1.本发明涉及生产工艺技术领域,尤其涉及一种抗氧化合金钻头生产工艺。
背景技术:
2.钻头是一般钻子或钻挖机器所采用的切割工具,以在实体材料上钻削出通孔或盲孔。钻头的基本原理是使钻头切边旋转、切削工件、再由钻槽进行排除钻屑。常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。
3.现有技术下,为了保证钻头的适用性,一般使用钢或是硬质合金等结构进行加工,以保证其硬度,同时辅以镀膜,以保证其隔热性能与耐磨性能,但大多的钻头生产过程中,只进行单层镀膜,在钻头的使用过程中,其前端部分要承受很大的压力、摩擦、冲击并工作在较高的温度下,这使得钻头易出现膜脱落,从而发生氧化、不耐热等缺陷使寿命缩短,导致钻头不能再持续工作,必须换新,如何进一步优化现有技术中的钻头的生产加工制造方法是进一步提高钻头质量的关键所在。
技术实现要素:
4.基于背景技术中提出的单层覆膜易脱落的技术问题,本发明提出了一种抗氧化合金钻头生产工艺。
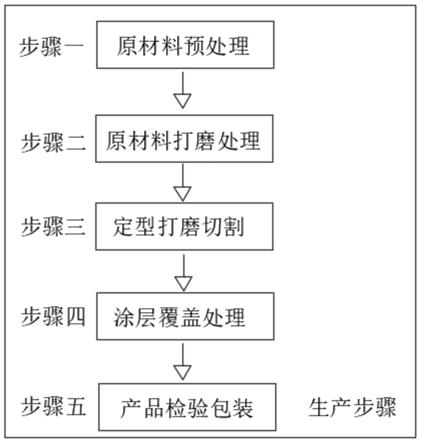
5.本发明提出的一种抗氧化合金钻头生产工艺,包括生产步骤,所述生产步骤包括步骤一;原材料预处理,对作为原材料的硬质合金进行产前处理;
6.步骤二;原材料打磨处理,对硬质合金进行打磨处理以方便后期切割;
7.步骤三;定型打磨切割,对处理好的硬质合金进行切割打磨以达到钻头的理想规格;
8.步骤四;涂层覆盖处理,将打磨定型好的钻头表面进行多层涂层覆盖;
9.步骤五;产品检验包装,对成品的钻头外观及规格等进行检验并将合格品包装存储;
10.所述原材料预处理包括原材料热处理和原材料切割;
11.所述原材料打磨处理包括粗磨外圆、精磨外圆、磨平顶尖和首次超声清洗;
12.所述定型打磨切割包括注水槽打磨、开槽铲背、磨削钻尖、产品打标和二次超声清洗;
13.所述涂层覆盖处理包括涂层纳米化、惰性气体注入、气相沉淀镀膜和静置。
14.优选地,所述原材料热处理是将硬质合金通过热处理工艺从而增强硬质合金的硬度以及韧度,所述原材料切割是将整块硬质合金切割成适合加工的长度,作为原材料的硬性合金,其硬度性能优异,但韧度不够,不经处理直接生产出的钻头虽强度适用,但易折断,通过对硬性合金进行热处理,增强其韧性,在保证其强度的同时,也大大避免了钻头在使用中折断,增强了使用寿命以及安全性能。
15.优选地,所述粗磨外圆是用较粗的砂轮将切割好的硬质合金外周修磨至规定的公差内以节约生产时间,所述精磨外圆是用较细的砂轮将粗磨后的硬质合金进行精细修磨,降低其表面的粗糙度,所述磨平顶尖是将顶尖部分磨平,以确保材料的同轴度,方便后期磨削钻尖的精准度数,所述首次超声清洗是对打磨处理后的硬质合金超声清洗以防碎末等影响后续生产。
16.优选地,所述注水槽打磨是在硬质合金上打磨出多条注水槽,所述开槽铲背是使用五轴磨床采用大芯径规格、双刃带以及35
°
旋转角设计对硬质合金进行加工,高精度螺旋槽设计,使钻孔排屑更顺畅,大芯径规格增强了钻头的刚性,所述磨削钻尖是用五轴磨床采用140
°
顶角设计方案对钻尖进行加工,呈140
°
的顶角,保障了钻头的锋利程度,加快了钻孔效率,在相互配合下,使钻头更加适用,相比普通钻头提高3
‑
5倍的切削速率,所述产品打标是在产品的相应位置刻上公司名或标志,所述毛刺打磨是对打磨裁切过程中钻头上生成的毛刺进行打磨,使其表面光滑,所述二次超声清洗是将生产后的钻头二次清洗以确保涂层覆盖前的表面光滑度。
17.优选地,所述涂层纳米化是将氮化铝钛涂层加入纳米材料使其纳米化以增强涂层性能,所述惰性气体注入是在镀层过程中注入惰性气体以防止钻头氧化,所述气相沉淀镀膜是通过气相沉淀的方式将纳米氮化铝钛涂层均匀附着于钻头之上,所述静置是通过静置的方式使纳米氮化铝钛涂层风干并紧密附着于钻头之上,所述气相沉淀镀膜与静置形成循环圈以使钻头多次镀膜,相比现有的钻头单层覆膜,本发明的钻头涂层不易脱落,且隔热性能与耐磨性能大大增强,且在惰性气体注入后镀膜也增强了钻头的抗氧化力,几者相结合,大大增加了钻头的使用寿命,有效阻止积屑瘤的形成。
18.本发明中的有益效果为:
19.1、该一种抗氧化合金钻头生产工艺,通过设置有气相沉淀镀膜和静置,气相沉淀镀膜和静置形成循环圈,使钻头多层覆膜,相比现有的钻头单层覆膜,本发明的钻头涂层不易脱落,且隔热性能与耐磨性能大大增强,且在惰性气体注入后镀膜也增强了钻头的抗氧化力,几者相结合,大大增加了钻头的使用寿命,有效阻止积屑瘤的形成。
20.2、该一种抗氧化合金钻头生产工艺,通过设置有开槽铲背与磨削钻尖,开槽铲背是使用五轴磨床采用大芯径规格、双刃带以及35
°
旋转角设计对硬质合金进行加工,高精度螺旋槽设计,使钻孔排屑更顺畅,大芯径规格增强了钻头的刚性,磨削钻尖是用五轴磨床采用140
°
顶角设计方案对钻尖进行加工,呈140
°
的顶角,保障了钻头的锋利程度,加快了钻孔效率,在相互配合下,使钻头更加适用,相比普通钻头提高3
‑
5倍的切削速率。
21.3、该一种抗氧化合金钻头生产工艺,通过设置有原材料热处理,作为原材料的硬性合金,其硬度性能优异,但韧度不够,不经处理直接生产出的钻头虽强度适用,但易折断,通过对硬性合金进行热处理,增强其韧性,在保证其强度的同时,也大大避免了钻头在使用中折断,增强了使用寿命以及安全性能。
22.该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现。
附图说明
23.图1为本发明提出的一种抗氧化合金钻头生产工艺的生产步骤结构示意图;
24.图2为本发明提出的一种抗氧化合金钻头生产工艺的原材料预处理结构示意图;
25.图3为本发明提出的一种抗氧化合金钻头生产工艺的原材料打磨处理结构示意图;
26.图4为本发明提出的一种抗氧化合金钻头生产工艺的定型打磨切割结构示意图;
27.图5为本发明提出的一种抗氧化合金钻头生产工艺的涂层覆盖处理结构示意图。
具体实施方式
28.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
29.下面详细描述本专利的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本专利,而不能理解为对本专利的限制。
30.在本专利的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本专利和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本专利的限制。
31.在本专利的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“设置”应做广义理解,例如,可以是固定相连、设置,也可以是可拆卸连接、设置,或一体地连接、设置。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本专利中的具体含义。
32.参照图1
‑
5,一种抗氧化合金钻头生产工艺,包括生产步骤,所述生产步骤包括步骤一;原材料预处理,对作为原材料的硬质合金进行产前处理;
33.步骤二;原材料打磨处理,对硬质合金进行打磨处理以方便后期切割;
34.步骤三;定型打磨切割,对处理好的硬质合金进行切割打磨以达到钻头的理想规格;
35.步骤四;涂层覆盖处理,将打磨定型好的钻头表面进行多层涂层覆盖;
36.步骤五;产品检验包装,对成品的钻头外观及规格等进行检验并将合格品包装存储;
37.所述原材料预处理包括原材料热处理和原材料切割;
38.所述原材料打磨处理包括粗磨外圆、精磨外圆、磨平顶尖和首次超声清洗;
39.所述定型打磨切割包括注水槽打磨、开槽铲背、磨削钻尖、产品打标和二次超声清洗;
40.所述涂层覆盖处理包括涂层纳米化、惰性气体注入、气相沉淀镀膜和静置。
41.参照图2,本发明中,所述原材料热处理是将硬质合金通过热处理工艺从而增强硬质合金的硬度以及韧度,所述原材料切割是将整块硬质合金切割成适合加工的长度,作为原材料的硬性合金,其硬度性能优异,但韧度不够,不经处理直接生产出的钻头虽强度适用,但易折断,通过对硬性合金进行热处理,增强其韧性,在保证其强度的同时,也大大避免了钻头在使用中折断,增强了使用寿命以及安全性能。
42.参照图3,本发明中,所述粗磨外圆是用较粗的砂轮将切割好的硬质合金外周修磨至规定的公差内以节约生产时间,所述精磨外圆是用较细的砂轮将粗磨后的硬质合金进行精细修磨,降低其表面的粗糙度。
43.参照图3,本发明中,所述磨平顶尖是将顶尖部分磨平,以确保材料的同轴度,方便后期磨削钻尖的精准度数,所述首次超声清洗是对打磨处理后的硬质合金超声清洗以防碎末等影响后续生产。
44.参照图4,本发明中,所述注水槽打磨是在硬质合金上打磨出多条注水槽,所述开槽铲背是使用五轴磨床采用大芯径规格、双刃带以及35
°
旋转角设计对硬质合金进行加工,高精度螺旋槽设计,使钻孔排屑更顺畅,大芯径规格增强了钻头的刚性。
45.参照图4,本发明中,所述磨削钻尖是用五轴磨床采用140
°
顶角设计方案对钻尖进行加工,所述产品打标是在产品的相应位置刻上公司名或标志,呈140
°
的顶角,保障了钻头的锋利程度,加快了钻孔效率,在相互配合下,使钻头更加适用,相比普通钻头提高3
‑
5倍的切削速率。
46.参照图4,本发明中,所述毛刺打磨是对打磨裁切过程中钻头上生成的毛刺进行打磨,使其表面光滑,所述二次超声清洗是将生产后的钻头二次清洗以确保涂层覆盖前的表面光滑度。
47.参照图5,本发明中,所述涂层纳米化是将氮化铝钛涂层加入纳米材料使其纳米化以增强涂层性能,所述惰性气体注入是在镀层过程中注入惰性气体以防止钻头氧化。
48.参照图5,本发明中,所述气相沉淀镀膜是通过气相沉淀的方式将纳米氮化铝钛涂层均匀附着于钻头之上,所述静置是通过静置的方式使纳米氮化铝钛涂层风干并紧密附着于钻头之上,所述气相沉淀镀膜与静置形成循环圈以使钻头多次镀膜,相比现有的钻头单层覆膜,本发明的钻头涂层不易脱落,且隔热性能与耐磨性能大大增强,且在惰性气体注入后镀膜也增强了钻头的抗氧化力,几者相结合,大大增加了钻头的使用寿命,有效阻止积屑瘤的形成。
49.工作原理:首先通过原材料热处理将硬质合金通过热处理工艺增强其硬度及韧性,再将热处理后的硬质合金通过原材料切割成适合生产的长度,根据最终需求,测算最终直径,再通过原材料打磨处理对裁切后的硬质合金经过粗磨外圆、精磨外圆、磨平顶尖的顺序对硬质合金进行打磨,使其更适用于后期生产,再通过首次超声清洗,清洗掉硬质合金表面的碎屑,其次通过定型打磨切割对硬质合金进行再处理,使其定型,首先注水槽打磨,打磨出多条注水槽,再进行开槽铲背,使用五轴磨床采用大芯径规格、双刃带以及35
°
旋转角设计对硬质合金进行加工,通过高精度螺旋槽设计,增强钻头性能,再进行磨削钻尖,用五轴磨床采用140
°
顶角设计方案对钻尖进行加工,使钻头更加适用,接着再按照产品打标、毛刺打磨、二次超声清洗的顺序对其进行处理,生产的最后步骤,通过涂层覆盖处理对钻头镀膜,先将涂层纳米化增强涂层性能,再通过惰性气体注入增强钻头的抗氧化能力,最后通过气相沉淀镀膜和静置的循环生产,使钻头通过气相沉淀的方式将纳米氮化铝钛涂层多层且均匀附着于钻头上,以增强钻头性能,生产完毕后,通过产品检验包装检验产品合格率,再对其进行包装存储。
50.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。