技术特征:
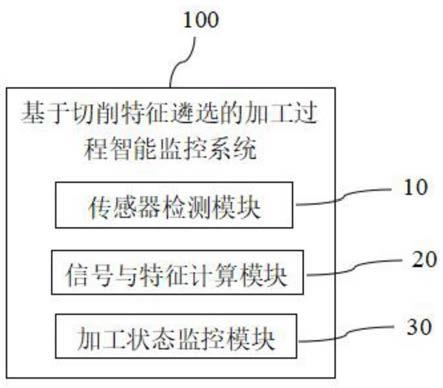
1.一种基于切削特征遴选的加工过程智能监控系统,用于对机床进行智能监控,其特征在于,包括:传感器检测模块,设置在所述机床上,用于在所述机床对零件进行切削加工过程中实时采集切削信号,包括用于检测所述零件所受的切削力并生成切削力信号的测力仪、用于检测所述零件的振动情况并生成切削振动信号的加速度传感器以及用于检测所述零件发生弹塑性变形所产生的能量强度并生成声发射信号的声发射传感器;信号与特征计算模块,包括用于接收所述切削信号的数据采集单元、用于对所述切削信号进行预处理和分解的信号处理与分析单元以及用于从分解后的所述切削信号中提取并遴选切削特征的特征提取与选择单元;以及加工状态监控模块,包括通过将所述切削特征作为输入、将加工状态指标作为输出,构建基于机器学习的加工过程智能监测模型的智能监测单元、用于存储切削工艺历史数据的切削工艺数据库以及用于基于所述加工状态指标和所述切削工艺历史数据为当前切削加工进行优化控制的控制决策单元。2.根据权利要求1所述的基于切削特征遴选的加工过程智能监控系统,其特征在于:其中,所述切削信号包括所述切削力信号、所述切削振动信号以及所述声发射信号,所述数据采集单元通过数据采集卡获取来自所述测力仪、所述加速度传感器和所述声发射传感器采集的所述切削信号,并对所述切削信号进行a/d转换,来将模拟电压信号转化为数字信号。3.根据权利要求1所述的基于切削特征遴选的加工过程智能监控系统,其特征在于:其中,所述信号与特征计算模块设置在计算机中,并且与所述传感器检测模块通信连接,所述加工状态监控模块设置在所述计算机中,所述切削工艺历史数据包括刀具的历史数据、工艺参数的的历史数据以及质量指标的历史数据。4.一种监控方法,采用权利要求1
‑
3中任意一项所述的基于切削特征遴选的加工过程智能监控系统进行监控,其特征在于,包括以下步骤:步骤1,在机床上安装传感器检测模块进行监控,并将所述传感器检测模块连接至信号处理与分析模块,在所述机床上设定切削加工工艺参数后,开始切削加工;步骤2:切削加工过程中,所述传感器检测模块通过测力仪、加速度传感器以及声发射传感器来实时采集切削信号,信号与特征计算模块中的数据采集单元接收采集的所述切削信号并将所述切削信号进行a/d转换后传输至信号处理与分析单元;步骤3,所述信号处理与分析单元对不同种类的所述切削信号进行预处理和分解,得到时域切削信号和频域切削信号,并将所述时域切削信号和所述频域切削信号传输至特征提取与遴选单元;步骤4,所述特征提取与遴选单元提取所述时域切削信号和所述频域切削信号中的时域特征与频域特征,来获取反映加工过程的指标,并利用特征选择方法与权重决策方法遴选得到与监控目标相关、且应用成本低的所述切削特征,再将所述切削特征传输至加工状态监控模块;步骤5,所述加工状态智能监测模块通过机器学习方法建立以所述切削特征为输入变
量,以加工状态与质量指标为输出变量的加工过程智能监测模型,并通过所述加工过程智能监测模型实时监测刀具磨损量和零件表面质量的动态变化状况;步骤6,通过所述加工过程智能监测模型对切削加工过程中的异常信号进行识别和判定,当识别到所述异常信号时,所述控制决策单元结合监测结果与所述切削工艺数据库单元中存储的所述切削工艺历史数据,为当前切削加工提供优化控制策略,来对所述机床的切削加工质量进行控制,其中,在所述机床的切削加工过中重复步骤2
‑
步骤5,若切削加工状态稳定,无需执行步骤6。5.根据权利要求4所述的基于切削特征遴选的加工过程智能监控系统的监控方法,其特征在于:其中,所述步骤3中,包括以下子步骤:步骤3
‑
1,将所述切削力信号、所述切削振动信号和所述声发射信号按加工系统坐标方向进行识别和分类,并对信号进行频谱分析,根据信号的频率特性分别采用不同带宽的滤波器进行滤波与降噪预处理,消除工艺系统和数据采集系统中与加工过程无关的噪声信号;步骤3
‑
2,采用傅里叶变换、小波包变换和变分模态分解的方法,对经降噪预处理后的信号进行分解,得到所述切削时域信号与所述切削频域信号。6.根据权利要求4所述的基于切削特征遴选的加工过程智能监控系统的监控方法,其特征在于:其中,所述步骤4中,包括以下子步骤:步骤4
‑
1,采用统计学方法从所述切削时域信号提取所述时域特征,包括有效值、平均值、标准差、波峰因数和熵,采用功率谱密度估计方法从所述切削频域信号提取所述频域特征,包括偏度、峭度、峰值频率和质心频率;步骤4
‑
2,对所述时域特征和所述频域特征按不同的监测目标进行特征遴选,通过拉普拉斯分数或迹比准则计算所述切削特征与监控目标的相关系数;步骤4
‑
3,当所述相关系数小于阈值时,去除所述切削特征,当所述相关系数大于阈值时,保留所述切削特征,并采用层次分析法对所述切削特征对应的不同类型传感器的购置与安装成本进行权重分析,得到所述成本权值,结合所述切削特征的所述相关系数和所述成本权值获得与监控目标相关、且应用成本较低的所述切削特征。7.根据权利要求4所述的基于切削特征遴选的加工过程智能监控系统的监控方法,其特征在于:其中,所述步骤5中,根据所述输入变量和所述输出变量的历史数据建立所述加工过程智能监测模型并进行离线训练后获得最优模型,通过所述智能监测模型进行在线实时监测,来依据当前的所述切削特征的预测刀具磨损量和零件表面质量。8.根据权利要求4所述的基于切削特征遴选的加工过程智能监控系统的监控方法,其特征在于:其中,所述步骤6中,包括以下子步骤:步骤6
‑
1,对刀具磨损量和零件表面质量建立相应的评价准则,若监测过程中刀具磨损严重或零件表面质量监测结果超出设定范围,则判定为异常信号;
步骤6
‑
2,当识别到所述异常信号时,所述控制决策单元结合监测结果与所述切削工艺数据库单元中保留的所述切削工艺历史数据,为当前切削加工提供优化控制策略,所述优化控制策略包括加工工序优化、工艺参数优化和刀具优化,其中,加工工序优化包括粗加工、半精加工、精加工工序的优化调整,工艺参数优化包括主轴转速、工件进给速度和切削厚度的优化调整,刀具优化在对于铣削和车削加工时,包括铣刀和车刀的磨损量报及更换提示,在对于磨削加工时,包括砂轮修整量、砂轮修整速度、砂轮修整进给速度的优化调整。
技术总结
本发明提供了一种基于切削特征遴选的加工过程智能监控系统,用于对机床进行智能监控,包括:传感器检测模块,设置在机床上,用于在机床对零件进行切削加工过程中实时采集切削信号,包括测力仪、加速度传感器以及声发射传感器;信号与特征计算模块,用于处理切削信号与提取特征,包括数据采集单元、信号处理与分析单元以及特征提取与选择单元;以及加工状态监控模块,包括用于构建加工过程智能监测模型的智能监测单元、用于存储切削工艺历史数据的切削工艺数据库以及用于基于加工状态指标和切削工艺历史数据为当前切削加工进行优化控制的控制决策单元。本发明还提供了一种基于切削特征遴选的加工过程智能监控系统的监控方法来对机床进行智能监控。方法来对机床进行智能监控。方法来对机床进行智能监控。
技术研发人员:郭维诚 郭淼现 刘晓 周金 张跃飞 陶佳宝
受保护的技术使用者:上海理工大学
技术研发日:2021.09.29
技术公布日:2021/12/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。