1.本发明涉及一种在衬底周缘部形成涂布膜的周缘部涂布装置及周缘部涂布方法。
背景技术:
2.半导体装置等的制造中的光刻步骤中,通过旋转夹盘使得被水平支撑的衬底旋转。在该状态下,通过向衬底的被处理面的大致中央部喷出抗蚀液,从而在衬底的整个被处理面形成抗蚀膜。另外,通过向衬底周缘部喷出清洗液,从而去除周缘部的抗蚀膜。然后,通过将衬底曝光及显影,从而在除周缘部以外的衬底的中央区域形成抗蚀图案。近年来,在衬底周缘部进一步形成有环状涂布膜(例如,参照日本专利5682521号公报、日本专利5779168号公报)。
技术实现要素:
3.在衬底的周缘部涂布中,在衬底中央区域的抗蚀图案与周缘部内缘的涂布膜的交界处,涂布膜的干燥较快。由此可知,涂布膜厚度局部变大,在周缘部内缘处涂布膜局部凸起。衬底周缘部的涂布膜将会在之后的步骤中通过蚀刻等被去除。然而,在涂布膜的凸起部分的厚度较大的情况下,该部分有时会以残渣的形式残留。在这种情况下,衬底存在缺陷。因此,要求提高涂布膜厚度的均匀性。
4.本发明的目的在于提供一种能够提高形成在衬底周缘部的涂布膜厚度的均匀性的周缘部涂布装置及周缘部涂布方法。
5.(1)本发明的一态样的周缘部涂布装置具备:旋转保持部,保持衬底使衬底绕着衬底的中心轴旋转;涂布液供给部,在利用旋转保持部使衬底旋转的状态下,通过向衬底一面的周缘部供给涂布液,从而在衬底一面的除中央区域以外的周缘部形成涂布膜;及控制部,在利用涂布液供给部在衬底一面的周缘部形成涂布膜之后,以反复进行预定次数2次以上的搅拌动作的方式控制旋转保持部;且搅拌动作包括:使衬底加速而提高衬底的转速;在衬底加速之后使衬底减速而减小衬底的转速;及在衬底减速之后维持衬底的转速。
6.在该周缘部涂布装置中,利用旋转保持部保持衬底而使衬底绕着衬底的中心轴旋转。在利用旋转保持部使衬底旋转的状态下,通过利用涂布液供给部向衬底一面的周缘部供给涂布液,从而在衬底一面的除中央区域以外的周缘部形成涂布膜。利用涂布液供给部在衬底一面的周缘部形成涂布膜之后,反复进行预定次数2次以上的利用旋转保持部的搅拌动作。在各搅拌动作中,使衬底加速而提高衬底的转速。在衬底加速之后,使衬底减速而减小衬底的转速。在衬底减速之后,维持衬底的转速。
7.各搅拌动作中,当衬底加速时,施加在衬底周缘部的涂布液的离心力增加,当衬底减速时,施加在衬底周缘部的涂布液的离心力减少。因此,根据所述构成,通过反复进行搅拌动作,从而使施加在涂布液的离心力反复增减。因此,涂布液在衬底周缘部得到搅拌。这样一来,衬底周缘部的涂布液变得均匀,所形成的涂布膜近乎平坦。
8.另外,如果衬底长时间高速旋转,那么在衬底周缘部会产生促进涂布液干燥的乱
流。在这种情况下,所形成的涂布膜厚度局部变大,涂布膜局部凸起。对此,根据所述构成,通过反复进行搅拌动作,从而抑制在衬底周缘部产生乱流,防止促进涂布液的干燥。就结果来说,能够提高形成在衬底周缘部的涂布膜厚度的均匀性。
9.(2)预定次数也可以是因利用涂布液供给部形成在衬底一面的周缘部的涂布膜丧失流动性而使涂布膜干燥的次数。在这种情况下,能够更加提高形成在衬底周缘部的涂布膜厚度的均匀性。
10.(3)控制部也可以在反复进行2次以上的搅拌动作中的最后搅拌动作中,省略执行维持衬底转速这一步的方式控制旋转保持部。在这种情况下,能够提高形成在衬底周缘部的涂布膜厚度的均匀性,并且能够缩短衬底处理所需的时间。
11.(4)控制部也可以在各搅拌动作中,以衬底的旋转加速度的绝对值为衬底的旋转减速度的绝对值以上的方式控制旋转保持部。在这种情况下,因为衬底的旋转加速度较大,所以能够缩短衬底高速旋转的时间。因此,能更加容易地防止促进涂布液的干燥。这样一来,能够更加容易地提高形成在衬底周缘部的涂布膜厚度的均匀性。
12.(5)也可以是,涂布液供给部包括喷出涂布液的涂布喷嘴,且控制部在使涂布喷嘴向第1方向移动以使得涂布喷嘴所喷出的涂布液的供给位置从衬底周缘部的外缘向内缘移动之后,再使涂布喷嘴向与第1方向相反的第2方向移动以使得涂布喷嘴所喷出的涂布液的供给位置从衬底周缘部的内缘向外缘移动。在这种情况下,在衬底一面的除中央区域以外的周缘部,能够容易地形成涂布膜。
13.(6)控制部也可以向第2方向移动的速度大于向第1方向移动的速度的方式使涂布喷嘴移动。当在衬底的中央区域形成有抗蚀图案等时,因为在抗蚀图案与周缘部内缘的涂布膜的交界处,涂布膜的干燥较快,所以在周缘部内缘处涂布膜局部凸起。尽管在这种情况下,根据所述构成,还是能够增大周缘部外缘处涂布膜的厚度。因此,形成在衬底周缘部的涂布膜近乎平坦。这样一来,能够提高形成在衬底周缘部的涂布膜厚度的均匀性。
14.(7)本发明的另一态样的周缘部涂布方法包括:利用旋转保持部保持衬底而使衬底绕着衬底的中心轴旋转的步骤;在利用旋转保持部使衬底旋转的状态下,通过利用涂布液供给部向衬底一面的周缘部供给涂布液,从而在衬底一面的除中央区域以外的周缘部形成涂布膜的步骤;及利用涂布液供给部在衬底一面的周缘部形成涂布膜之后,反复进行预定次数2次以上的利用旋转保持部的搅拌动作;且搅拌动作包括:使衬底加速而提高衬底的转速;在衬底加速之后使衬底减速而减小衬底的转速;及在衬底减速之后维持衬底的转速。
15.根据该周缘部涂布方法,利用旋转保持部保持衬底而使衬底绕着衬底的中心轴旋转。在利用旋转保持部使衬底旋转的状态下,通过利用涂布液供给部向衬底一面的周缘部供给涂布液,从而在衬底一面的除中央区域以外的周缘部形成涂布膜。利用涂布液供给部在衬底一面的周缘部形成涂布膜之后,反复进行预定次数2次以上的利用旋转保持部的搅拌动作。在各搅拌动作中,使衬底加速而提高衬底的转速。在衬底加速之后,使衬底减速而减小衬底的转速。在衬底减速之后,维持衬底的转速。
16.各搅拌动作中,当衬底加速时,施加在衬底周缘部的涂布液的离心力增加,当衬底减速时,施加在衬底周缘部的涂布液的离心力减少。因此,根据所述构成,通过反复进行搅拌动作,从而使施加在涂布液的离心力反复增减。因此,涂布液在衬底周缘部得到搅拌。这样一来,衬底周缘部的涂布液变得均匀,所形成的涂布膜近乎平坦。
17.另外,如果衬底长时间高速旋转,那么在衬底周缘部会产生促进涂布液干燥的乱流。在这种情况下,所形成的涂布膜厚度局部变大,涂布膜局部凸起。对此,根据所述构成,通过反复进行搅拌动作,从而抑制在衬底周缘部产生乱流,防止促进涂布液的干燥。就结果来说,能够提高形成在衬底周缘部的涂布膜厚度的均匀性。
18.(8)预定次数也可以是因利用涂布液供给部形成在衬底一面的周缘部的涂布膜丧失流动性而使涂布膜干燥的次数。在这种情况下,能够更加提高形成在衬底周缘部的涂布膜厚度的均匀性。
19.(9)也可以在反复进行2次以上的搅拌动作中的最后搅拌动作中,省略执行维持衬底转速这一步。在这种情况下,能够提高形成在衬底周缘部的涂布膜厚度的均匀性,并且能够缩短衬底处理所需的时间。
20.(10)也可以在各搅拌动作中,衬底的旋转加速度的绝对值为衬底的旋转减速度的绝对值以上。在这种情况下,因为衬底的旋转加速度较大,所以能够缩短衬底高速旋转的时间。因此,更加容易地防止促进涂布液的干燥。这样一来,能够更加容易地提高形成在衬底周缘部的涂布膜厚度的均匀性。
21.(11)形成涂布膜的步骤也可以包括:在使涂布喷嘴向第1方向移动以使得涂布液供给部的涂布喷嘴所喷出的涂布液的供给位置从衬底周缘部的外缘向内缘移动之后,再使涂布喷嘴向与第1方向相反的第2方向移动以使得涂布喷嘴所喷出的涂布液的供给位置从衬底周缘部的内缘向外缘移动。在这种情况下,在衬底一面的除中央区域以外的周缘部,能够容易地形成涂布膜。
22.(12)涂布喷嘴向第2方向移动的速度也可以大于涂布喷嘴向第1方向移动的速度。当在衬底的中央区域形成有抗蚀图案等时,因为在抗蚀图案与周缘部内缘的涂布膜的交界处,涂布膜的干燥较快,所以在周缘部内缘处涂布膜局部凸起。尽管在这种情况下,根据所述方法,还是能够增大周缘部外缘处涂布膜的厚度。因此,形成在衬底周缘部的涂布膜近乎平坦。这样一来,能够提高形成在衬底周缘部的涂布膜厚度的均匀性。
附图说明
23.图1是本发明的一实施方式的周缘部涂布装置的概略剖视图。
24.图2是表示衬底处理步骤中衬底的侧视图。
25.图3是表示衬底处理步骤中衬底的侧视图。
26.图4是表示衬底处理步骤中衬底的侧视图。
27.图5是表示衬底处理步骤中衬底的侧视图。
28.图6是表示衬底处理步骤中衬底的侧视图。
29.图7是表示衬底处理后衬底的侧视图。
30.图8是表示衬底处理步骤中衬底转速变化的图。
31.图9是表示第1实施例的测定结果的曲线图。
32.图10是表示第2实施例的测定结果的曲线图。
33.图11是表示第3实施例的测定结果的曲线图。
34.图12是表示第4实施例的测定结果的曲线图。
35.图13是表示第5实施例的测定结果的曲线图。
36.图14是表示第6实施例的测定结果的曲线图。
具体实施方式
37.(1)周缘部涂布装置
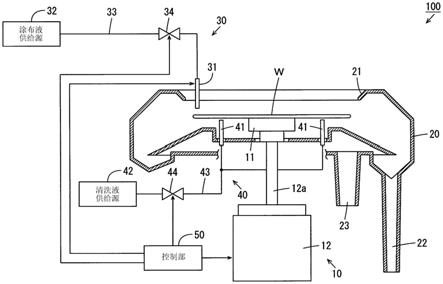
38.以下,针对本发明一实施方式的周缘部涂布装置及周缘部涂布方法,参照附图进行说明。图1是本发明一实施方式的周缘部涂布装置的概略剖视图。如图1所示,周缘部涂布装置100具备旋转保持部10、护罩20、涂布液供给部30、清洗液供给部40及控制部50。旋转保持部10包括旋转夹盘11及马达12。旋转夹盘11安装在马达12的旋转轴12a的前端,被驱动而以将衬底w保持水平姿势的状态绕着铅直轴旋转。
39.护罩20设置为包围被旋转夹盘11所保持的衬底w的周围,接住从衬底w飞散的涂布液或清洗液。在护罩20的上部形成有用于向护罩20内部导入衬底w的开口部21。另外,在护罩20的下部形成有废液口22及排气口23。废液口22及排气口23分别连接于工厂内的废液设备及排气设备。
40.涂布液供给部30包括涂布喷嘴31、涂布液贮存部32、配管33及阀34。涂布喷嘴31经由配管33与涂布液贮存部32连接。涂布液贮存部32中贮存有涂布液。本实施方式中,涂布液为感光性抗蚀液,但实施方式并不受此限定。涂布液也可以是非感光性抗蚀液,还可以是含树脂的溶液。配管33上插入有阀34。
41.涂布喷嘴31设置为能够在衬底w周缘部上方的处理位置与护罩20外的待机位置之间移动,且当处理衬底时移动到处理位置。在该状态下,通过开放阀34,从涂布液贮存部32经过配管33向涂布喷嘴31供给涂布液。这样一来,从涂布喷嘴31向衬底w的周缘部喷出涂布液。在这里,衬底w的周缘部是指衬底w的距离外周部仅特定宽度的内侧区域。
42.清洗液供给部40包括1个以上(本例中为2个)的后部清洗液喷嘴41、清洗液贮存部42、配管43及阀44。各后部清洗液喷嘴41设置在衬底w的下方,且经由配管43与清洗液贮存部42连接。清洗液贮存部42中贮存有清洗液。清洗液例如包括pgmea(propyleneglycol monomethyl ether acetate,丙二醇甲醚醋酸酯)、pgme(propyleneglycol monomethyl ether,丙二醇甲醚)或环己酮(cyclohexanone)。配管43上插入有阀44。
43.当处理衬底时,通过开放阀44,而从清洗液贮存部42经过配管43向各后部清洗液喷嘴41供给清洗液。在这种情况下,从各后部清洗液喷嘴41向衬底w的背面(与被处理面相反侧的面)喷出清洗液。这样一来,衬底w的背面得到洗净。
44.控制部50例如包括cpu(central processing unit,中央运算处理装置),控制涂布喷嘴31的移动。另外,控制部50通过控制马达12的转速,从而控制被旋转夹盘11所保持的衬底w的转速。进一步来说,控制部50通过控制阀34、44的开放与关闭,从而分别控制涂布液及清洗液的喷出时机。
45.(2)衬底处理的概要
46.图2~图6是表示衬底处理步骤中衬底的侧视图。如图2所示,衬底w以被处理面朝向上方的方式被旋转夹盘11保持。在这里,在衬底w的除周缘部以外的被处理面的中央区域,形成有未图示的抗蚀图案。接着,利用图1的马达12使得衬底w旋转。
47.接下来,当涂布喷嘴31从待机位置移动到衬底w外上方的位置之后,如图2中箭头a所示,朝着衬底w的中心移动。以下,将涂布喷嘴31从衬底w的外侧朝向衬底w的中心移动称
作扫描输入。如图3所示,在扫描输入中,当涂布喷嘴31到达衬底w周缘部的外缘附近的上方位置时,从涂布喷嘴31开始喷出涂布液。
48.当涂布喷嘴31移动到衬底w周缘部的内缘附近的上方位置时,如图4中箭头b所示,朝向衬底w的外侧移动。以下,将涂布喷嘴31从衬底w的中心朝向衬底w的外侧移动称作扫描输出。如图5所示,在扫描输出中,当涂布喷嘴31到达衬底w的周缘部上方附近的位置时,停止从涂布喷嘴31喷出涂布液。然后,涂布喷嘴31移动到待机位置。
49.在衬底w周缘部的涂布膜干燥之后,如图6所示,从后部清洗液喷嘴41向衬底w的背面喷出清洗液。这样一来,衬底w的背面得到洗净,并且衬底w的斜面部的涂布膜被去除。然后,通过干燥清洗液,从而结束衬底处理。
50.根据所述控制,执行涂布喷嘴31所喷出的涂布液的供给位置从衬底w周缘部的外缘向内缘移动的扫描输入之后,再执行涂布液的供给位置从衬底w周缘部的内缘向外缘移动的扫描输出。这样一来,在衬底w的被处理面的除中央区域以外的周缘部形成涂布膜。本例中,扫描输出中涂布喷嘴31的移动速度大于扫描输入中涂布喷嘴31的移动速度。
51.图7是表示衬底处理后衬底w的侧视图。所述衬底处理中,在衬底w的中央区域的抗蚀图案与周缘部内缘的涂布膜的交界处,涂布膜的干燥较快。这样一来,如图7所示,涂布膜厚度局部变大,在周缘部内缘处涂布膜凸起。将该涂布膜中凸起的部分称作隆起。衬底w的周缘部的涂布膜会在周缘部涂布装置100的外部所进行的之后的步骤中,通过蚀刻等被去除。
52.然而,在隆起的厚度较大的情况下,隆起的部分有时以残渣的形式残留。在这种情况下,衬底w存在缺陷。因此,在衬底处理中,为了使隆起厚度h2相对于涂布膜的平均膜厚h1的比(以下,称作膜厚比)变小,执行搅拌动作。此外,平均膜厚h1是指涂布膜中除隆起以外的部分的厚度的平均值。另外,隆起厚度h2是指隆起的最大厚度。以下,对衬底处理的详情进行说明。
53.(3)衬底处理的详情
54.图8是表示衬底w的处理步骤中衬底w的转速变化的图。如图8所示,在初始时点t0,衬底w静止。也就是说,衬底w的转速为0rpm。另外,图1的阀34、44关闭。首先,通过衬底w开始旋转,从而提高衬底w的转速,并在时点t1达到固定转速,例如100rpm。衬底w的转速维持到时点t2。
55.另外,依次执行图1的涂布喷嘴31的扫描输入及扫描输出。在这里,在时点t1,通过开放阀34而开始向衬底w的周缘部喷出涂布液,并在时点t2,通过关闭阀34而停止喷出涂布液。这样一来,在衬底w的周缘部形成涂布膜。将从时点t1开始到时点t2为止的步骤称作喷出步骤。
56.在时点t2,衬底w的转速急剧提高。这样一来,在时点t3,衬底w的转速例如达到3000rpm。将从时点t2开始到时点t3为止的步骤称作加速步骤。另外,以下,将加速步骤中衬底w的旋转加速度简称为衬底w的旋转加速度。衬底w的旋转加速度例如为5000rpm/秒以上,本例中为25000rpm/秒。
57.在时点t3,在衬底w的转速维持较短时间(例如大于0秒且1秒以下)之后,衬底w的转速急剧减小。这样一来,在时点t4,衬底w的转速例如达到1000rpm以下(本例中为500rpm)。在时点t4,衬底w的转速也可以减小到小于500rpm(例如0rpm)。
58.将从时点t3开始到时点t4为止的步骤称作减速步骤。另外,以下,将减速步骤中衬底w的旋转减速度简称为衬底w的旋转减速度。本例中,衬底w的旋转减速度的绝对值与衬底w的旋转加速度的绝对值大致相等,但实施方式并不受此限定。衬底w的旋转减速度的绝对值也可以小于衬底w的旋转加速度的绝对值。
59.接下来,在时点t4到时点t5期间,衬底w的转速维持在固定转速。时点t4与时点t5相隔的时间例如为0.01秒以上10秒以下,本例中为0.15秒。将从时点t4开始到时点t5为止的步骤称作速度维持步骤。速度维持步骤是用于调整形成在衬底w的周缘部的涂布膜厚度的步骤。因此,速度维持步骤的时间是根据涂布膜所需的厚度来决定。
60.加速步骤、减速步骤及速度维持步骤中,旋转保持部10的一连串的动作即为搅拌动作。在时点t5之后,反复进行多次搅拌动作。在这里,预先规定搅拌动作的反复次数为因形成在衬底w的周缘部的涂布膜丧失流动性而使涂布膜干燥的次数。本例中,搅拌动作的反复次数为5次,搅拌动作的反复次数只要为2次以上,那么不是5次也可以。另外,本例中,省略最后执行的减速步骤后的速度维持步骤。在这种情况下,能够提高形成在衬底w周缘部的涂布膜厚度的均匀性,并且能够缩短衬底处理所需的时间。
61.最后(本例中为第5次)的搅拌动作中,在执行完减速步骤之后,在时点t6,衬底w的转速达到固定转速,例如400rpm。在该状态下,通过开放阀44,从而向衬底w的背面开始喷出清洗液。这样一来,衬底w的背面得到洗净,并且衬底w的斜面部的涂布膜被去除。接着,在时点t7,衬底w的转速提高,并在时点t8达到固定转速,例如800rpm。
62.接下来,在时点t9,通过关闭阀44,从而停止喷出清洗液。另外,衬底w的转速提高,在时点t10例如达到2000rpm。这样一来,衬底w得到干燥。然后,在时点t11,衬底w的转速减小。在时点t12,通过衬底w停止旋转,从而结束衬底处理。
63.(4)效果
64.在本实施方式的周缘部涂布装置100中,利用旋转保持部10保持衬底w,衬底w绕着衬底w的中心轴旋转。在利用旋转保持部10使衬底w旋转的状态下,通过利用涂布液供给部30向衬底w的被处理面的周缘部供给涂布液,从而在衬底w的被处理面的除中央区域以外的周缘部形成涂布膜。利用涂布液供给部30在衬底w的被处理面的周缘部形成涂布膜之后,反复进行预定次数2次以上的利用旋转保持部10的搅拌动作。在各搅拌动作中,使衬底w加速而提高衬底w的转速。在衬底w加速之后,使衬底w减速而减小衬底w的转速。在衬底w减速之后,维持衬底w的转速。
65.各搅拌动作中,当衬底w加速时,施加在衬底w周缘部的涂布液的离心力增加,当衬底w减速时,施加在衬底w周缘部的涂布液的离心力减少。因此,根据所述构成,通过反复进行搅拌动作,从而使施加在涂布液的离心力反复增减。因此,涂布液在衬底w的周缘部得到搅拌。这样一来,衬底w的周缘部的涂布液变得均匀,所形成的涂布膜近乎平坦。
66.另外,如果衬底w长时间高速旋转,那么在衬底w的周缘部会产生促进涂布液干燥的乱流。在这种情况下,所形成的涂布膜厚度局部变大,涂布膜局部凸起。对此,根据所述构成,通过反复进行搅拌动作,从而抑制在衬底w的周缘部产生乱流,防止促进涂布液的干燥。就结果来说,能够提高形成在衬底w周缘部的涂布膜厚度的均匀性。
67.在各搅拌动作中,衬底w的旋转加速度的绝对值为衬底w的旋转减速度的绝对值以上。在这种情况下,因为衬底w的旋转加速度较大,所以能够缩短衬底w高速旋转的时间。因
此,更加容易地防止促进涂布液的干燥。这样一来,更加容易地提高形成在衬底w周缘部的涂布膜厚度的均匀性。
68.另外,扫描输出中涂布喷嘴31的移动速度大于扫描输入中涂布喷嘴31的移动速度。在这种情况下,能够增大衬底w的周缘部外缘处涂布膜的厚度。因此,形成在衬底w的周缘部的涂布膜近乎平坦。这样一来,能够更加提高形成在衬底w周缘部的涂布膜厚度的均匀性。
69.(5)另一实施方式
70.(a)所述实施方式中,虽在反复进行2次以上的搅拌动作之中,省略执行最后搅拌动作中的速度维持步骤,但实施方式并不受此限定。也可以执行最后搅拌动作的速度维持步骤。
71.(b)所述实施方式中,衬底w的旋转减速度的绝对值虽为衬底w的旋转加速度的绝对值以下,但实施方式并不受此限定。衬底w的旋转减速度的绝对值也可以大于衬底w的旋转加速度的绝对值。
72.(c)所述实施方式中,扫描输出中涂布喷嘴31的移动速度虽大于扫描输入中涂布喷嘴31的移动速度,但实施方式并不受此限定。扫描输出中涂布喷嘴31的移动速度也可以为扫描输入中涂布喷嘴31的移动速度以下。另外,在形成涂布膜时,也可以不进行涂布喷嘴31的扫描输入及扫描输出,而是将涂布喷嘴31固定在起始位置。
73.(d)所述实施方式中,涂布喷嘴31虽以涂布液的喷出口朝向下方的方式设置为直立状态,但实施方式并不受此限定。涂布喷嘴31也可以涂布液的喷出口朝向斜下外侧的方式设置为倾斜状态。
74.(6)实施例
75.第1实施例中,当改变速度维持步骤的持续时间时,测定平均膜厚h1、隆起厚度h2及膜厚比的变化。图9是表示第1实施例的测定结果的曲线图。图9的横轴表示速度维持步骤的持续时间,纵轴表示平均膜厚h1、隆起厚度h2或膜厚比。此外,第1实施方式中,搅拌动作的反复步骤为5次,后述第3~第6实施方式中也一样。
76.如图9所示,如果延长速度维持步骤的持续时间,那么平均膜厚h1变大,而隆起厚度h2几乎不变。就结果来说,如果延长速度维持步骤的持续时间,那么膜厚比变小。因此确认了,通过延长速度维持步骤的持续时间,从而能够使膜厚比变小。
77.第2实施例中,当改变搅拌动作的执行次数时,测定平均膜厚h1、隆起厚度h2及膜厚比的变化。图10是表示第2实施例的测定结果的曲线图。图10的横轴表示搅拌动作的执行次数,纵轴表示平均膜厚h1、隆起厚度h2或膜厚比。
78.如图10所示,尽管改变搅拌动作的执行次数,平均膜厚h1还是几乎不变。另一方面,如果增加搅拌动作的执行次数,那么隆起厚度h2变小,如果搅拌动作的执行次数达到固定次数以上,那么隆起厚度h2几乎不变。就结果来说,如果增加搅拌动作的执行次数,那么膜厚比变小,如果搅拌动作的执行次数达到固定次数以上,那么膜厚比几乎不变。因此确认了,通过反复进行固定次数的搅拌动作,从而能够维持平均膜厚h1且使膜厚比变小。
79.第3实施例中,当改变加速步骤后衬底w的转速时,测定平均膜厚h1、隆起厚度h2及膜厚比的变化。图11是表示第3实施例的测定结果的曲线图。图11的横轴表示加速步骤后衬底w的转速,纵轴表示平均膜厚h1、隆起厚度h2或膜厚比。
80.如图11所示,如果增大加速步骤后衬底w的转速,那么平均膜厚h1及隆起厚度h2变小。就结果来说,尽管增大加速步骤后衬底w的转速,膜厚比还是几乎不变。因此确认了,加速步骤后衬底w的转速对于减小膜厚比来说几乎不起作用。
81.第4实施例中,当改变衬底w的旋转加速度时,测定平均膜厚h1、隆起厚度h2及膜厚比的变化。图12是表示第4实施例的测定结果的曲线图。图12的横轴表示衬底w的旋转加速度,纵轴表示平均膜厚h1、隆起厚度h2或膜厚比。
82.如图12所示,如果提高衬底w的旋转加速度,那么平均膜厚h1变大,如果旋转加速度达到固定值以上,那么平均膜厚h1几乎不变。另一方面,尽管提高旋转加速度,隆起厚度h2还是几乎不变。就结果来说,如果提高旋转加速度,那么膜厚比变小,如果旋转加速度达到固定值以上,那么膜厚比几乎不变。因此确认了,通过使衬底w的旋转加速度为固定值以上,从而能够使膜厚比变小。
83.第5实施例中,当改变速度维持步骤中衬底w的转速时,测定平均膜厚h1、隆起厚度h2及膜厚比的变化。图13是表示第5实施例的测定结果的曲线图。图13的横轴表示速度维持步骤中衬底w的转速,纵轴表示平均膜厚h1、隆起厚度h2或膜厚比。
84.如图13所示,如果增大速度维持步骤中衬底w的转速,那么平均膜厚h1变小,隆起厚度h2变大。就结果来说,如果增大速度维持步骤中衬底w的转速,那么膜厚比变小。因此确认了,通过减小速度维持步骤中衬底w的转速,从而能够使膜厚比变小。
85.第6实施例中,当改变喷出步骤中衬底w的转速时,测定平均膜厚h1、隆起厚度h2及膜厚比的变化。图14是表示第6实施例的测定结果的曲线图。图14的横轴表示喷出步骤中衬底w的转速,纵轴表示平均膜厚h1、隆起厚度h2或膜厚比。
86.如图14所示,尽管增大喷出步骤中衬底w的转速,平均膜厚h1还是不变,且隆起厚度h2几乎不变。就结果来说,尽管增大喷出步骤中衬底w的转速,膜厚比还是几乎不变。因此确认了,喷出步骤中衬底w的转速对于减小膜厚比来说几乎不起作用。
87.(7)权利要求的各构成要素与实施方式的各要素的对应关系
88.所述实施方式中,旋转保持部10是旋转保持部的例子,涂布液供给部30是涂布液供给部的例子,控制部50是控制部的例子,涂布喷嘴31是涂布喷嘴的例子。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。