1.本实用新型涉及曲轴加工技术领域,特别涉及一种曲轴加工智能化平衡减重系统。
背景技术:
2.曲轴是发动机中最重要的部件。它承受连杆传来的力,并将其转变为转矩通过曲轴输出并驱动发动机上其他附件工作。曲轴受到旋转质量的离心力、周期变化的气体惯性力和往复惯性力的共同作用,使曲轴承受弯曲扭转载荷的作用。
3.曲轴在使用过程中,需要保证曲轴整体上每个方向的重量一致,从而保证设备的正常运行;因此,需要在曲轴生产过程中,为保证曲轴整体上每个方向的重量一致,需对曲轴重量较重方向上的平衡负重块进行钻取减重处理,从而保证设备的平稳运行;而在实际加工过程中,现有的曲轴加工平衡减重仅有单纯的侧重标记功能,难以实现去测中及去重的一体化操作,影响加工效率,影响生产。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种轴承加工智能化平衡减重系统,该智能化减重系统便于在进行曲轴测重时,能够进行标记打点,并能进行智能化减重加工,提高智能化,提升曲轴加工效率。
5.为了解决上述技术问题,本实用新型的方案为:
6.一种曲轴加工智能化平衡减重系统,包括安装板,所述安装板上安装有曲轴平衡测量装置、减重钻孔机及控制柜,所述曲轴平衡测量装置上配置有用于对曲轴进行标记打点的激光打点标记装置,所述曲轴平衡测量装置上配设置有机械手,所述控制柜与曲轴平衡测量装置、减重钻孔机、激光打点标记装置及机械手控制连接。
7.所述曲轴平衡测量装置包括相对设置的两个移动支撑座,及两个所述移动支撑座底部设置的滚动齿轮,及两个所述移动支撑座上固定设置的支撑架,及所述支撑架上通过轴承连接且并排设置的旋转盘,及所述旋转盘通过转轴连接的两个从动齿轮,及两个所述从动齿轮之间啮合有的主动齿轮,及所述主动齿轮通过从动皮带盘及皮带连接的主动皮带盘,及与所述主动皮带盘连接的驱动轴,及与所述驱动轴固定连接的驱动电机,所述驱动轴及驱动电机均设置在所述移动支撑座上,且所述驱动轴转动穿设在两个所述移动支撑座上,所述驱动电机与所述控制柜控制连接。
8.两个所述移动支撑座侧边设置有用于驱动所述滚动齿轮移动的手动转盘。
9.所述激光打点标记装置设置在所述移动支撑座上。
10.所述曲轴平衡测量装置上还配置有用于测量振动幅度的振动测量仪,所述振动测量仪与所述控制柜控制连接。
11.所述减重钻孔机上设置有用于夹持并固定曲轴的两个夹持件。
12.所述控制柜上设置有功能显示屏及程序调节键。
13.与现有技术相比,本实用新型的有益效果为:
14.本技术将曲轴放在曲轴平衡测量装置上,随后开启驱动电机,驱动电机转动带动旋转盘转动,旋转盘带动曲轴转动,当曲轴出现整体上重量不平衡时,出现偏重一侧旋转上升过程中就回振动加重,通过振动测量仪测出振动较为厉害的位置,随后通过激光打点标记装置进行打点标记,之后通过机械手将装置抓取,并将其移动至夹持件上,使曲轴被标记点对准减重钻孔机的加工钻头并固定,随后通过减重钻孔机对标记位置进行钻取加工,钻取体积由物理公式:体积=重量/(质量*重力加速度)计算出,从而完成钻取过程;本技术智能化减重系统便于在进行曲轴测重时,能够进行标记打点,并能进行智能化减重加工,提高智能化,提升曲轴加工效率。
附图说明
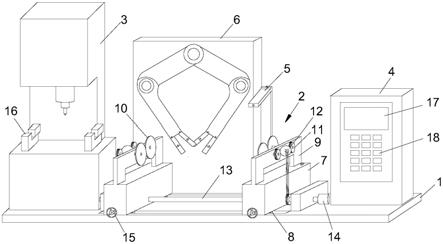
15.图1为本实用新型的结构示意图。
具体实施方式
16.下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
17.如图1所示,一种曲轴加工智能化平衡减重系统,包括安装板1,所述安装板1上安装有曲轴平衡测量装置2、减重钻孔机3及控制柜4,所述曲轴平衡测量装置2上配置有用于对曲轴进行标记打点的激光打点标记装置5,所述曲轴平衡测量装置2上配设置有机械手6,所述控制柜4与曲轴平衡测量装置2、减重钻孔机3、激光打点标记装置5及机械手6控制连接。
18.曲轴平衡测量装置2主要是用于测量曲轴的平衡度;减重钻孔机3主要是用于对曲轴的平衡负重块上多余的物质进行钻取去除,便于钻取去重;激光打点标记装置5主要是用于对曲轴进行标记打点,便于钻取去重;机械手6主要是用于抓取曲轴,进而便于移动曲轴;控制柜4主要是便于输入控制程序,进而便于控制曲轴平衡测量装置2、减重钻孔机3、激光打点标记装置5及机械手 6的启停。
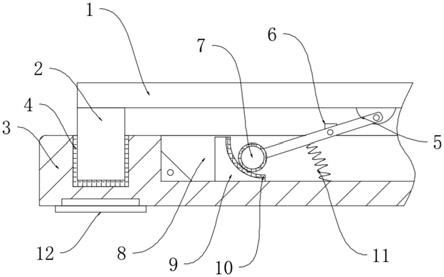
19.所述曲轴平衡测量装置2包括相对设置的两个移动支撑座7,及两个所述移动支撑座7底部设置的滚动齿轮8,及两个所述移动支撑座7上固定设置的支撑架9,及所述支撑架9上通过轴承连接且并排设置的旋转盘10,及所述旋转盘 10通过转轴连接的两个从动齿轮11,及两个所述从动齿轮11之间啮合有的主动齿轮12,及所述主动齿轮12通过从动皮带盘及皮带连接的主动皮带盘,及与所述主动皮带盘连接的驱动轴13,及与所述驱动轴13固定连接的驱动电机14,所述驱动轴13及驱动电机14均设置在所述移动支撑座7上,且所述驱动轴13 转动穿设在两个所述移动支撑座7上,所述驱动电机14与所述控制柜4控制连接。
20.曲轴平衡测量装置2主要是带动曲轴旋转,随后通过曲轴振动找出曲轴质量较重的部分,并同时用激光打点标记装置5进行标记打点。
21.两个所述移动支撑座7侧边设置有用于驱动所述滚动齿轮8移动的手动转盘15。
22.所述激光打点标记装置5设置在所述移动支撑座7上。该设置主要是避免移动支撑
座7移动影像激光打点标记装置5工作。
23.所述曲轴平衡测量装置2上还配置有用于测量振动幅度的振动测量仪,所述振动测量仪与所述控制柜4控制连接。振动测量仪主要是用于检测曲轴的偏重位置,进而便于标记打点。
24.所述减重钻孔机3上设置有用于夹持并固定曲轴的两个夹持件16,该设置主要是便于固定曲轴,进而便于曲轴的去重加工。
25.所述控制柜4上设置有功能显示屏17及程序调节键18。功能显示屏17主要是用于显示各种调节及显示参数;程序调节键18主要是用于进行程序调节及操作。
26.本技术中,曲轴平衡测量装置2、减重钻孔机3、控制柜4、激光打点标记装置5及机械手6均采用现有技术中的常规设备。
27.本技术中,将曲轴放在曲轴平衡测量装置2上,随后开启驱动电机14,驱动电机14转动带动旋转盘10转动,旋转盘10带动曲轴转动,当曲轴出现整体上重量不平衡时,出现偏重一侧旋转上升过程中就回振动加重,通过振动测量仪测出振动较为厉害的位置,随后通过激光打点标记装置5进行打点标记,之后通过机械手6将装置抓取,并将其移动至夹持件16上,使曲轴被标记点对准减重钻孔机3的加工钻头并固定,随后通过减重钻孔机3对标记位置进行钻取加工,钻取体积由物理公式:体积=重量/(质量*重力加速度)计算出,从而完成钻取过程,本技术智能化减重系统便于在进行曲轴测重时,能够进行标记打点,并能进行智能化减重加工,提高智能化,提升曲轴加工效率。
28.本技术中,轴平衡测量装置2、减重钻孔机3、激光打点标记装置5及机械手6所出现的动作,均由控制柜4输入的执行程序控制。
29.以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。