1.本发明属于桥架生产设备技术领域,涉及一种彩钢桥架自动化生产设备。
背景技术:
2.电缆桥架分为槽式、托盘式和梯架式、网格式等结构,由支架、托臂和安装附件等组成。建筑物内桥架可以独立架设,也可以敷设在各种建(构)筑物和管廊支架上,应体现结构简单,造型美观、配置灵活和维修方便等特点,全部零件均需进行镀锌处理,安装在建筑物外露天的桥架;
3.电缆桥架一般通过钢带折弯制成,且为了提高桥架的强度还会安装至少两种交错设置的加强筋,但是现有技术中,从钢带到桥架成型再到加强筋焊接没有自动化的设备可以完成全套工序,从而导致桥架的生产效率较低。
技术实现要素:
4.本发明的目的是针对上述问题,提供一种彩钢桥架自动化生产设备。
5.为达到上述目的,本发明采用了下列技术方案:
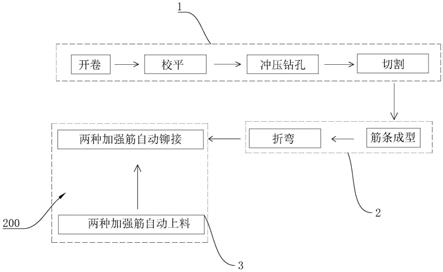
6.一种彩钢桥架自动化生产设备,包括钢带校平分割模块、钢带折弯模块和无铆钉铆接模块,所述的钢带校平分割模块包括依次设置的开卷机构、校平机构、冲压机构和切料机构,所述的钢带折弯模块包括与切料机构的出料口相连的筋条成型机构和折弯机构,所述的无铆钉铆接模块包括与折弯机构的出料口相连的桥架输送通道,所述的桥架输送通道一侧设有上料铆接装置。
7.在上述的彩钢桥架自动化生产设备中,所述的上料铆接装置包括设置在桥架输送通道上的至少一个无铆钉铆接机构,所述的桥架输送通道一侧还设有与无铆钉铆接机构相连的双加强筋上料机构,或所述的桥架输送通道上设有至少两个平行设置的无铆钉铆接机构,所述的桥架输送通道一侧还设有与无铆钉铆接机构相连的单加强筋上料机构;
8.所述的无铆钉铆接机构包括铆接平台,所述的桥架输送通道从铆接平台上侧穿过,所述的桥架输送通道上侧设有通过若干限位杆固定的驱动器固定座,所述的驱动器固定座上设有直线驱动器以及与直线驱动器相连的驱动板,所述的驱动板底部设有一组或两组铆接件;
9.所述的铆接件包括固定在驱动板底部的一个或两个铆接压板,所述的铆接压板底部设有截面呈矩形的凹槽,所述的铆接压板底部两侧设有若干第一铆接头。
10.在上述的彩钢桥架自动化生产设备中,所述的双加强筋上料机构包括上料机箱,所述的上料机箱内设有旋转上料盘以及与旋转上料盘相连的旋转驱动器,所述的旋转上料盘上设有沿周向设置的若干组上料底座,每组上料底座包括两个平行设置的上料底座,所述的上料底座上设有限位槽;
11.所述的上料机箱与铆接平台之间还设有上料传送带,所述的上料传送带两侧各设有一个上料驱动器以及与上料驱动器通过连杆组件相连的一号上料吸盘;
12.所述的铆接平台上还设有转运机械手,所述的转运机械手端部设有两个平行设置的二号上料吸盘。
13.在上述的彩钢桥架自动化生产设备中,所述的单加强筋上料机构包括上料机箱,所述的上料机箱内设有旋转上料盘以及与旋转上料盘相连的旋转驱动器,所述的旋转上料盘上设有沿周向设置的若干上料底座,所述的上料底座上设有限位槽;
14.所述的上料机箱与铆接平台之间还设有上料传送带,所述的上料传送带一侧设有一个上料驱动器以及与上料驱动器通过连杆组件相连的一号上料吸盘;
15.所述的铆接平台上还设有转运机械手,所述的转运机械手端部设有二号上料吸盘。
16.在上述的彩钢桥架自动化生产设备中,所述的上料铆接装置包括设置在桥架输送通道一侧的双加强筋一次上料机构以及与双加强筋一次上料机构相适配的第一加强筋转运机构,所述的桥架输送通道另一侧设有与双加强筋一次上料机构相适配的一次铆接成型机构;
17.所述的一次铆接成型机构包括设置在第一铆接座内的第一铆接平台,所述的第一铆接平台与桥架输送通道齐平,所述的第一铆接平台上侧设有偶数个第一铆接组件;
18.所述的第一铆接组件包括第一铆接驱动器以及与第一铆接驱动器相连的第一铆接块,所述的第一铆接块底部设有截面呈矩形的第一凹槽,所述的第一铆接块底部两侧设有若干第二铆接头;
19.所述的第一铆接平台上还设有第一定位驱动器以及与第一定位驱动器相连的第一定位块,所述的第一定位块嵌入至第一铆接平台内;
20.所述的桥架输送通道远离第一铆接座一侧还设有第一推料驱动器以及与第一推料驱动器相连的第一推料连杆,所述的第一铆接座远离桥架输送通道一侧还设有第一出料平台,所述的第一出料平台与第一铆接平台齐平。
21.在上述的彩钢桥架自动化生产设备中,所述的双加强筋一次上料机构包括设置在桥架输送通道上侧的第一横向桁架和第一纵向桁架,所述的第一纵向桁架上设有滑动配合有可纵向往复运动的第一上料座,所述的第一上料座上设有第一升降上料驱动器,第一升降上料驱动器通过齿轮齿条结构与第二上料座相连,所述的第二上料座底部通过限位结构连有可沿横向往复运动的第三上料座,所述的第三上料座底部设有第一上料横梁,所述的第一上料横梁底部设有连有偶数根第一上料竖杆,第一上料竖杆底部连有第一夹爪驱动器且第一夹爪驱动器具有两根第一夹爪;
22.所述的第一纵向桁架上设有向内凹陷的第一纵向滑槽,所述的第一纵向滑槽两端设有与电机相连的第一链轮,所述的第一链轮上啮合连接有第一铰链,所述的第一纵向滑槽上下侧还设有第一限位滑槽,所述的第一上料座上设有插入至第一限位滑槽内的第一限位滑块,所述的第一限位滑块与第一铰链一侧相连;
23.齿轮齿条结构包括设置在第一上料座上的第一限位块,所述的第一限位块内滑动配合连接有竖直设置的第一齿条,所述的第一升降上料驱动器与第一上料座之间设有第一齿轮箱,所述的第一齿轮箱侧部与第一限位块相连,第一齿轮箱内与第一升降上料驱动器相连的齿轮与第一齿条侧部的齿形啮合;
24.所述的限位结构包括设置在第二上料座底部且截面呈t型的第一滑槽,所述的第
三上料座顶部设有插入至第一滑槽内并与滑槽滑动配合的第一t型滑块;
25.所述的第一加强筋转运机构包括带有滑轮的第一转运车,所述的第一转运车上设有若干组第一双加强筋储料机构,每组第一双加强筋储料机构内设有偶数个第一加强筋储料组件,所述的第一加强筋储料组件包括两块平行设置的第一一号储料板,两块第一一号储料板的相对侧设有沿竖直方向间隔均匀设置的若干第一二号储料板。
26.在上述的彩钢桥架自动化生产设备中,所述的上料铆接装置包括设置在桥架输送通道一侧的加强筋上料机构以及与加强筋上料机构相适配的第二加强筋转运机构,无铆钉铆接模块还包括与加强筋上料机构相适配且可错位铆接的分步式铆接成型机构;
27.所述的分步式铆接成型机构包括设置在第二铆接座内的第二铆接平台,所述的第二铆接平台与桥架输送通道齐平,所述的第二铆接平台上侧设有若干个第二铆接组件以及设置在第二铆接平台上的可移动下模组件;
28.所述的第二铆接组件包括第二铆接驱动器以及与第二铆接驱动器相连的第二铆接块,所述的第二铆接块底部设有截面呈矩形的第二凹槽,所述的第二铆接块底部两侧设有若干第三铆接头;
29.所述的可移动下模组件包括设置在第二铆接平台上的铆接下模,所述的第二铆接座上还设有下模驱动器,所述的下模驱动器与铆接下模相连,所述的第二铆接平台上还设有截面呈矩形的下模限位槽,所述的铆接下模底部设有插入至下模限位槽内的下模限位块;
30.所述的第二铆接平台上还设有第二定位驱动器以及与第二定位驱动器相连的第二定位块,所述的第二定位块嵌入至第二铆接平台内;
31.所述的桥架输送通道远离第二铆接座一侧还设有第二推料驱动器以及与第二推料驱动器相连的第二推料连杆,所述的第二铆接座远离桥架输送通道一侧还设有第二出料平台,所述的第二出料平台与第二铆接平台齐平。
32.在上述的彩钢桥架自动化生产设备中,所述的加强筋上料机构包括设置在桥架输送通道上侧的第二横向桁架和第二纵向桁架,所述的第二纵向桁架上设有滑动配合有可纵向往复运动的第四上料座,所述的第四上料座上设有第二升降上料驱动器,第二升降上料驱动器通过齿轮齿条结构与第五上料座相连,所述的第五上料座底部通过限位结构连有可沿横向往复运动的第六上料座,所述的第六上料座底部设有第二上料横梁,所述的第二上料横梁底部设有连有若干根第二上料竖杆,第二上料竖杆底部连有第二夹爪驱动器且第二夹爪驱动器具有两根第二夹爪;
33.所述的第二纵向桁架上设有向内凹陷的第二纵向滑槽,所述的第二纵向滑槽两端设有与电机相连的第二链轮,所述的第二链轮上啮合连接有第二铰链,所述的第二纵向滑槽上下侧还设有第二限位滑槽,所述的第四上料座上设有插入至第二限位滑槽内的第二限位滑块,所述的第二限位滑块与第二铰链一侧相连;
34.齿轮齿条结构包括设置在第四上料座上的第二限位块,所述的第二限位块内滑动配合连接有竖直设置的第二齿条,所述的第二升降上料驱动器与第四上料座之间设有第二齿轮箱,所述的第二齿轮箱侧部与第二限位块相连,第二齿轮箱内与第二升降上料驱动器相连的齿轮与第二齿条侧部的齿形啮合;
35.所述的限位结构包括设置在第五上料座底部且截面呈t型的第二滑槽,所述的第
六上料座顶部设有插入至第二滑槽内并与滑槽滑动配合的第二t型滑块;
36.所述的第二加强筋转运机构包括带有滑轮的第二转运车,所述的第二转运车上设有至少两组第二加强筋储料机构,每组第二加强筋储料机构内设有若干个第二加强筋储料组件,所述的第二加强筋储料组件包括两块平行设置的第二一号储料板,两块第二一号储料板的相对侧设有沿竖直方向间隔均匀设置的若干第二二号储料板。
37.在上述的彩钢桥架自动化生产设备中,所述的开卷机构包括开卷机座,所述的开卷机座上水平设置有安装轴以及可驱动安装轴转动的开卷驱动器;
38.所述的校平机构包括与开卷机座相连的单片输送机座和校平机座,所述的单片输送机座内设有传送带,所述的传送带上侧设有水平设置的若干压辊,所述的传送带与压辊之间具有一端间隙,所述的校平机座内设有若干间隔均匀设置且可转动的主动辊,所述的校平机座上设有校平驱动器以及与校平驱动器相连的校平座,所述的校平座内设有若干根与主动辊一一对应的从动辊;
39.所述的冲压机构包括冲压座,所述的冲压座上设有冲压驱动器以及与冲压驱动器相连的冲压板,所述的冲压板底部设有若干冲孔头;
40.所述的冲压座底部设有若干与冲孔头一一对应的冲孔槽,所述的冲压座内还设有废料槽,所述的废料槽与冲孔槽相连;
41.所述的切料机构包括切料座,所述的切料座底部设有圆锯槽,所述的圆锯槽底部设有升降驱动器以及与升降驱动器相连的圆锯安装座,所述的圆锯安装座内设有圆锯且圆锯安装座一侧设有与圆锯相连的电机;
42.所述的切料座上还设有压料驱动器以及与压料驱动器相连的压料座,所述的压料座底部设有两根平行设置的压料板,两根压料板分别位于圆锯槽的两侧,所述的压料板底部设有防擦伤垫。
43.在上述的彩钢桥架自动化生产设备中,所述的钢带折弯模块包括筋条成型机构和折弯机构,所述的筋条成型机构包括成型机座,所述的成型机座内设有若干组筋条成型压轮组件,每组筋条成型压轮组件包括两个沿成型机座的中心线对称设置的成型压轮部件,成型压轮部件包括与成型机座转动配合连接的上压轮和下压轮,上压轮和下压轮均呈圆柱形,所述的上压轮上设有若干向内凹陷的环形筋条槽,所述的下压轮上设有若干与环形筋条槽相适配且向外凸出的环形筋条;
44.所述的折弯机构包括设置在成型机座内的若干组折弯压轮组件,每组折弯压轮组件包括两个沿成型机座的中心线对称设置的折弯压轮部件,所述的折弯压轮部件包括上折弯压轮和下折弯压轮,所述的上折弯压轮呈扁平状,若干组折弯压轮组件内的上折弯压轮的角度从靠近筋条成型机构一侧向远离筋条成型机构一侧逐渐变大,所述的下折弯压轮呈锥形,若干组折弯压轮组件内的下折弯压轮的锥度从靠近筋条成型机构一侧向远离筋条成型机构一侧逐渐变大。
45.与现有的技术相比,本发明的优点在于:
46.1、开卷机构、校平机构、冲压机构和切料机构能分别将卷装钢带进行开卷、校平、冲孔和切割,筋条成型机构能在切割后的刚带上挤压形成筋条以提高桥架的强度,折弯机构能将钢带进行折弯,上料铆接装置能将加强筋运输至桥架内并自动进行焊接,极大的提高了桥架的生产效率且能降低人工成本。
47.2、双加强筋上料机构能同时向设置在桥架输送通道中的桥架上输送两种不同的加强筋,配合无铆钉铆接机构能够将同时将两种不同的加强筋同步进行焊接,或通过设置两个单加强筋上料机构配合两个无铆钉铆接机构能够将两种加强筋交错焊接至桥架上,只需一道工序既能完成两种加强筋的自动焊接,大大减小了对人工和设备的成本需求,且极大的增强了工作效率。
48.3、第一加强筋转运机构能同时存储两种加强筋并根据所需交错设置,双加强筋一次上料机构能将桥架所需的加强筋一次性从加强筋转运机构内取出并输送至位于桥架输送通道上的桥架内,再通过一次铆接成型机构同时将桥架内的加强筋均焊接到桥架上,大大减小了对人工和设备的成本需求,且极大的增强了工作效率。
49.4、第二加强筋转运机构能同时存储两种加强筋并根据所需交错设置,加强筋上料机构能每次能加去多个同种类的加强筋并输送至桥架内,随后加强筋上料机构再将同样数量的另一种加强筋输送至桥架内,配合分步式铆接成型机构能分别对两种加强筋进行两次铆接,且能够使两种加强筋铆接后错位分布,大大减小了对人工和设备的成本需求,且极大的增强了工作效率。
50.本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
51.图1是本发明提供的生产流程示意图;
52.图2是无铆钉铆接模块的局部结构示意图;
53.图3是无铆钉铆接模块的剖面示意图;
54.图4是实施例二中上料铆接装置的局部结构示意图;
55.图5是实施例二中上料铆接装置的剖面示意图;
56.图6是实施例二中第一加强筋转运机构的结构示意图;
57.图7是实施例三中上料铆接装置的局部结构示意图;
58.图8是实施例三中上料铆接装置的剖面示意图;
59.图9是实施例三中第二加强筋转运机构的结构示意图;
60.图10是实施例三中第二加强筋转运机构的俯视图;
61.图11是开卷机构的结构示意图;
62.图12是校平机构、冲压机构和切料机构的结构示意图;
63.图13是筋条成型机构的结构示意图;
64.图14是折弯机构的结构示意图;
65.图15是可移动下模组件处的结构示意图。
具体实施方式
66.实施例一
67.如图1
‑
图3、图11
‑
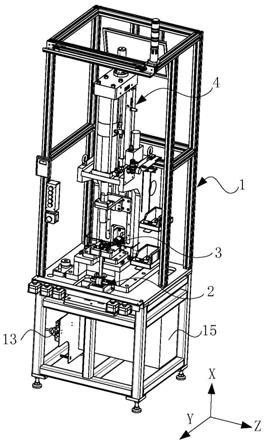
图14所示,一种彩钢桥架自动化生产设备,包括钢带校平分割模块1、钢带折弯模块2和无铆钉铆接模块3,所述的钢带校平分割模块1包括依次设置的开卷机构101、校平机构102、冲压机构103和切料机构104,所述的钢带折弯模块2包括与切料机
构104的出料口相连的筋条成型机构127和折弯机构128,所述的无铆钉铆接模块3包括与折弯机构128的出料口相连的桥架输送通道10,所述的桥架输送通道10一侧设有上料铆接装置200。
68.本实施例中,开卷机构101、校平机构102、冲压机构103和切料机构104能分别将卷装钢带进行开卷、校平、冲孔和切割,筋条成型机构127能在切割后的刚带上挤压形成筋条以提高桥架的强度,折弯机构128能将钢带进行折弯,上料铆接装置200能将加强筋运输至桥架内并自动进行焊接,极大的提高了桥架的生产效率且能降低人工成本。
69.优选地,结合图2和图3所示,所述的上料铆接装置200包括设置在桥架输送通道10上的至少一个无铆钉铆接机构11,所述的桥架输送通道10一侧还设有与无铆钉铆接机构11相连的双加强筋上料机构,或所述的桥架输送通道10上设有至少两个平行设置的无铆钉铆接机构11,所述的桥架输送通道10一侧还设有与无铆钉铆接机构11相连的单加强筋上料机构12。
70.双加强筋上料机构能同时向设置在桥架输送通道10中的桥架上输送两种不同的加强筋,配合无铆钉铆接机构11能够将同时将两种不同的加强筋同步进行焊接,或通过设置两个单加强筋上料机构12配合两个无铆钉铆接机构11能够将两种加强筋交错焊接至桥架上,只需一道工序既能完成两种加强筋的自动焊接,大大减小了对人工和设备的成本需求,且极大的增强了工作效率。
71.本领域技术人员应当理解,桥架输送通道10由传送机座和若干通过链轮链条驱动的传输辊,链轮与电机相连。
72.具体地说,结合图2和图3所示,所述的无铆钉铆接机构11包括铆接平台13,所述的桥架输送通道10从铆接平台13上侧穿过,所述的桥架输送通道10上侧设有通过若干限位杆14固定的驱动器固定座15,所述的驱动器固定座15上设有直线驱动器16以及与直线驱动器16相连的驱动板17,所述的驱动板17底部设有一组或两组铆接件18;所述的铆接件18包括固定在驱动板17底部的一个或两个铆接压板19,所述的铆接压板19底部设有截面呈矩形的凹槽20,所述的铆接压板19底部两侧设有若干第一铆接头21。
73.使用时,桥架输送通道10能将桥架输送至铆接平台13上侧,加强筋输送至桥架上后,直线驱动器16能驱动驱动板17向下运动,驱动板17向下运动能带动铆接压板19以及设置在铆接压板19下侧的一个或两个铆接压板19向下运动进行铆接。
74.铆接压板19底部的凹槽20与加强筋顶部凸起相适配,加强筋以及桥架上设有与若干铆接头21相适配的铆接孔,第一铆接头能将加强筋上铆接孔部位压入至桥架上的铆接孔内进行固定。
75.本领域技术人员应当理解,直线驱动器可为油缸或气缸。
76.本实施例中,结合图2和图3所示,所述的双加强筋上料机构包括上料机箱22,所述的上料机箱22内设有旋转上料盘23以及与旋转上料盘23相连的旋转驱动器24,所述的旋转上料盘23上设有沿周向设置的若干组上料底座25,每组上料底座25包括两个平行设置的上料底座25,所述的上料底座25上设有限位槽26;双加强筋上料机构内的每组上料底座25具有两个上料底座,能实现两种不同的加强筋同时上料。限位槽26可对加强筋进行定位,旋转驱动器24能驱动旋转上料盘23转动从而能将限位槽内的加强筋转动至加强筋输出位置,实现加强筋的连续上料。所述的上料机箱22与铆接平台13之间还设有上料传送带27,所述的
上料传送带27两侧各设有一个上料驱动器28以及与上料驱动器28通过连杆组件相连的一号上料吸盘29;上料传送带27两侧各设有一个上料驱动器28能同时将两个上料底座25内的两个加强筋同时运输至上料传送带27上。上料驱动器28能驱动连杆组件及一号上料吸盘29水平运动,一号上料吸盘29运动至加强筋处后能将加强筋吸附住。所述的铆接平台13上还设有转运机械手30,所述的转运机械手30端部设有两个平行设置的二号上料吸盘31。转运机械手30能通过两个二号上料吸盘31将上料传送带27输送过来的加强筋吸附住,再通过转运机械手30将两个加强筋同时运输至桥架上。
77.本领域技术人员应当理解,旋转驱动器24可为旋转油缸或电机,上料驱动器28可为油缸或气缸,转运机械手30可采用现有技术,一号上料吸盘29和二号上料吸盘31为电磁吸盘。
78.本实施例中,结合图2和图3所示,所述的单加强筋上料机构12包括上料机箱22,所述的上料机箱22内设有旋转上料盘23以及与旋转上料盘23相连的旋转驱动器24,所述的旋转上料盘23上设有沿周向设置的若干上料底座25,所述的上料底座25上设有限位槽26;两个单加强筋上料机构能实现两种不同的加强筋同时上料,配合两个相对应的无铆钉铆接机构11能实现两种加强筋的错位同步铆接。限位槽26可对加强筋进行定位,旋转驱动器24能驱动旋转上料盘23转动从而能将限位槽内的加强筋转动至加强筋输出位置,实现加强筋的连续上料。所述的上料机箱22与铆接平台13之间还设有上料传送带27,所述的上料传送带27一侧设有一个上料驱动器28以及与上料驱动器28通过连杆组件相连的一号上料吸盘29;上料传送带27两侧部的上料驱动器28能将上料底座25内的加强筋运输至上料传送带27上。上料驱动器28能驱动连杆组件及一号上料吸盘29水平运动,一号上料吸盘29运动至加强筋处后能将加强筋吸附住。所述的铆接平台13上还设有转运机械手30,所述的转运机械手30端部设有二号上料吸盘31。转运机械手30能通过二号上料吸盘31将上料传送带27输送过来的加强筋吸附住,再通过转运机械手30将两个加强筋同时运输至桥架上。
79.实施例一的工作原理是:桥架主体形成后,桥架输送通道10能将桥架输送至铆接平台13上侧,加强筋输送至桥架上后,直线驱动器16能驱动驱动板17向下运动,驱动板17向下运动能带动铆接压板19以及设置在铆接压板19下侧的一个或两个铆接压板19向下运动进行铆接。铆接压板19底部的凹槽20与加强筋顶部凸起相适配,加强筋以及桥架上设有与若干铆接头21相适配的铆接孔,第一铆接头能将加强筋上铆接孔部位压入至桥架上的铆接孔内进行固定,双加强筋上料机构能同时向设置在桥架输送通道10中的桥架上输送两种不同的加强筋,配合无铆钉铆接机构11能够将同时将两种不同的加强筋同步进行焊接,或通过设置两个单加强筋上料机构12配合两个无铆钉铆接机构11能够将两种加强筋交错焊接至桥架上,只需一道工序既能完成两种加强筋的自动焊接,大大减小了对人工和设备的成本需求,且极大的增强了工作效率。
80.实施例二
81.实施例二和实施例一的结构和工作原理基本相同,其不同之处如图4
‑
图6所示:
82.本实施例中,上料铆接装置200包括设置在桥架输送通道10一侧的双加强筋一次上料机构11a以及与双加强筋一次上料机构11a相适配的第一加强筋转运机构12a,所述的桥架输送通道10另一侧设有与双加强筋一次上料机构11a相适配的一次铆接成型机构13a;
83.第一加强筋转运机构能同时存储两种加强筋并根据所需交错设置,双加强筋一次
上料机构能将桥架所需的加强筋一次性从加强筋转运机构内取出并输送至位于桥架输送通道上的桥架内,再通过一次铆接成型机构同时将桥架内的加强筋均焊接到桥架上,大大减小了对人工和设备的成本需求,且极大的增强了工作效率。
84.具体地说,结合图4
‑
图6所示,一次铆接成型机构13a包括设置在第一铆接座31a内的第一铆接平台32a,所述的第一铆接平台32a与桥架输送通道10齐平,所述的第一铆接平台32a上侧设有偶数个第一铆接组件33a;所述的第一铆接组件33a包括第一铆接驱动器34a以及与第一铆接驱动器34a相连的第一铆接块35a,所述的第一铆接块35a底部设有截面呈矩形的第一凹槽36a,所述的第一铆接块35a底部两侧设有若干第二铆接头37a;加强筋放置完成后的桥架从桥架输送通道上运输至第一铆接平台上后,第一铆接平台内与若干交错设置的加强筋相适配的若干第一铆接驱动器能驱动第一铆接块向下运动,第一铆接块向下运动能带动第一铆接头对加强筋进行铆接。
85.第一铆接块底部的第一凹槽与加强筋顶部凸起相适配,加强筋以及桥架上设有与若干第二铆接头相适配的铆接孔,铆接头能将加强筋上铆接孔部位压入至桥架上的铆接孔内进行固定.
86.本领域技术人员应当理解,第一铆接驱动器可为油缸或气缸
87.优选地,结合图4
‑
图6所示,第一铆接平台32a上还设有第一定位驱动器38a以及与第一定位驱动器38a相连的第一定位块39a,所述的第一定位块39a嵌入至第一铆接平台32a内;第一定位驱动器能驱动第一定位块上升或下降,铆接前,第一定位驱动器能驱动第一定位块上升从而对从桥架输送通道转运至第一铆接平台上的桥架进行定位,防止铆接时出现加强筋与第一铆接块不对齐的情况,铆接完后,第一定位驱动器驱动第一定位块下降嵌入第一铆接平台内,方便桥架出料。本领域技术人员应当理解,第一定位驱动器可为油缸或气缸。
88.本实施例中,结合图4
‑
图6所示,桥架输送通道10远离第一铆接座31a一侧还设有第一推料驱动器40a以及与第一推料驱动器40a相连的第一推料连杆41a,所述的第一铆接座31a远离桥架输送通道10一侧还设有第一出料平台42a,所述的第一出料平台42a与第一铆接平台32a齐平。加强筋运至桥架内后,第一推料驱动器40能通过第一推料连杆41将桥架平推至铆接平台上。
89.双加强筋一次上料机构11a包括设置在桥架输送通道10上侧的第一横向桁架14a和第一纵向桁架15a,所述的第一纵向桁架15a上设有滑动配合有可纵向往复运动的第一上料座16a,所述的第一上料座16a上设有第一升降上料驱动器17a,第一升降上料驱动器17a通过齿轮齿条结构与第二上料座19a相连,所述的第二上料座19a底部通过限位结构连有可沿横向往复运动的第三上料座21a,所述的第三上料座21a底部设有第一上料横梁22a,所述的第一上料横梁22a底部设有连有偶数根第一上料竖杆23a,第一上料竖杆23a底部连有第一夹爪驱动器24a且第一夹爪驱动器24a具有两根第一夹爪25a;第一上料座外接驱动机构,驱动机构能驱动第一上料座沿水平纵向往复运动,第一上料座上的第一升降上料驱动器能驱动第二上料座沿竖直方向升降,第三上料座外接驱动机构,驱动机构能驱动第三上料座沿水平横向运动,第一夹爪驱动器能驱动两根第一夹爪夹取加强筋,从而完成从第一加强筋转运机构内夹取加强筋并转运至桥架上的一系列动作。
90.本领域技术人员应当理解,第一升降上料驱动器可为旋转油缸或电机,第一夹爪
驱动器为二爪气缸,与第三上料座21相连的驱动机构可为油缸或气缸。
91.本实施例中,结合图4和图5所示,第一纵向桁架15a上设有向内凹陷的第一纵向滑槽43a,所述的第一纵向滑槽43a两端设有与电机相连的第一链轮44a,所述的第一链轮44a上啮合连接有第一铰链47a,所述的第一纵向滑槽43a上下侧还设有第一限位滑槽45a,所述的第一上料座16a上设有插入至第一限位滑槽45a内的第一限位滑块46a,所述的第一限位滑块46a与第一铰链47a一侧相连;第一限位滑块插入至第一限位滑槽内并通过第一限位滑槽进行限位,电机能驱动第一链轮转动从而带动第一铰链周向运动,第一限位滑块与第一铰链底部相连,第一铰链运动能带动第一限位滑块以及第一上料座运动,通过切换电机方向可使第一上料座能沿纵向做往复运动。
92.具体地说,结合图4和图5所示,齿轮齿条结构包括设置在第一上料座16a上的第一限位块48a,所述的第一限位块48a内滑动配合连接有竖直设置的第一齿条49a,所述的第一升降上料驱动器17a与第一上料座16a之间设有第一齿轮箱50a,所述的第一齿轮箱50a侧部与第一限位块48a相连,第一齿轮箱50a内与第一升降上料驱动器17a相连的齿轮与第一齿条49a侧部的齿形啮合;第一限位块48能对第一齿条49进行限位,第一升降上料驱动器17能带动第一齿轮箱50内的齿轮转动,齿轮能带动第一齿条49沿竖直方向运动,第一齿轮箱50能对齿轮进行防护,防止外力导致齿轮损坏。
93.优选地,限位结构包括设置在第二上料座19a底部且截面呈t型的第一滑槽51a,所述的第三上料座21a顶部设有插入至第一滑槽51a内并与滑槽滑动配合的第一t型滑块52a;第一滑槽51配合第一t型滑块52能对第三上料座21进行限位。
94.具体地说,结合图4
‑
图6所示,第一加强筋转运机构12a包括带有滑轮的第一转运车26a,所述的第一转运车26a上设有若干组第一双加强筋储料机构27a,每组第一双加强筋储料机构27a内设有偶数个第一加强筋储料组件28a,所述的第一加强筋储料组件28a包括两块平行设置的第一一号储料板29a,两块第一一号储料板29a的相对侧设有沿竖直方向间隔均匀设置的若干第一二号储料板30a。带有滑轮的第一转运车26能方便将加强筋转运至第一纵向桁架15下方,设置若干组第一双加强筋储料机构27能便于一次储存较多的加强筋,偶数个第一加强筋储料组件28分别用于存储两种交错设置的加强筋,两块第一一号储料板29上相对应的两块第一二号储料板30能存储一块加强筋,沿竖直方向间隔均匀设置的若干第一二号储料板30能方便存储较多加强筋。
95.使用时,将第一转运车26移动至第一纵向桁架15下方处,驱动机构驱动第一上料座16移动至第一转运车上方,再通过驱动机构驱动第三上料座21沿水平横向移动至与第一加强筋储料组件28对齐,第一升降上料驱动器17能通过齿轮齿条结构驱动第二上料座19以及第二上料座底部的若干第一上料竖杆23向下运动并通过第一夹爪驱动器24驱动两根第一夹爪25夹紧加强筋,再通过上述方式将加强筋运输至桥架内。
96.实施例二的工作原理是:桥架主体成型后,第一加强筋转运机构能同时存储两种加强筋并根据所需交错设置,双加强筋一次上料机构能将桥架所需的加强筋一次性从加强筋转运机构内取出并输送至位于桥架输送通道上的桥架内,再通过一次铆接成型机构同时将桥架内的加强筋均焊接到桥架上,大大减小了对人工和设备的成本需求,且极大的增强了工作效率;加强筋放置完成后的桥架从桥架输送通道上运输至第一铆接平台上后,第一铆接平台内与若干交错设置的加强筋相适配的若干第一铆接驱动器能驱动第一铆接块向
下运动,第一铆接块向下运动能带动第一铆接头对加强筋进行铆接;第一铆接块底部的第一凹槽与加强筋顶部凸起相适配,加强筋以及桥架上设有与若干第二铆接头相适配的铆接孔,铆接头能将加强筋上铆接孔部位压入至桥架上的铆接孔内进行固定;第一定位驱动器能驱动第一定位块上升或下降,铆接前,第一定位驱动器能驱动第一定位块上升从而对从桥架输送通道转运至第一铆接平台上的桥架进行定位,防止铆接时出现加强筋与第一铆接块不对齐的情况,铆接完后,第一定位驱动器驱动第一定位块下降嵌入第一铆接平台内,方便桥架出料;加强筋运至桥架内后,第一推料驱动器40能通过第一推料连杆41将桥架平推至铆接平台上;第一上料座外接驱动机构,驱动机构能驱动第一上料座沿水平纵向往复运动,第一上料座上的第一升降上料驱动器能驱动第二上料座沿竖直方向升降,第三上料座外接驱动机构,驱动机构能驱动第三上料座沿水平横向运动,第一夹爪驱动器能驱动两根第一夹爪夹取加强筋,从而完成从第一加强筋转运机构内夹取加强筋并转运至桥架上的一系列动作;第一限位滑块插入至第一限位滑槽内并通过第一限位滑槽进行限位,电机能驱动第一链轮转动从而带动第一铰链周向运动,第一限位滑块与第一铰链底部相连,第一铰链运动能带动第一限位滑块以及第一上料座运动,通过切换电机方向可使第一上料座能沿纵向做往复运动;第一限位块48能对第一齿条49进行限位,第一升降上料驱动器17能带动第一齿轮箱50内的齿轮转动,齿轮能带动第一齿条49沿竖直方向运动,第一齿轮箱50能对齿轮进行防护,防止外力导致齿轮损坏;第一滑槽51配合第一t型滑块52能对第三上料座21进行限位;带有滑轮的第一转运车26能方便将加强筋转运至第一纵向桁架15下方,设置若干组第一双加强筋储料机构27能便于一次储存较多的加强筋,偶数个第一加强筋储料组件28分别用于存储两种交错设置的加强筋,两块第一一号储料板29上相对应的两块第一二号储料板30能存储一块加强筋,沿竖直方向间隔均匀设置的若干第一二号储料板30能方便存储较多加强筋;使用时,将第一转运车26移动至第一纵向桁架15下方处,驱动机构驱动第一上料座16移动至第一转运车上方,再通过驱动机构驱动第三上料座21沿水平横向移动至与第一加强筋储料组件28对齐,第一升降上料驱动器17能通过齿轮齿条结构驱动第二上料座19以及第二上料座底部的若干第一上料竖杆23向下运动并通过第一夹爪驱动器24驱动两根第一夹爪25夹紧加强筋,再通过上述方式将加强筋运输至桥架内。
97.实施例三
98.实施例三和实施例一的结构和工作原理基本相同,其不同之处如图7
‑
图10、图15所示:
99.本实施例中,上料铆接装置200包括设置在桥架输送通道10一侧的加强筋上料机构11b以及与加强筋上料机构11b相适配的第二加强筋转运机构12b,无铆钉铆接模块3还包括与加强筋上料机构11b相适配且可错位铆接的分步式铆接成型机构13b;第二加强筋转运机构能同时存储两种加强筋并根据所需交错设置,加强筋上料机构能每次能加去多个同种类的加强筋并输送至桥架内,随后加强筋上料机构再将同样数量的另一种加强筋输送至桥架内,配合分步式铆接成型机构能分别对两种加强筋进行两次铆接,且能够使两种加强筋铆接后错位分布,大大减小了对人工和设备的成本需求,且极大的增强了工作效率。
100.具体地说,结合图7和图8所示,分步式铆接成型机构13b包括设置在第二铆接座31b内的第二铆接平台32b,所述的第二铆接平台32b与桥架输送通道10齐平,所述的第二铆接平台32b上侧设有若干个第二铆接组件33b以及设置在第二铆接平台32b上的可移动下模
组件60;所述的第二铆接组件33b包括第二铆接驱动器34b以及与第二铆接驱动器34b相连的第二铆接块35b,所述的第二铆接块35b底部设有截面呈矩形的第二凹槽36b,所述的第二铆接块35b底部两侧设有若干第三铆接头37b;加强筋放置完成后的桥架从桥架输送通道上运输至第二铆接平台上后,第二铆接平台内的若干间隔设置的第二铆接驱动器能驱动第二铆接块向下运动,第二铆接块向下运动能带动第三铆接头对一种加强筋进行铆接,随后第二可移动下模组件可驱动桥架平移一段距离使另一种加强筋与第三铆接头对齐,并通过上述方法再次进行铆接。
101.具体地说,结合图15所示,可移动下模组件60包括设置在第二铆接平台32b上的铆接下模61,所述的第二铆接座31b上还设有下模驱动器62,所述的下模驱动器62与铆接下模61相连,所述的第二铆接平台32b上还设有截面呈矩形的下模限位槽63,所述的铆接下模61底部设有插入至下模限位槽63内的下模限位块64;第二下模驱动器能驱动第二铆接下模进行平移从而调整不同加强筋与第三铆接头之间的位置,第二下模限位槽配合第二下模限位块能对第二铆接下模进行限位。本领域技术人员应当理解,第二下模驱动器可为油缸或气缸。
102.优选地,结合图7和图8所示,第二铆接平台32b上还设有第二定位驱动器38b以及与第二定位驱动器38b相连的第二定位块39b,所述的第二定位块39b嵌入至第二铆接平台32b内;第二定位驱动器能驱动第二定位块上升或下降,铆接前,第二定位驱动器能驱动第二定位块上升从而对从桥架输送通道转运至第二铆接平台上的桥架进行定位,防止铆接时出现加强筋与第三铆接块不对齐的情况,铆接完后,第二定位驱动器驱动第二定位块下降嵌入铆接平台内,方便桥架出料。
103.本领域技术人员应当理解,第二定位驱动器可为油缸或气缸。
104.本实施例中,结合图7和图8所示,桥架输送通道10远离第二铆接座31b一侧还设有第二推料驱动器40b以及与第二推料驱动器40b相连的第二推料连杆41b,所述的第二铆接座31b远离桥架输送通道10一侧还设有第二出料平台42b,所述的第二出料平台42b与第二铆接平台32b齐平。加强筋运至桥架内后,第二推料驱动器能通过第二推料连杆将桥架平推至第二铆接平台上。本领域技术人员应当理解,第二推料驱动器可为油缸或气缸。
105.具体地说,结合图7和图8所示,加强筋上料机构11b包括设置在桥架输送通道10上侧的第二横向桁架14b和第二纵向桁架15b,所述的第二纵向桁架15b上设有滑动配合有可纵向往复运动的第四上料座16b,所述的第四上料座16b上设有第二升降上料驱动器17b,第二升降上料驱动器17b通过齿轮齿条结构与第五上料座19b相连,所述的第五上料座19b底部通过限位结构连有可沿横向往复运动的第六上料座21b,所述的第六上料座21b底部设有第二上料横梁22b,所述的第二上料横梁22b底部设有连有若干根第二上料竖杆23b,第二上料竖杆23b底部连有第二夹爪驱动器24b且第二夹爪驱动器24b具有两根第二夹爪25b;第四上料座外接驱动机构,驱动机构能驱动第四上料座沿水平纵向往复运动,第四上料座上的第二升降上料驱动器能驱动第五上料座沿竖直方向升降,第六上料座外接驱动机构,驱动机构能驱动第六上料座沿水平横向运动,第二夹爪驱动器能驱动两根第二夹爪夹取加强筋,从而完成从第二加强筋转运机构内夹取加强筋并转运至桥架上的一系列动作。
106.本领域技术人员应当理解,第二升降上料驱动器可为旋转油缸或电机,第二夹爪驱动器为二爪气缸,与第六上料座相连的驱动机构可为油缸或气缸。
107.具体地说,结合图7和图8所示,第二纵向桁架15b上设有向内凹陷的第二纵向滑槽43b,所述的第二纵向滑槽43b两端设有与电机相连的第二链轮44b,所述的第二链轮44b上啮合连接有第二铰链47b,所述的第二纵向滑槽43b上下侧还设有第二限位滑槽45b,所述的第四上料座16b上设有插入至第二限位滑槽45b内的第二限位滑块46b,所述的第二限位滑块46b与第二铰链47b一侧相连;第二限位滑块插入至第二限位滑槽内并通过第二限位滑槽进行限位,电机能驱动第二链轮转动从而带动第二铰链周向运动,第二限位滑块与第二铰链底部相连,第二铰链运动能带动第二限位滑块以及第四上料座运动,通过切换电机方向可使第四上料座能沿纵向做往复运动。
108.具体地说,结合图7和图8所示,齿轮齿条结构包括设置在第四上料座16b上的第二限位块48b,所述的第二限位块48b内滑动配合连接有竖直设置的第二齿条49b,所述的第二升降上料驱动器17b与第四上料座16b之间设有第二齿轮箱50b,所述的第二齿轮箱50b侧部与第二限位块48b相连,第二齿轮箱50b内与第二升降上料驱动器17b相连的齿轮与第二齿条49b侧部的齿形啮合;第二限位块能对第二齿条进行限位,第二升降上料驱动器能带动第二齿轮箱内的齿轮转动,齿轮能带动第二齿条沿竖直方向运动,第二齿轮箱能对齿轮进行防护,防止外力导致齿轮损坏。
109.优选地,限位结构包括设置在第五上料座19b底部且截面呈t型的第二滑槽51b,所述的第六上料座21b顶部设有插入至第二滑槽51b内并与滑槽滑动配合的第二t型滑块52b;第二滑槽配合第二t型滑块能对第六上料座进行限位。
110.本实施例中,结合图9和图10所示,第二加强筋转运机构12b包括带有滑轮的第二转运车26b,所述的第二转运车26b上设有至少两组第二加强筋储料机构27b,每组第二加强筋储料机构27b内设有若干个第二加强筋储料组件28b,所述的第二加强筋储料组件28b包括两块平行设置的第二一号储料板29b,两块第二一号储料板29b的相对侧设有沿竖直方向间隔均匀设置的若干第二二号储料板30b。至少两组第二加强筋储料机构能分别存储两种加强筋,若干个第二加强筋储料组件能便于一次储存较多的加强筋,两块第二一号储料板上相对应的两块第二二号储料板能存储一块加强筋,沿竖直方向间隔均匀设置的若干第二二号储料板能方便存储较多加强筋。
111.使用时,将第二转运车移动至第二纵向桁架下方处,驱动机构驱动第四上料座移动至第二转运车上方并与一组第二加强筋储料机构对齐,再通过驱动机构驱动第六上料座沿水平横向移动至与第二加强筋储料组件对齐,第二升降上料驱动器能通过齿轮齿条结构驱动第五上料座以及第五上料座底部的若干第二上料竖杆向下运动并通过第二夹爪驱动器驱动两根第二夹爪夹紧加强筋,随后通过动作将一种加强筋运输至桥架内,再通过驱动机构驱动第四上料座移动至转运车上方并与另一组第二加强筋储料机构对齐,通过上述方式将第二种加强筋运输至桥架内。
112.实施例三的工作原理是:第二加强筋转运机构能同时存储两种加强筋并根据所需交错设置,加强筋上料机构能每次能加去多个同种类的加强筋并输送至桥架内,随后加强筋上料机构再将同样数量的另一种加强筋输送至桥架内,配合分步式铆接成型机构能分别对两种加强筋进行两次铆接,且能够使两种加强筋铆接后错位分布,大大减小了对人工和设备的成本需求,且极大的增强了工作效率;加强筋放置完成后的桥架从桥架输送通道上运输至第二铆接平台上后,第二铆接平台内的若干间隔设置的第二铆接驱动器能驱动第二
铆接块向下运动,第二铆接块向下运动能带动第三铆接头对一种加强筋进行铆接,随后第二可移动下模组件可驱动桥架平移一段距离使另一种加强筋与第三铆接头对齐,并通过上述方法再次进行铆接,第二下模驱动器能驱动第二铆接下模进行平移从而调整不同加强筋与第三铆接头之间的位置,第二下模限位槽配合第二下模限位块能对第二铆接下模进行限位,第二定位驱动器能驱动第二定位块上升或下降,铆接前,第二定位驱动器能驱动第二定位块上升从而对从桥架输送通道转运至第二铆接平台上的桥架进行定位,防止铆接时出现加强筋与第三铆接块不对齐的情况,铆接完后,第二定位驱动器驱动第二定位块下降嵌入铆接平台内,方便桥架出料,加强筋运至桥架内后,第二推料驱动器能通过第二推料连杆将桥架平推至第二铆接平台上,第四上料座外接驱动机构,驱动机构能驱动第四上料座沿水平纵向往复运动,第四上料座上的第二升降上料驱动器能驱动第五上料座沿竖直方向升降,第六上料座外接驱动机构,驱动机构能驱动第六上料座沿水平横向运动,第二夹爪驱动器能驱动两根第二夹爪夹取加强筋,从而完成从第二加强筋转运机构内夹取加强筋并转运至桥架上的一系列动作,第二限位滑块插入至第二限位滑槽内并通过第二限位滑槽进行限位,电机能驱动第二链轮转动从而带动第二铰链周向运动,第二限位滑块与第二铰链底部相连,第二铰链运动能带动第二限位滑块以及第四上料座运动,通过切换电机方向可使第四上料座能沿纵向做往复运动,第二限位块能对第二齿条进行限位,第二升降上料驱动器能带动第二齿轮箱内的齿轮转动,齿轮能带动第二齿条沿竖直方向运动,第二齿轮箱能对齿轮进行防护,防止外力导致齿轮损坏;第二滑槽配合第二t型滑块能对第六上料座进行限位,至少两组第二加强筋储料机构能分别存储两种加强筋,若干个第二加强筋储料组件能便于一次储存较多的加强筋,两块第二一号储料板上相对应的两块第二二号储料板能存储一块加强筋,沿竖直方向间隔均匀设置的若干第二二号储料板能方便存储较多加强筋。使用时,将第二转运车移动至第二纵向桁架下方处,驱动机构驱动第四上料座移动至第二转运车上方并与一组第二加强筋储料机构对齐,再通过驱动机构驱动第六上料座沿水平横向移动至与第二加强筋储料组件对齐,第二升降上料驱动器能通过齿轮齿条结构驱动第五上料座以及第五上料座底部的若干第二上料竖杆向下运动并通过第二夹爪驱动器驱动两根第二夹爪夹紧加强筋,随后通过动作将一种加强筋运输至桥架内,再通过驱动机构驱动第四上料座移动至转运车上方并与另一组第二加强筋储料机构对齐,通过上述方式将第二种加强筋运输至桥架内。
113.本实施例中,结合图11和图12所示,开卷机构101包括开卷机座105,所述的开卷机座105上水平设置有安装轴106以及可驱动安装轴106转动的开卷驱动器107;开卷驱动器能驱动安装轴106以及套设在安装轴106上的钢带卷转动,从而能够将钢带卷放松,防止驱动钢带运动时导致钢带被拉伤。校平机构102包括与开卷机座105相连的单片输送机座108和校平机座109,所述的单片输送机座108内设有传送带110,所述的传送带110上侧设有水平设置的若干压辊111,所述的传送带110与压辊111之间具有一端间隙,所述的校平机座109内设有若干间隔均匀设置且可转动的主动辊112,所述的校平机座109上设有校平驱动器113以及与校平驱动器113相连的校平座114,所述的校平座114内设有若干根与主动辊112一一对应的从动辊115;钢带从压辊111和传送带110之间穿过,压辊111能防止开卷驱动器处的钢带运输速率大于传送带110输送速率导致钢带出现折叠后进校平机座109内,使得校平时折叠后的钢带被挤压报废。钢带通过传送带输送至进入校平机座109内后,校平驱动器
113能驱动校平座向下运动至压住钢带,主动辊112转动能驱动钢带继续运动并在运动的同时进行校平。
114.本领域技术人员应当理解,开卷驱动器107可为电机或旋转油缸,校平驱动器113可为油缸或气缸,若干根主动辊112通过链轮链条以及与链轮相连的电机进行驱动。
115.结合图11和图12所示,冲压机构103包括冲压座116,所述的冲压座116上设有冲压驱动器117以及与冲压驱动器117相连的冲压板138,所述的冲压板138底部设有若干冲孔头118;所述的冲压座116底部设有若干与冲孔头118一一对应的冲孔槽119,所述的冲压座116内还设有废料槽120,所述的废料槽120与冲孔槽119相连;钢带进入冲压座116后,冲压座116内的冲压驱动器117能驱动冲压板138向下运动挤压钢带,冲压板138上的冲孔头118配合冲压座116底部的冲孔槽119能够在桥架上进行冲孔,冲孔后的废料自动掉落至废料槽120内。
116.结合图11和图12所示,所述的切料机构104包括切料座121,所述的切料座121底部设有圆锯槽122,所述的圆锯槽122底部设有升降驱动器123以及与升降驱动器123相连的圆锯安装座124,所述的圆锯安装座124内设有圆锯125且圆锯安装座124一侧设有与圆锯125相连的电机126;钢带冲孔后进入切料座121内,打开电机126,切料座121内的升降驱动器123能驱动圆锯安装座124以及圆锯125向上运动对钢带进行切割。优选地,所述的切料座121上还设有压料驱动器139以及与压料驱动器139相连的压料座140,所述的压料座140底部设有两根平行设置的压料板141,两根压料板141分别位于圆锯槽122的两侧,所述的压料板141底部设有防擦伤垫142。切割时,压料驱动器139能驱动压料座140向下运动并通过压料板141对钢带切割处的两侧进行固定,防止钢带在切割时出现滑动导致切割面不平整。
117.结合图13
‑
图14所示,钢带折弯模块2包括筋条成型机构127和折弯机构128,所述的筋条成型机构127包括成型机座129,所述的成型机座129内设有若干组筋条成型压轮组件,每组筋条成型压轮组件包括两个沿成型机座129的中心线对称设置的成型压轮部件130,成型压轮部件130包括与成型机座129转动配合连接的上压轮131和下压轮132,上压轮131和下压轮132均呈圆柱形,所述的上压轮131上设有若干向内凹陷的环形筋条槽133,所述的下压轮132上设有若干与环形筋条槽133相适配且向外凸出的环形筋条134;切割后的钢带在进入至成型机座129内,若干组筋条成型压轮组件内的下压轮132通过通过链轮链条相连并由驱动电机驱动,下压轮132转动能带动钢带运动,且通过下压轮132上的环形筋条134和上压轮131上的环形筋条槽133能在产品两侧上形成竖直的筋条,以加强桥架的强度。
118.结合图13和图14所示,折弯机构128包括设置在成型机座129内的若干组折弯压轮组件,每组折弯压轮组件包括两个沿成型机座129的中心线对称设置的折弯压轮部件135,所述的折弯压轮部件135包括上折弯压轮136和下折弯压轮137,所述的上折弯压轮136呈扁平状,若干组折弯压轮组件内的上折弯压轮136的角度从靠近筋条成型机构127一侧向远离筋条成型机构127一侧逐渐变大,所述的下折弯压轮137呈锥形,若干组折弯压轮组件内的下折弯压轮137的锥度从靠近筋条成型机构127一侧向远离筋条成型机构127一侧逐渐变大。
119.钢带筋条成型后进入折弯机构128处,若干组折弯压轮组件内的下折弯压轮137通过链轮链条相连并由驱动电机驱动,若干组折弯压轮组件内的上折弯压轮136和下折弯压轮137能将钢带两侧逐渐形成直角侧壁,从而形成桥架主体。
120.钢带校平分割模块和钢带折弯模块的工作原理是:开卷驱动器能驱动安装轴106以及套设在安装轴106上的钢带卷转动,从而能够将钢带卷放松,防止驱动钢带运动时导致钢带被拉伤;钢带从压辊111和传送带110之间穿过,压辊111能防止开卷驱动器处的钢带运输速率大于传送带110输送速率导致钢带出现折叠后进校平机座109内,使得校平时折叠后的钢带被挤压报废。钢带通过传送带输送至进入校平机座109内后,校平驱动器113能驱动校平座向下运动至压住钢带,主动辊112转动能驱动钢带继续运动并在运动的同时进行校平;钢带进入冲压座116后,冲压座116内的冲压驱动器117能驱动冲压板138向下运动挤压钢带,冲压板138上的冲孔头118配合冲压座116底部的冲孔槽119能够在桥架上进行冲孔,冲孔后的废料自动掉落至废料槽120内;钢带冲孔后进入切料座121内,打开电机126,切料座121内的升降驱动器123能驱动圆锯安装座124以及圆锯125向上运动对钢带进行切割,切割时,压料驱动器139能驱动压料座140向下运动并通过压料板141对钢带切割处的两侧进行固定,防止钢带在切割时出现滑动导致切割面不平整;切割后的钢带在进入至成型机座129内,若干组筋条成型压轮组件内的下压轮132通过链轮链条相连并由驱动电机驱动,下压轮132转动能带动钢带运动,且通过下压轮132上的环形筋条134和上压轮131上的环形筋条槽133能在产品两侧上形成竖直的筋条,以加强桥架的强度;钢带筋条成型后进入折弯机构128处,若干组折弯压轮组件内的下折弯压轮137通过链轮链条相连并由驱动电机驱动,若干组折弯压轮组件内的上折弯压轮136和下折弯压轮137能将钢带两侧逐渐形成直角侧壁,从而形成桥架主体。
121.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。