1.本发明涉及涡轮机组件的制造,更具体地说,涉及一种涡轮机组件(例如,通过铸造或锻造制造的涡轮叶片)的尺寸控制方法。
背景技术:
2.提高涡轮机的性能需要生产具有优化的空气动力轮廓的机械组件,如叶片。双体涡轮机包括,例如,尺寸(厚度或宽度)为几毫米的用于低压涡轮级的叶片环。这些叶片环通常是通过使用称为失蜡的技术将金属铸造和浇注到模具中来制造的,该技术允许直接获得所需的叶片形状,而不需要实施机加工步骤来获得成品组件。
3.然而,铸造技术并不能总是允许叶片环的特定部分达到所需的精细程度,因此,有必要进行额外的机加工以提供在空气动力学上优化的组件。该机加工需要非常具体的参数化,该参数化是根据理论组件以及要获得的组件的非常精确的轮廓数据来凭经验定义的。
4.对这些组件进行尺寸控制以检查是否有必要在机加工过程中,甚至在机加工后对这些组件进行机加工,并且在加工后验证它们的相符度。由于铸造组件所允许的公差、这些组件的非常小的尺寸以及可能的变形,控制时间长且繁琐。这种控制通常使用坐标测量机(cmm)进行操作。坐标测量机使用触诊元件以及来自理论上的组件的数据以接触或不接触的方式进行触诊或测量。文件fr
‑
a1
‑
2989610、cn
‑
b
‑
104316016和jp
‑
a
‑
s60159601中描述了控制的示例。
5.事实证明,这种控制对于涡轮机的叶片护罩更为复杂。事实上,位于叶片径向外端的护罩具有复杂的形状,其具有相对较小的测量面积和圆角的边缘。然而,对于特定组件,参考点是从组件的控制应该开始的位置确定的,并且,该参考点位于护罩上。例如,如果组件存在如上所述的公差问题,则理论组件的参考点与待控制组件的参考点之间存在较大偏移,以致触诊传感器将在错误位置开始测量。这可能会导致控制组件时缺乏准确性。要解决此问题,操作人员可能必须更改机器设置或手动移动组件或触诊元件,直到在待控制组件上找到正确的参考点。
6.申请人的目标之一具体是提供一种涡轮机组件的更快的、自动的且廉价的尺寸控制方法。
技术实现要素:
7.本技术通过一种待控制的涡轮机组件的尺寸控制方法来实现这个目标,所述涡轮机组件包括:由第二周边表面限定的第一表面,第二周边表面横向于所述第一表面;以及由具有对应于所述第一表面的理论表面的数值理论模型定义的轮廓,所述第一表面具有比所述第二周边表面更大的尺寸,所述方法包括以下步骤:
8.‑
在所述数值理论模型的所述理论表面上确定理论点;
9.‑‑
在所述待控制组件的所述第一表面上校正校准点;
10.‑‑
计算每个理论点相对于对应的校准点的偏移轴线,
11.‑‑
根据所述偏移轴线在所述待控制组件的所述第二周边表面上获取控制点。
12.因此,该解决方案可以允许实现上述目的。具体地,该方法允许检查组件的相符度,并且可以更快地确定待控制的点,尽管在这种情况下,叶片的护罩并不在理论模型中预知的理论起始位置上。换句话说,即使护罩不在正确的位置,这种方法也可以允许在待检查表面的正确位置开始触诊。该控制方法还通过具有比第二表面更大尺寸的第一表面而容易实现,其中,该第二表面通常非常窄。确定、校准以及偏移轴线的计算步骤可以在不到十秒的时间内完成,速度非常快。
13.所述尺寸控制方法还包括以下单独或组合使用的特性中的一个或多个:
14.‑
所述理论点是根据所述第一表面的表面和/或几何形状来定义的。
15.‑
所述理论点邻近所述理论模型的理论表面的周边布置。
16.‑
所述计算所述偏移轴线的步骤包括:将所述理论模型的每个理论点的空间数据与每个对应的校准点的空间数据进行比较的步骤。
17.‑
比较的步骤包括以下步骤:
18.o
‑
在至少一个理论点和对应的校准点之间绘制直线;
19.o
‑
测量所述理论点与所述校准点之间的空间偏移;
20.o
‑
计算所述待控制组件的机加工表面的机加工工具的位移轴线;
21.o
‑
根据所述理论组件的理论表面在所述理论点处的理论法线、所述直线以及所述机加工工具的所述位移轴线来确定所述偏移轴线的方向余弦。
22.‑
所述获取步骤包括:通过将所述偏移轴线应用于待控制的理论点的理论坐标来计算所述组件上的待检查的点的空间坐标的步骤。
23.‑
所述方法包括将触诊元件定位为与所述待控制的组件的所述第一表面相对,以执行所述校正步骤,所述触诊元件的轴线与所述第一表面正交。
24.‑
所述校准步骤和所述获取步骤由坐标测量机类型的控制装置执行。
25.‑
在所述确定步骤中限定2到8个理论点。
26.‑
所述涡轮机组件是涡轮机可动叶片,所述涡轮机可动叶片包括叶片和设置在所述叶片的径向外端的护罩,所述护罩包括由径向周边表面限定的径向内表面,所述第一表面为所述护罩的所述径向内表面,并且,所述第二表面为所述护罩的所述径向周边表面。
27.‑
所述坐标测量机包括所述触诊元件。
28.‑
在所述获取步骤期间,所述触诊元件的轴线与所述第二周边表面正交。
附图说明
29.通过以下详细描述,本发明的进一步特征和优点将变得显而易见,为了理解该详细描述,请参考附图,其中:
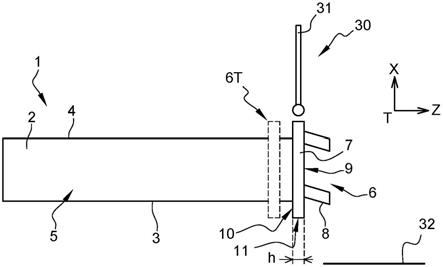
30.[图1]图1示意性地示出了一种待控制的涡轮机叶片,对于该涡轮机叶片,理论组件的护罩和待控制叶片的护罩之间在位置上具有差异。
[0031]
[图2]图2是一示例的待控制的涡轮机叶片护罩的表面的示意性俯视图。
[0032]
[图3]图3是一示例的理论平面和实际平面之间的空间偏移的示意图,以及
[0033]
[图4]图4示意性地示出了根据本发明的诸如坐标测量机的控制装置的不同位置。
具体实施方式
[0034]
图1示出了一种利用失蜡铸造操作得到的涡轮机组件,并且待对其进行控制以检查其尺寸是否与理论组件或模型相符合,其中,该理论组件或模型是通过使用为此目的提供的软件的计算机辅助设计或绘图(cao/dao)而获得的。
[0035]
具体地,涡轮机组件是低压涡轮的可动叶片1。当然,该叶片可以是分配器叶片,或者,也可以是用于装备涡轮机的另一组件的叶片。
[0036]
涡轮机(未示出),特别是具有纵向轴线的双流涡轮机,通常包括具有安装在上游的风扇的气体发生器。在本发明中,一般来说,术语“上游”和“下游”是相对于涡轮机中的流体流动来定义的,此处是沿着纵向轴线x来定义的。气体发生器包括气体压缩机组件(其可以包括低压压缩机和高压压缩机)、燃烧室以及涡轮组件(其可以包括高压涡轮和低压涡轮)。该气体发生器被在次级导管中循环并由风扇产生的主空气动力流穿过。次级空气动力流也由风扇产生并在次级导管中围绕气体发生器循环,次级导管与主导管同轴。
[0037]
每个涡轮机包括一个或多个沿着涡轮机械的纵向轴线相继地布置的级。每个涡轮级包括形成转子的叶片可动轮和形成定子的叶片固定轮。该定子的叶片称为分配器叶片。
[0038]
每个可动轮包括以纵向轴线为中心的环形圆盘以及安装在圆盘的周边上的多个可动叶片。这些叶片沿圆周方向分布并且围绕可动轮均匀地分布。每个可动轮设置在分配器叶片固定轮的下游。
[0039]
参照图1,可动叶片1包括根部(未示出)以及从根部沿着径向轴线z(当叶片安装在涡轮机中时其垂直于纵向轴线)延伸的扇叶2。该根部用于装配到圆盘的具有相应形状的凹槽中,为此,该圆盘包括围绕其周边均匀分布的多个凹槽。
[0040]
扇叶2包括在此示例中沿纵向轴线x相对的前缘3和后缘4。每个扇叶2布置在空气动力流中,使得前缘3位于后缘4的上游。前缘3和后缘4通过沿横向轴线相对的内弧面和外弧面5连接。横向轴线t垂直于纵向轴线x和径向轴线z。
[0041]
可动叶片1还包括从扇叶2延伸的护罩6。该护罩6位于扇叶2的径向外端处并且横向于该叶片。具体地,护罩6设置为在径向上与叶片的根部相对。护罩6通常包括用于形成主导管的径向外壁部分的平台7。护罩6设有擦拭器(wiper)8,擦拭器从平台7的径向外表面9径向地延伸。径向内表面10与径向外表面9相对并大致朝向叶片的根部定向。径向内表面10由连接径向内表面10和径向外表面9的径向周边表面11限定。
[0042]
径向内表面限定在垂直于径向轴线的第一平面xt中(由纵向轴线和横向轴线限定)。径向内表面是平坦的或基本上是平坦的。径向内表面具有比周边表面11更大的尺寸。具体地如图1所示,周边表面11具有沿径向轴线的高度h,与径向内表面10的宽度l相比,该高度h非常小或很窄。
[0043]
如图4所示,平台7还沿纵向轴线x延伸。护罩6包括沿横向轴线t并彼此相对的第一边缘12和第二边缘13,它们各自用于与相邻叶片的护罩实现周向接触。这使得可以阻止叶片在轴向和周向上的位移。此外,平台包括沿纵向轴线并彼此相对的上游侧14和下游侧15。上游侧14和下游侧15以及第一边缘12和第二边缘13限定径向周边表面11。
[0044]
尺寸控制由控制装置30(其可以是坐标测量机(cmm)类型)执行。控制装置30包括触诊元件31,触诊元件在此示例中用于测量点而不会接触叶片的表面,特别是护罩的表面。通常,控制装置30还包括具有计算装置和存储器的电子控制系统或微控制器。
[0045]
图1还以虚线示出了与设计软件的理论模型中设计的理论叶片的护罩的理论定义对应的护罩6t的位置。可以看到理论叶片的护罩6t和待控制叶片的护罩6的沿径向轴线的位置偏移。理论护罩包括理论径向内表面10t和横向于理论径向内表面的理论周边表面11t。理论径向内表面对应于径向内表面10,理论周边表面对应于径向周边表面11。
[0046]
尽管理论护罩相对于待控制或测量的真实组件的护罩的位置可能存在偏移,但希望尽可能快地控制涡轮机叶片,以便了解它是否相符或应该被指示为报废组件。
[0047]
为此,本技术应用一种待控制组件的尺寸控制方法,在此示例中待控制组件为可动叶片,如下所述。该方法有利地包括将待控制的叶片定位于配备有控制装置30的支架32上的步骤。具体地,将待控制组件定位于支架32上,使其参考系与支架参考系32一致。叶片参考系由纵向轴线、径向轴线和横向轴线组成。
[0048]
平台的径向内表面10在空间中定向。在此示例中,参考图4,径向内表面10的第一平面xt平行于垂直方向。
[0049]
在理论组件的理论护罩6t的理论表面10t上进行理论点pt的确定步骤(见图2)。这些理论点是通过理论模型中的计算来设计的,例如,与待制造的叶片(将被控制)的所述理论模型的设计同时进行。这些理论点也根据待测量的表面或护罩的几何形状来限定。这些理论点对应于参考点,所述参考点用于开始控制理论组件中的待控制的各个点。在本例中,至少确定了两个理论点。在如图2所示的示例中,确定了四个理论点。
[0050]
校准点pe或参考点的校正在护罩的表面上进行,在此示例中是在待控制叶片的径向内表面10的表面上进行(见图4)。在本例中,确定至少两个校准点。该步骤通过移动以面向径向内表面的触诊元件31来执行。具体地,在校正步骤期间,触诊元件31的轴线与护罩的径向内表面正交。这使得可以确定组件的位置。而且,触诊元件的位移基本上垂直于待校正的表面。应注意该表面不是完全平面的。待控制组件上的这些校准点必须与待控制组件上的理论点相对应。在本例中,校正了四个校准点。
[0051]
参考图2,理论点(以及校准点)布置在护罩厚度或高度最低的位置处。在本例中,理论点邻近或尽可能邻近理论组件的理论表面10t的周边p布置。这是为了邻近护罩上随后待控制的点,并允许控制待控制组件的相符度。这些待控制的点在cao/dao软件的理论模型中限定。
[0052]
根据该方法,随后进行对至少一个理论点相对于对应的校准点的偏移轴线的计算。在该步骤中,将理论模型的理论点的空间或三维数据与待控制组件上的对应校准点进行比较。该比较有利地在电子控制系统中进行。有利地,将所有理论点与对应的校准点进行比较。这使得可以检查校准点是否在正确的位置并与理论点的空间坐标相对应。
[0053]
为此,如图3示意性地示出的,在理论点pt1和校准点pe1之间绘制直线d(在电子控制系统中)。检查理论点和对应的校准点之间是否有空间偏移。根据图3,校准点在位置和空间坐标方面与理论点不对应,并且需要确定该空间偏移。
[0054]
该系统确定机加工工具(在组件被模制后)在待控制组件的加工表面上的位移轴线。由于预先定义了加工参数,因此可以得到工具的位移轴线。推导出偏移轴线的向量的方向余弦(在理论组件参考坐标系下的csx、csy、csz)。有利地,该方向余弦是恒定的。
[0055]
根据所述理论组件的理论表面(对应于径向内表面)在所述理论点pt处的理论法线、所述直线d以及所述机加工工具的所述位移轴线来确定所述偏移轴线的方向余弦。
[0056]
一旦确定了偏移轴线,系统通过应用该偏移轴线ad计算或重新计算待控制的点pc的三维坐标。
[0057]
在图4中,可以看到在待控制的组件的护罩6的径向周边表面11处获取各个点pc1、pc2的步骤。该步骤允许控制组件,具体是使得护罩6的尺寸能够与所需的公差相符。
[0058]
这种方法描述了使用护罩的径向内表面作为参考表面来控制周边表面。当然,参考表面可以是径向外表面,并且待控制的表面是横向于并邻近径向内表面的周边表面。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。