1.本发明涉及机器人技术领域,具体是涉及一种中空的气动柔性手指及其制作方法。
背景技术:
2.气动柔性手指属于软体机器人研究领域中的重要研究方向。软体机器人是指用柔性可变形材料制作主体结构,采用电、气、液、颗粒等方式来使机器人产生变形,实现移动、抓取等运动形式。气动柔性手指是指形状和大小接近于人的手指的一种软体机器人,采用高压气体驱动它产生如手指一样的弯曲动作,用于实现抓取、手势交互等功能。
3.目前软体机器人还属于起步探索阶段,主要围绕材料、成型方法、结构设计、应用场景等方面开展研究和应用。nature和science期刊这两年刊登了多篇有关软体机器人的学术论文,美国哈佛、耶鲁大学的机器人实验都在开展软体机器人的设计研究,中国清华大学、哈尔滨工业大学、北京航空航天大学的机器人实验室也在开展同样的研究,开展柔性传感器、抓取方式、成型方法等方面研究。目前对于仿生柔性手指的研究主要是结构设计、制作方法、仿真分析等。
4.在气动柔性手指技术领域,目前根据使用目的不同在结构方面差异较大,如抓取工业产品、生活产品、医用护理和仿生手指等会有气囊形状、宽度、壁厚等参数变化;所用的分析方法也基本相同,设计阶段采用有限元软件分析高气压下的变形规律,如整体变形量、应力应变等,但在制作工艺方面都是采用分多片独立浇注成形,然后用粘接剂粘合。
5.由于柔性手指有结构复杂的气囊和气道,用传统模具浇注成型方法不能一次成型,现有技术采用将柔性手指先分片制作,然后粘接,存在的最大问题是产品的密封性得不到保证,粘接缝存在裂开漏气的风险,尤其是工作状态中手指反复弯曲容易产生裂缝,还要一个问题是由于粘接的工艺问题,在粘接对时间、温度控制不好,导致不良率高。
6.因此,需要提供一种可溶性芯模实现模具浇注一体成型的方法来制作的柔性手指及其制作方法,对于具有复杂的气囊和气道柔性手指,都可以采用此方法来制作,由于不需要采用多片粘接,没有粘接缝,能很好地解决裂缝漏气及不良率问题,以解决上述问题。
技术实现要素:
7.针对现有技术存在的不足,本发明实施例的目的在于提供一种中空的气动柔性手指及其制作方法,以解决上述背景技术中的问题。
8.为实现上述目的,本发明提供如下技术方案:
9.一种中空的气动柔性手指,包括柔性手指本体,所述柔性手指本体为一体浇注成型,所述柔性手指本体包括气囊和气道,气囊内部设有气道。
10.作为本发明进一步的方案,所述气囊为硅橡胶材料制作而成。
11.作为本发明进一步的方案,所述柔性手指本体表面设有弯曲变形槽。
12.一种中空的气动柔性手指的制作方法,采用制作模具制作所述的中空的气动柔性
手指,制作模具包括芯模、框型模具和外模,芯模为可溶性芯模,该制作方法的具体步骤为:
13.步骤1)取硅橡胶a胶和b胶各15g至烧杯,并用玻璃棒搅拌至充分混合,制得液体硅橡胶;
14.步骤2)将液体硅橡胶放入真空泵中进行脱泡,抽真空1-2min;
15.步骤3)在柔性手指外模和芯模表面涂抹一层凡士林,将液体硅橡胶注入外模中至高度的3/4,然后将芯模对准外模中心位置,轻轻放在液体硅橡胶上,使芯模和外模的上表面平齐;
16.步骤4)将框型外模卡在外模上,继续注入液体硅橡胶至与框型外模上表面平齐;
17.步骤5)将液体硅橡胶放入恒温烘箱中,在80℃温度下固化40分钟;
18.步骤6)将芯模、框型模具和外模在室温中冷却后,取出成型的柔性手指本体;
19.步骤7)将步骤6)中制作的柔性手指本体放入30℃的温水中,并从侧面捏硅橡胶的柔性手指本体,使水充分接触到柔性手指本体内部的芯模表面,直至芯模完全溶化,即可制得柔性手指本体。
20.作为本发明进一步的方案,所述芯模的制作采用芯模模具制作,芯模模具采用pc硬质模具制作,芯模的制作方法是:
21.步骤101)采用3d打印的pc硬质模具制作芯模模具,其中,芯模模具为硅橡胶材料的芯模;所述pc硬质模具内设有用于硅橡胶材料的混合胶倒入的成型腔;
22.步骤102)将制作芯模模具的硅橡胶材料的混合胶倒入到pc硬质模具的成型腔内,冷却制作得到芯模模具;
23.步骤103)配制芯模的原料,配置硼砂溶液备用,取黄湖精、淀粉和100目玻璃珠至烧杯并搅拌至完全混合,将硼砂溶液加入粉末混合物,并用玻璃棒搅拌混合均匀至粘稠状,得到制作芯模的混合糊;
24.步骤104)在芯模模具内表面涂抹一层凡士林,将混合糊压入芯模模具中,在气道中央压入一根细直的铁丝作为骨架,用刮板刮平上表面;
25.步骤105)将芯模模具放入恒温烘箱内,在80℃温度下烘干50分钟;
26.步骤106)将芯模模具和芯模在室温中冷却后,将硅橡胶的芯模模具从两侧向外压开,小心脱出芯模,即可制得芯模。
27.作为本发明进一步的方案,步骤103)中,配置7ml的浓度5%的硼砂溶液备用,取用3g黄湖精、6g淀粉和1g的100目玻璃珠至烧杯并搅拌至完全混合。
28.作为本发明进一步的方案,所述芯模设置于外模内,外模内壁上设有用于形成柔性手指本体外表面的变形缝的凸起。
29.作为本发明进一步的方案,所述框型模具放置在外模上,框型模具与芯模、外模之间围成用于柔性手指本体成型的空腔,空腔内注入有用于形成柔性手指本体的液体硅橡胶。
30.综上所述,本发明实施例与现有技术相比具有以下有益效果:
31.本发明的中空的气动柔性手指及其制作方法,采用可溶性芯模实现模具浇注一体成型的方法来制作柔性手指,适用于对复杂的气囊和气道的柔性手指制造,避免柔性手指先分片制作,然后粘接,粘接缝存在裂开漏气的问题,而且,采用制作模具制作方便快捷,利于柔性手指本体的成型,该制作方法便于利用芯模整体成型手指。
32.为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
附图说明
33.图1为发明实施例的柔性手指本体的立体结构示意图。
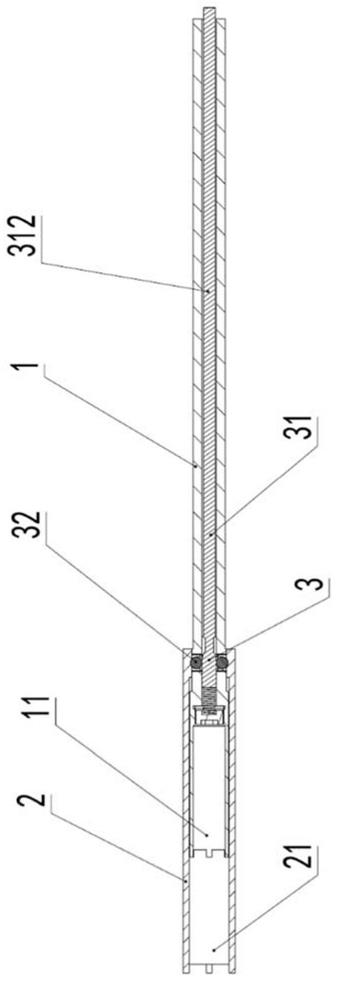
34.图2为发明实施例的柔性手指本体的剖视图。
35.图3为发明实施例中芯模的结构示意图。
36.图4为发明实施例中框型模具的结构示意图。
37.图5为发明实施例中外模的结构示意图。
38.图6为发明实施例中pc硬质模具的结构示意图。
39.图7为发明实施例中芯模模具的结构示意图。
40.图8为发明实施例中芯模内骨架的结构示意图。
41.附图标记:1-柔性手指本体、2-气囊、3-气道、4-芯模、5-框型模具、6-外模、7-pc硬质模具、8-骨架、9-芯模模具。
具体实施方式
42.下面结合附图和具体实施例对本发明的技术方案做进一步的说明。
43.实施例1
44.参见图1~图2,一种中空的气动柔性手指,包括柔性手指本体1,所述柔性手指本体1为一体浇注成型,所述柔性手指本体1包括气囊2和气道3,气囊2为硅橡胶材料制作而成,气囊2内部设有气道3。
45.在本发明实施例中,所述柔性手指本体1表面设有弯曲变形槽,用于柔性手指本体1在充入高压气体后变形,所述柔性手指本体1的尺寸可以依据中国成年人手部大小制作。
46.具体的,参考gb 10000-88中国成年人人体尺寸及gb t 16252-1996成年人手部号型表1、表2,对人手的各个手指进行模型设计,并根据实际变形量和尺寸设计对应的气道,即对应的芯模4。
47.表1手部尺寸/mm(中国成年男性50%百分位数据)
48.手长手宽掌长掌厚1838210529
49.表2手指尺寸(中国成年男性50%百分位数据)
[0050] 拇指食指中指无名指小指指长5469757156近位指关节宽65(指围)19181815远位指关节宽 16
ꢀꢀꢀ
[0051]
参考gb 10000-88中国成年人人体尺寸及gb t 16252-1996成年人手部号型表1、表2,对人手的各个手指进行模型设计,并根据实际变形量和尺寸设计对应的气道3(见图1),即对应的芯模4(见图2)。
[0052]
实施例2
[0053]
请参阅图1~图8,一种中空的气动柔性手指的制作方法,采用制作模具制作如实
施例1所述的中空的气动柔性手指,制作模具包括芯模4、框型模具5和外模6,其中,芯模4为可溶性芯模,芯模4的结构与制作成型后的柔性手指本体1内的气道3的结构相吻合。
[0054]
其中,所述芯模4的制作采用pc硬质模具7和芯模模具9制作;具体的制作方法是:
[0055]
步骤101)采用3d打印的pc硬质模具7制作芯模模具9,其中,芯模模具9为硅橡胶材料的芯模;所述pc硬质模具7内设有用于硅橡胶材料的混合胶倒入的成型腔;
[0056]
步骤102)将制作芯模模具9的硅橡胶材料的混合胶倒入到pc硬质模具7的成型腔内,冷却制作得到芯模模具9;
[0057]
步骤103)配制芯模4的原料,配置7ml的浓度为5%的硼砂溶液备用,取用3g黄湖精、6g淀粉和1g的100目玻璃珠至烧杯并搅拌至完全混合,将8g硼砂溶液加入粉末混合物,并用玻璃棒搅拌混合均匀至粘稠状,得到制作芯模4的混合糊;
[0058]
步骤104)在芯模模具9内表面涂抹一层凡士林,将混合糊压入芯模模具9中,在气道中央压入一根细直的铁丝作为骨架8,用刮板刮平上表面;
[0059]
步骤105)将芯模模具9放入恒温烘箱内,在80℃温度下烘干50分钟;
[0060]
步骤106)将芯模模具9和芯模4在室温中冷却后,将硅橡胶的芯模模具9从两侧向外压开,小心脱出芯模4,即可制得芯模4。
[0061]
在制作中空的气动柔性手指时,所述芯模4设置于外模6内,外模6内壁上设有凸起,用于形成柔性手指本体1外表面的变形缝;所述框型模具5放置在外模6上,框型模具5与芯模4、外模6之间围成用于柔性手指本体1成型的空腔,空腔内用于注入液体硅橡胶,液体硅橡胶固化后即可形成柔性手指本体1。
[0062]
所述框型模具5卡设在外模6上,在进行注入液体硅橡胶时,首先将液体硅橡胶注入到外模6的空腔内,注入高度不超过外模6内高度的3/4,然后将芯模4对准外模6中心位置,放置在液体硅橡胶上,并使芯模4与外模6的上表面平齐,然后将框型模具5卡设在外模6上,继续注入液体硅橡胶至与框型模具5上表面平齐,将液体硅橡胶放入恒温烘箱中,在80℃温度下固化40分钟,即可制得柔性手指本体1,操作方便快捷。
[0063]
制作柔性手指本体1具体步骤是:
[0064]
步骤1)取硅橡胶a胶和b胶各15g至烧杯并用玻璃棒搅拌至充分混合,制得液体硅橡胶;
[0065]
步骤2)将液体硅橡胶放入真空泵中进行脱泡,抽真空1-2min;
[0066]
步骤3)在柔性手指外模6和芯模4表面涂抹一层凡士林,将液体硅橡胶注入外模6中至高度的3/4,然后将芯模4对准外模6中心位置,轻轻放在液体硅橡胶上,使芯模4和外模6的上表面平齐;
[0067]
步骤4)将框型外模5卡在外模6上,继续注入液体硅橡胶至与框型外模5上表面平齐;
[0068]
步骤5)将液体硅橡胶放入恒温烘箱中,在80℃温度下固化40分钟;
[0069]
步骤6)让芯模4、框型模具5和外模6在室温中冷却后,取出成型的柔性手指本体1;
[0070]
进一步的,还可以将步骤6)中制作的柔性手指本体1放入30℃的温水中,并从侧面捏硅橡胶的柔性手指本体1,尽可能使水更多地接触到柔性手指本体1内部的芯模4表面,40分钟后芯模4即可基本溶化。
[0071]
在发明实施例中,所述芯模4的制作材料中,采用黄糊精、空心玻璃球、淀粉以及四
硼酸钠溶液作为原料制作可溶性芯模。其中,首先利用正交实验方法设计了正交实验,在实验中对变量中黄糊精、空心玻璃球、淀粉进行控制,同时对芯模4浇注时状态进行多组实验,其中,没按照常规的正交实验的原因是因为空心玻璃球比例大于40%时无法成型,且空心玻璃球对材料性能优化效果良好,所以控制在10%~40%。具体配比如表1所示。
[0072]
表1各实验组具体配比
[0073][0074]
通过表1中的配比,制作了一批试样,各试样的性能如表2所示。
[0075]
表2各实验组试样性能测试
[0076][0077][0078]
结论,黄糊精对刚度影响较大,淀粉对硬度影响较大,空心玻璃球对水溶性能影响较大。根据实验需求,第一种水溶性芯模方案最佳配比为第6组和第7组中黄糊精30%、淀粉60%、空心玻璃球10%,调至糊状。用该配比制作的芯模4具有良好的刚度和强度,能够满足细小的芯模4所需性能。若选用刚度和硬度更好的配比,则其强度过脆,难以制作细小的芯模4。
[0079]
以上结合具体实施例描述了本发明的技术原理,仅是本发明的优选实施方式。本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。