1.一种异形铁磁材料工件的自动上料装置,用于形状复杂较重金属零件加工或检测过程的自动上料,本实用新型涉及工件上料设备技术领域。
背景技术:
2.目前在制造业自动上料多为桁架机器手和关节机器手,根据现代技术发展,已有视觉引导机器人应用于自动上料,而抓手部分一般分为机械抓手和电磁吸盘;机械抓手可通过电机控制机械爪轴向旋转、张开、捏合工件或通过夹爪气缸带动夹爪夹紧,从而夹持工件;电磁吸盘则是通过充磁来吸住工件,具体操作是将电磁吸盘移到待取放工件上方,缓速下降,待接触到工件后,继续下降一些位置,通过弹簧的缓冲,使电磁吸盘的磁吸面紧贴工件,控制器开启充磁使磁力吸住工件,打开传感器,检测工件是否有吸附到,确认吸附到后将吸附的工件放置于待加工机台;
3.目前机械抓手上料装置或电磁吸盘上料装置都无法满足工件的通用性上料要求,如采用机械抓手,不仅抓取点难以确定,机械抓手结构通用性难度大,而采用电磁吸盘上料装置,零件剩磁高,而很多工序加工和检测工序不允许零件剩磁高,因此,电磁吸盘上料装置也不能满足工序要求。
技术实现要素:
4.本实用新型的目的在于:提供一种异形铁磁材料工件的自动上料装置,将零件从无序堆积状态逐件上料和精确定位于加工设备或检测设备。
5.本实用新型采用的技术方案如下:一种异形铁磁材料工件的自动上料装置,包括电磁吸盘、机器人、退磁机、机械爪,所述机器人的曲臂上设置有电磁吸盘和机械爪,电磁吸盘和机械爪与机器人是硬连接,通过机器人多维度控制。
6.所述机器人的附近设置有退磁机,所述退磁机的进料端与出料端均设置在机器人的曲臂工作范围内,方便机器人放取工件。
7.所述机器人工作范围内还设置有料框和加工或检测设备,所述料框设置在退磁机的进料端,加工或检测设备设置在退磁机的出料端,该种设计使用机器人放取工件行程短,提高了工作效率。
8.所述机器人的附近设置有退磁机,所述退磁机的进料端设置在机器人的曲臂工作范围内。
9.靠近所述退磁机的进料端处设置有料框,对接所述退磁机的出料端处设置有加工或检测设备,所述料框设置在机器人的曲臂工作范围内。
10.所述机器人是带视觉引导系统的机器人,能更加精确的抓取工件,将工件按设计的要求放入加工设备或检测设备。
11.所述机械爪采用气动结构的机械爪,结构简单,使用寿命长。
12.所述退磁机是输送带式退磁机或辊轮式退磁机或滚柱式或传送链式退磁机,可根
据零件的大小与结构特性选择不同类型的退磁机。
13.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
14.本实用新型通过电磁吸盘从料框里将处于无序状态,姿态随意、相互挤压的零件里,将零件快速的抓取出来,再通过退磁机进行退磁,最后通过机械爪将零件定位放置在加工或检测设备上,解决了机械爪在料框里抓取困难的问题,也解决了电磁吸盘抓取零件后,零件剩磁高的问题,本实用新型安全性高、工作效率高,零件定位精度高,通用性高。
附图说明
15.本实用新型将通过例子并参照附图的方式说明,其中:
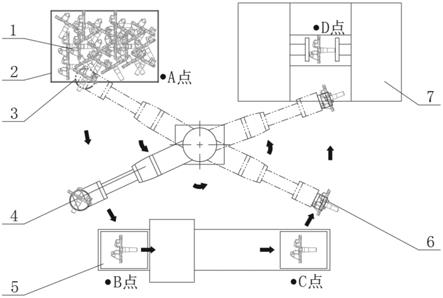
16.图1是本实用新型实施例3俯视结构示意图;
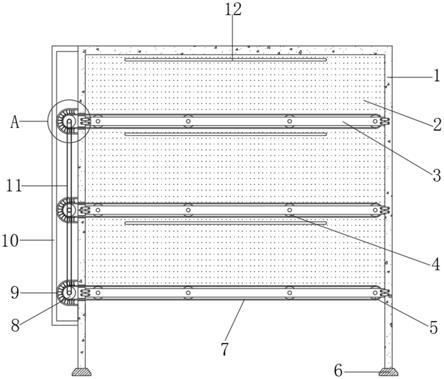
17.图2是本实用新型电磁吸盘抓取状态示意图;
18.图3是本实用新型机械爪抓取状态示意图;
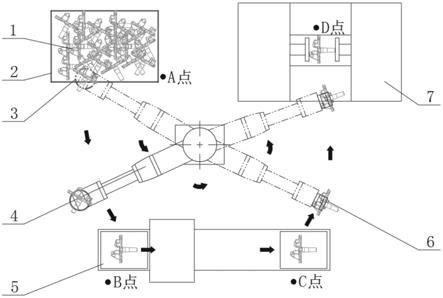
19.图4是本实用新型实施例5俯视结构示意图;
20.图中标记为:1
‑
工件,2
‑
料框,3
‑
电磁吸盘,4
‑
机器人,5
‑
退磁机,6
‑
机械爪,7
‑
加工或检测设备。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.实施例1
23.如图1
‑
4所示,一种异形金属工件1的自动上料装置,包括电磁吸盘3、机器人4、退磁机5、机械爪6,所述机器人4的曲臂上设置有电磁吸盘3和机械爪6。
24.实施例2
25.在实施例1的基础上,所述机器人4的附近设置有退磁机5,所述退磁机5的进料端与出料端均设置在机器人4的曲臂工作范围内,方便机器人4放取工件1。
26.实施例3
27.在实施例2的基础上,所述机器人4工作范围内设置有料框2和加工或检测设备7,料框2和加工或检测设备7均设置在机器人4的曲臂工作范围内,所述料框2设置在退磁机5的进料端,加工或检测设备7设置在退磁机5的出料端,该种设计使用机器人4放取工件1行程短,提高了工作效率。
28.使用时:采用视觉引导系统确定零件吸取部位
→
机器人4电磁吸盘3从a点吸取零件
→
放置于退磁机5进料端b点
→
退磁机5自动传送零件退磁行进至出料端停止
→
采用视觉引导系统确定零件抓取部位
→
机器人4机械抓手在c点抓取零件
→
放置于加工设备或检测设备定位工装d点,即完成上料工序。
29.实施例4
30.在实施例1的基础上,所述机器人4的附近设置有退磁机5,所述退磁机5的进料端设置在机器人4的曲臂工作范围内,使用时,先用电磁吸盘3吸取零件放置于退磁机5进料端
点,再用机械爪6精确定位好位置后进行去磁处理。
31.实施例5
32.在实施例4的基础上,靠近所述退磁机5的进料端处设置有料框2,对接所述退磁机5的出料端处设置有加工或检测设备,所述料框2设置在机器人4的曲臂工作范围内,使用时,工件1通过电磁吸盘3吸取零件放置于退磁机5进料端点,再用机械爪6精确定位好位置后进行去磁后,直接传送到加工或检测设备7。
33.实施例6
34.在实施例1的基础上,所述机器人4是带视觉引导系统的机器人4,能更加精确的抓取工件1,采用机械爪6直接将工件1按设计的要求放入加工设备或检测设备。
35.实施例7
36.在实施例1的基础上,所述机械爪6采用气动结构的机械爪6,结构简单,使用寿命长。
37.实施例8
38.在实施例1的基础上,所述退磁机5是输送带式退磁机或辊轮式退磁机或滚柱式或传送链式退磁机。
39.以上所述,仅为本实用新型的较佳实施例,并不用以限制本实用新型,本实用新型的专利保护范围以权利要求书为准,凡是运用本实用新型的说明书及附图内容所作的等同结构变化,同理均应包含在本实用新型的保护范围内。
技术特征:
1.一种异形铁磁材料工件的自动上料装置,包括电磁吸盘(3)、机器人(4)、退磁机(5)、机械爪(6),其特征在于,所述机器人(4)的曲臂上设置有电磁吸盘(3)和机械爪(6)。2.根据权利要求1所述的一种异形铁磁材料工件的自动上料装置,其特征在于,所述机器人(4)的附近设置有退磁机(5),所述退磁机(5)的进料端与出料端均设置在机器人(4)的曲臂工作范围内。3.根据权利要求2所述的一种异形铁磁材料工件的自动上料装置,其特征在于,所述机器人(4)工作范围内还设置有料框(2)和加工或检测设备(7),所述料框(2)设置在退磁机(5)的进料端,加工或检测设备(7)设置在退磁机(5)的出料端。4.根据权利要求1所述的一种异形铁磁材料工件的自动上料装置,其特征在于,所述机器人(4)的附近设置有退磁机(5),所述退磁机(5)的进料端设置在机器人(4)的曲臂工作范围内。5.根据权利要求4所述的一种异形铁磁材料工件的自动上料装置,其特征在于,靠近所述退磁机(5)的进料端处设置有料框(2),对接所述退磁机(5)的出料端处设置有加工或检测设备(7),所述料框(2)设置在机器人(4)的曲臂工作范围内。6.根据权利要求1所述的一种异形铁磁材料工件的自动上料装置,其特征在于,所述机器人(4)是带视觉引导系统的机器人。7.根据权利要求1所述的一种异形铁磁材料工件的自动上料装置,其特征在于,所述机械爪(6)采用气动结构的机械爪。8.根据权利要求1所述的一种异形铁磁材料工件的自动上料装置,其特征在于,所述退磁机(5)是输送带式或辊轮式或滚柱式或传送链式退磁机。
技术总结
本实用新型公开了一种异形铁磁材料工件的自动上料装置,用于形状复杂较重铁磁材料零件自动上料,涉及工件上料设备技术领域;包括电磁吸盘、机器人、退磁机、机械爪,机器人的曲臂上设置有电磁吸盘和机械爪;上料流程为:采用视觉引导系统确定零件吸取部位,机器人电磁吸盘从A点吸取零件,放置于退磁机进料端B点,退磁机自动传送零件退磁行进至出料端停止,采用视觉引导系统确定零件抓取部位,机器人机械抓手在C点抓取零件,放置于加工设备或检测设备定位工装D点,即完成上料工序;本实用新型采用两次视觉引导抓取,完成零件从无序堆积状态至精确定位,抓取零件适应性更广。抓取零件适应性更广。抓取零件适应性更广。
技术研发人员:林云 王文颖 魏新华
受保护的技术使用者:湖南长沙湘仪检测设备有限公司
技术研发日:2021.04.22
技术公布日:2021/12/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。