1.本实用新型涉及办公设备技术领域,尤其是涉及一种装订机。
背景技术:
2.装订机是通过机械的方式(手动、自动或全自动)将纸张、票据、塑料或皮革等材料用装订钉、热熔胶或者胶管等固定的装订设备。按照不同的用途可分为工业用装订机和民用装订机,常用于印刷厂、企事业单位等地的财务办公或档案管理。
3.以下以胶管材料为例进行说明,装订机一般包括机架及均连接于机架的工作台、压臂和装订装置,装订装置包括切料机构、打孔机构和压铆机构。压臂设置于工作台的上方且能够相对于机架升降,切料机构能够将胶管切成与待装订物的厚度相匹配的小段以备装订使用,打孔机构能够对待装订物进行钻孔,压铆机构能够将切好的胶管穿入以上钻孔内。
4.工作时,将待装订物放置于工作台,并通过压臂下降以将待装订物压紧于工作台,打孔机构将待装订物进行钻孔,切料机构将胶管切小段,然后压铆机构将切好的胶管穿入钻孔内,完成了对待装订物的装订。
5.因此,随着装订机的使用,装订机内胶管的余量逐渐减少,也就是说,胶管的总长度逐渐减小,当胶管的余量长度不足以满足装订待装订物的厚度,也即对待装订物进行钻孔后,剩余的胶管无法完成装订任务,影响正常装订,甚至造成待装订物或胶管的浪费。
6.因此,本技术针对上述问题提供一种新的装订机。
技术实现要素:
7.本实用新型的目的在于提供一种装订机,以进一步缓解现有技术中存在的装订机易因胶管余量不足而造成待装订物或胶管浪费的技术问题。
8.基于上述目的,本实用新型提供一种装订机,所述装订机包括机架及均连接于所述机架的工作台、测量装置、存储装置、控制装置、装订装置及交互装置;
9.所述工作台用于承载待装订物,所述装订装置用于对待装订物装订处理,所述交互装置用于用户与所述装订机人机交互,所述测量装置用于测量装订待装订物所需的胶管的长度为第一长度,所述存储装置用于存储所述装订机内胶管的剩余长度为第二长度;
10.所述测量装置、所述存储装置、所述装订装置及所述交互装置均与所述控制装置连接,所述控制装置能够将所述第一长度与所述第二长度比较处理,且对应控制所述装订装置及所述交互装置。
11.进一步地,所述测量装置包括连接于所述机架的压臂、与所述压臂连接的测量光栅及与所述测量光栅对应感应连接的测量光耦,所述测量光耦固设于所述机架,所述压臂设置于所述工作台的上方且能够靠近或者远离所述工作台;
12.所述压臂靠近所述工作台能够使所述测量光栅相对所述测量光耦同步移动。
13.进一步地,所述测量装置还包括滑杆和滑道;
14.所述滑杆设置于所述测量光栅,所述滑道设置于所述工作台,且所述滑杆设置于
所述滑道内,能够沿所述滑道滑动;
15.所述压臂靠近或者远离所述工作台时,所述测量光栅带动所述滑杆沿所述滑道滑动。
16.进一步地,所述测量光栅的栅峰宽度为第一距离d,相邻所述栅峰之间缝隙的宽度为第二距离e,所述压臂靠近所述工作台以使所述压臂与所述工作台接触时,所述测量光栅相对所述测量光耦移动的栅峰的数量为第一数量c;
17.当所述压臂靠近所述工作台以使所述测量光栅相对所述测量光耦移动的栅峰的数量为第二数量h时,所述待装订物的厚度为第一厚度f,其中,f=(c
‑
h)*(d e),所述第二数量h小于所述第一数量c。
18.进一步地,所述第一长度为i,且i=f l;
19.其中,l为压铆处理后,胶管两端压铆的损耗量。
20.进一步地,所述装订机的存储装置为可断电保持的存储器,所述存储器用于存储并实时更新所述第一长度的数值。
21.进一步地,所述存储器用于存储并实时更新所述第二长度的数值。
22.进一步地,所述存储器还用于存储并实时更新所述第一厚度及所述第一厚度的累计值。
23.进一步地,所述装订机的交互装置为触摸显示屏,所述第一长度、所述第二长度、所述第一厚度及所述第一厚度的累计值均显示于所述显示屏。
24.进一步地,装订装置包括切料机构、打孔机构和压铆机构;
25.所述切料机构能够将胶管切成与待装订物的厚度相匹配的小段,所述打孔机构能够对待装订物进行钻孔,所述压铆机构能够将切好的胶管穿入以上钻孔内。
26.采用上述技术方案,本实用新型的装订机具有如下有益效果:
27.该装订机使用时,首先通过测量装置测量第一长度,再提取存储装置储存的第二长度,通过控制装置将第一长度与第二长度比较处理。
28.具体而言,若第一长度大于第二长度,也即装订机内胶管的剩余量不足以满足装订待装订物的厚度,无法完成装订任务,那么控制装置对应控制交互装置给用户提示,且控制装订装置不启动,例如交互装置通过报警、语音通报或者文字通报等提示用户胶管余量不足,用户需更换长度足够的胶管或者更换厚度较小的待装订物。若第一长度小于第二长度,也即装订机内胶管的剩余量足以满足装订待装订物的厚度,能够正常完成装订任务,则控制装置对应控制装订装置启动,以对待装订物进行装订处理,例如钻孔和压铆处理。
29.也就是说,使用该装订机,在对待装订物装订处理前,首先对胶管的余量是否能对当前待装订物正常装订进行预判,只有胶管的剩余量足够才进行装订处理,胶管的余量不足时,装订装置不启动,不进行装订处理,也即不会对待装订物进行钻孔及压铆处理,因此不会造成待装订物的浪费;另外,装订机内胶管的剩余量不足以满足装订待装订物的厚度时,通过交互装置对用户提示,若用户更换厚度较小的待装订物,使装订机内剩余长度较小的胶管得以利用,而不是粗放式排出,从而防止胶管浪费。
30.综上所述,该装订方法缓解了现有技术中存在的装订机易因胶管余量不足而造成待装订物或胶管浪费的技术问题。
附图说明
31.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解的是,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
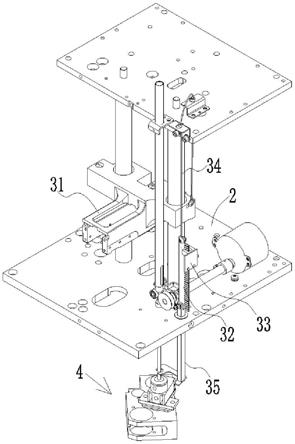
32.图1为本实用新型实施例提供的装订机的结构示意图(未显示机壳);
33.图2为本实用新型实施例提供的装订机的局部结构示意图之一;
34.图3为本实用新型实施例提供的装订机的局部结构示意图之二;
35.图4为本实用新型实施例提供的装订机的局部结构示意图之三;
36.图5为本实用新型实施例提供的装订机的测量装置的结构示意图;
37.图6为本实用新型实施例提供的测量装置的三个状态的结构示意图;
38.其中,图6a为测量装置处于待机状态下的结构示意图;
39.图6b为测量装置处于工作状态下的结构示意图;
40.图6c为测量装置的压臂与工作台接触时的结构示意图;
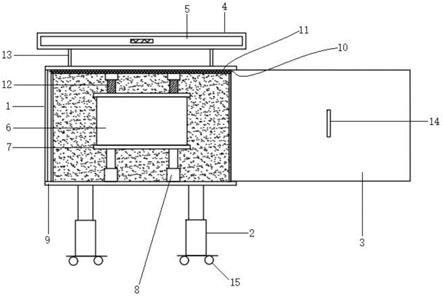
41.图7为本实用新型实施例提供的装订机的结构示意图。
42.附图标记:
[0043]1‑
机架;
[0044]2‑
工作台;
[0045]3‑
测量装置;31
‑
压臂;32
‑
测量光栅;33
‑
测量光耦;34
‑
测量绳;35
‑
滑杆;
[0046]4‑
装订装置;5
‑
交互装置;6
‑
机壳。
具体实施方式
[0047]
下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0048]
在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0049]
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
[0050]
实施例
[0051]
本实施例提供一种装订机,该装订机包括机架1及均连接于机架1的工作台2、测量装置3、存储装置、控制装置、装订装置4及交互装置5;工作台2用于承载待装订物,装订装置
4用于对待装订物装订处理,交互装置5用于用户与装订机人机交互,测量装置3用于测量装订待装订物所需的胶管的长度为第一长度,存储装置用于存储装订机内胶管的剩余长度为第二长度。
[0052]
其中,测量装置3、存储装置、装订装置及交互装置均与控制装置连接,控制装置能够将第一长度与第二长度比较处理,且对应控制装订装置及交互装置。
[0053]
使用该装订机装订材料的装订方法包括:
[0054]
s1,将待装订物放置于工作台2,通过测量装置3测量装订待装订物所需胶管的长度为第一长度。s2,存储装置存储的装订机内胶管的剩余长度为第二长度。
[0055]
s3,比较第一长度与第二长度:若第一长度大于第二长度,交互装置5给用户提示,且装订装置4不启动;若第一长度小于第二长度,装订装置4启动。
[0056]
这样的设置,该装订机使用时,首先通过测量装置测量第一长度,再提取存储装置储存的第二长度,通过控制装置将第一长度与第二长度比较处理。
[0057]
具体而言,若第一长度大于第二长度,也即装订机内胶管的剩余量不足以满足装订待装订物的厚度,无法完成装订任务,那么控制装置对应控制交互装置给用户提示,且控制装订装置不启动,例如交互装置通过报警、语音通报或者文字通报等提示用户胶管余量不足,用户需更换长度足够的胶管或者更换厚度较小的待装订物。若第一长度小于第二长度,也即装订机内胶管的剩余量足以满足装订待装订物的厚度,能够正常完成装订任务,则控制装置对应控制装订装置启动,以对待装订物进行装订处理,例如钻孔和压铆处理。
[0058]
也就是说,使用该装订机,在对待装订物装订处理前,首先对胶管的余量是否能对当前待装订物正常装订进行预判,只有胶管的剩余量足够才进行装订处理,胶管的余量不足时,装订装置不启动,不进行装订处理,也即不会对待装订物进行钻孔及压铆处理,因此不会造成待装订物的浪费;另外,装订机内胶管的剩余量不足以满足装订待装订物的厚度时,通过交互装置对用户提示,若用户更换厚度较小的待装订物,使装订机内剩余长度较小的胶管得以利用,而不是粗放式排出,从而防止胶管浪费。
[0059]
综上所述,该装订方法缓解了现有技术中存在的装订机易因胶管余量不足而造成待装订物或胶管浪费的技术问题。
[0060]
优选地,本实施例中,步骤s3中,交互装置5给用户提示:“当前胶管长度不足以装订当前厚度的装订物,是否舍弃目前胶管”,若用户选择“是”,则装订机将剩余胶管排出,待用户重新补充胶管;若用户选择“否”,则交互装置5提示用户更换厚度较小的待装订物。
[0061]
这样的设置,用户通过交互装置5实现了与装订机的双向人机交互,使装订机的使用更智能、简单。
[0062]
综上所述,该装订方法为用户提供了更多选择,相比于现有技术将剩余胶管粗放式排出来来说,用户可以选择使用厚度较小的待装订物,以将剩余胶管充分利用,降低了装订成本,减少了胶管排放的浪费及缓解了由此带来的造成的环境污染。
[0063]
优选地,请参见图2、图3及图4,该测量装置3包括连接于机架1的压臂31、与压臂31连接的测量光栅32及与测量光栅32对应感应连接的测量光耦33,测量光耦33固设于机架1,压臂31设置于工作台2的上方且能够靠近或者远离工作台2;压臂31靠近工作台2能够使测量光栅32相对测量光耦33同步移动。
[0064]
使用该装订机时,将待装订物放置于工作台2,通过压臂31靠近工作台2以使压臂
31压紧待装订物,压臂31移动能够带动与压臂31连接的测量光栅32随之同步移动,因此压臂31的移动距离与测量光栅32相对测量光耦33的移动距离相同。
[0065]
其中,测量光栅32相对测量光耦33移动的过程中,测量光耦33的发射端发出的测量信号能够被测量光栅32的栅峰和缝隙反复遮挡和释放,因此测量光耦33的接收端接收的测量信号为脉冲信号,通过统计测量光耦33的接收端接收的脉冲信号的数量即可计算测量光栅32的移动距离,也即计算出压臂31的移动距离,因此可以推算出待装订物的厚度,由待装订物的厚度可知装订该待装订物所需胶管的长度。
[0066]
优选地,请参见图5,本实施例中,压臂31与测量光栅32通过测量绳34连接,因此压臂31相对工作台2移动时,通过测量绳34能够带动测量光栅32同步移动。
[0067]
优选地,请参见图4和图5,本实施例中,测量装置3还包括滑杆35和滑道;滑杆35设置于测量光栅32,滑道设置于工作台2,且滑杆35设置于滑道内,能够沿滑道滑动;压臂31靠近或者远离工作台2时,测量光栅32带动滑杆35沿滑道滑动。
[0068]
压臂31靠近或者远离工作台2时,通过滑杆35沿滑道滑动,为测量光栅32的移动提供导向作用,从而使测量光栅32的移动更稳定,从而使所测装订待装订物所需胶管的长度的数值更准确。
[0069]
需要说明的是,测量光栅32的栅峰宽度为第一距离d,相邻栅峰之间缝隙的宽度为第二距离e,压臂31靠近工作台2以使压臂31与工作台2接触时,测量光栅32相对测量光耦33移动的栅峰的数量为第一数量c。
[0070]
请参见图6,当压臂31靠近工作台2以使测量光栅32相对测量光耦33移动的栅峰的数量为第二数量h时,待装订物的厚度为第一厚度f,f=(c
‑
h)*(d e),i=f l;其中,l为压铆处理后,胶管两端压铆的损耗量,且第二数量h小于第一数量c。
[0071]
需要说明的是,测量光栅32的栅峰宽度为第一距离d,相邻栅峰之间缝隙的宽度为第二距离e,因此第一距离d与第二距离e的加和为测量光栅32一个栅峰与一个缝隙的加和,也即为测量光栅32的一个单位长度,请参见图6c,c*(d e)为压臂31与工作台2接触时测量光栅32可移动的最大距离,该最大距离为第三距离a,压臂31的移动距离与测量光栅32的移动距离相等,因此,压臂31可移动的最大距离也为第三距离a。
[0072]
相同的思路,请参见图6a,待机状态下压臂31与工作台2之间的距离较大,请参见图6b,将待装订物放置于工作台2时,压臂31下压以使压臂31压紧待装订物时,压臂31停止移动,因此测量光栅32停止移动,若此时测量光耦33移动的栅峰的数量为第二数量h,因此h*(d e)为测量光耦33移动的栅峰的数量为第二数量h时测量光栅32的移动距离,该距离为第四距离j。
[0073]
请参见图6,第三距离a与第四距离j的差值即为待装订物的第一厚度f,因此第一厚度f=a
‑
j=(c
‑
h)*(d e)。
[0074]
另外,将胶管压铆于待装订物后,胶管的两端有损耗,所耗量l为标准的已知数值,因此第一长度i=f l。
[0075]
综上所述,该装订机使用上述方法是通过压臂31压紧待装订物的同时带动测量光栅32移动,通过测量光耦33检测由于测量光栅32的移动产生的脉冲数,通过脉冲数据进行运算获得胶管的使用长度,通过胶管使用长度再次运算获取待装订物品的厚度,测量方法简单,实现方便。
[0076]
可选地,存储器用于存储并实时更新装订机内胶管的第二长度或第一长度的数值,优选地,本实施例中,存储器用于存储并实时更新第二长度及第一长度的数值。
[0077]
需要说明的是,将总长度为第三长度n的胶管补充于装订机内后,每次装订待装订物所需胶管的长度为第一长度i,因此装订一次后,胶管的剩余长度第二长度m=n
‑
i,下次装订后,胶管的长度再次减去第一长度i,因此将(m
‑
i)的数值更新于第二长度m,形成新的第二长度m存储于存储器。
[0078]
可选地,存储器为eeprom存储器,通过eeprom存储器将各个数据记录以备下次使用,实时数据的更新并永久保存的功能。
[0079]
优选地,本实施例中,存储器还用于存储并实时更新第一厚度及第一厚度的累计值。
[0080]
需要说明的是,第一厚度的累计值为装订机的总装订厚度。
[0081]
该装订机通过存储并实时更新装订机内胶管的剩余长度、第一长度的数值及装订机的总装订厚度,用户需要时可提取,明显提高了用户体验,提升了装订机的智能化程度。
[0082]
优选地,请参见图7,本实施例中,装订机的交互装置5为触摸显示屏,第一长度、第二长度、第一厚度及第一厚度的累计值均显示于显示屏。
[0083]
其中,触摸显示屏为人机交互提供可操作界面,可以很友好的实现人机交互操作,使装订机的使用更智能。
[0084]
这样的设置,使第一长度、第二长度、第一厚度及第一厚度的累计值的显示更直观,用户能够实时了解装订机的实时状态,明显提高了用户体验,进一步提升了装订机的智能化程度。
[0085]
优选地,本实施例中,装订装置4包括切料机构、打孔机构和压铆机构;切料机构能够将胶管切成与待装订物的厚度相匹配的小段,打孔机构能够对待装订物进行钻孔,压铆机构能够将切好的胶管穿入以上钻孔内。
[0086]
可选地,控制装置为单片机,装订方法通过编程采用嵌入式程序控制实现。
[0087]
优选地,请参见图7,装订机还包括机壳6,机壳6罩设于机架1之外,显示屏设置于机壳。
[0088]
最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。