机的研磨时间的调整是限定测试机器人20的参数的参数输入的一个示例。
101.在这个示例中,参数输入82d是测量角度按钮。操作者还可以借助于测量角度按钮82d以调整测试传感器24的测量角度。测量角度例如可以是相对于点焊14的法线的角度,或相对于车辆主体16上与点焊14紧邻的表面的法线的角度。针对一些点焊14,测量角度可能需要非常精确地设置。按下测量角度按钮82d可以例如打开窗口,以在该窗口中能够输入测量角度的值。借助于测量角度按钮82d对测量角度的调整是限定测试传感器24的参数的参数输入的另一示例。
102.对于一些点焊14,单个度数的错误测量角度可能会使非破坏性检测恶化。编程设备28能够精确设置测量角度。如果测量角度偏离车辆主体16的法线,则可以假设不同车辆主体16上的对应点焊14具有相同的测量角度偏差。
103.操作者还可以激活与当前呈现在显示器80上的特定点焊14的非破坏性测试相关联的一个或多个参数的自动调整。为此,该示例的输入84是自动调整开关84。当自动调整被激活时,编程设备28自动生成被认为针对测试特定点焊14是最佳的参数输入。也可以以这种方式生成边界92和/或点焊定义94。
104.操作者可以接受这些自动生成的参数,或者还可以调整这些参数。一旦与当前呈现在显示器80上的特定点焊14的测试相关联的一个或多个参数已经被限定(手动和/或自动),操作者可以使用这些参数执行非破坏性测试的测试执行,或使用这些参数对机器人程序进行命令编程。为此,该示例的输入86是测试执行按钮并且该示例的输入88是编程按钮。
105.通过按下测试执行按钮86,测试传感器24在当前显示在显示器80上的点焊14上执行测试测量。来自测试测量的测试数据然后被显示在显示器80上。如果测试数据是满意的,则操作者可以将用于测试测量的参数添加到机器人程序中(借助于编程按钮88)。如果测试
数据是不满意的,操作者可以再次调整一个或多个参数。与模拟环境中的曝光时间编程相比,已经发现以这种方式在“真实世界”中测试曝光时间非常有利。还发现以这种方式在“真实世界”中测试超声波增益非常有利,因为声学条件通常难以准确模拟。
106.编程设备28也可以以不同于设置模式的方式使用。例如,在机器人程序开始在生产中运行后,编程设备28可以被用于修改与特定点焊14相关联的参数。操作者可以借助于编程设备28以启动命令“前往点焊编号45”。然后,可以如上所述来调整与该特定点焊14相关联的各种参数。
107.尽管已经参考示例性实施例描述了本公开,但是应当理解,本发明不限于上面已经描述的内容。例如,应当理解,部件的尺寸可以根据需要变化。因此,本发明旨在仅由所附权利要求的范围来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。